



Te na allegro są od 3,5 tyś zł w górę przy takim rozmiarze. Dodatkowa noga poszerzająca to kolejne 500 zł, czyli z dwoma nogami 4500 zł.
Tolerancja dla płaszczyzny to 1 mm/2metry - wydaje mi się, że to sporo i spokojnie można uzyskać połowę lub mniej
Znaleziono 8 wyników
Wróć do „Stół spawalniczy - blat z otworami - technologia wykonania”
- 12 lut 2018, 16:27
- Forum: WARSZTAT
- Temat: Stół spawalniczy - blat z otworami - technologia wykonania
- Odpowiedzi: 21
- Odsłony: 10747
- 12 lut 2018, 10:12
- Forum: WARSZTAT
- Temat: Stół spawalniczy - blat z otworami - technologia wykonania
- Odpowiedzi: 21
- Odsłony: 10747
Re: Stół spawalniczy - blat z otworami - technologia wykonania
upanie pisze:Może takie cóś:
właśnie tym filmem się zainspirowałem do zrobienia własnego stołu
atlc pisze:Wycinanałem taki blat na laserze
taki otworowany? jak oceniasz jakość otworów?
- 12 lut 2018, 00:37
- Forum: WARSZTAT
- Temat: Stół spawalniczy - blat z otworami - technologia wykonania
- Odpowiedzi: 21
- Odsłony: 10747
Re: Stół spawalniczy - blat z otworami - technologia wykonania
Ile może orientacyjnie kosztować frezowanie obustronne blach/płaskowników dla stołu o wymiarach 2x1m?
- 11 lut 2018, 22:18
- Forum: WARSZTAT
- Temat: Stół spawalniczy - blat z otworami - technologia wykonania
- Odpowiedzi: 21
- Odsłony: 10747
Re: Stół spawalniczy - blat z otworami - technologia wykonania
Rozumiem, że to pytanie retoryczne? 
To może waterjet? Czy pozostaje jedynie wiercenie?
To może waterjet? Czy pozostaje jedynie wiercenie?
nie mówię nieDuszczyk_K pisze:Może zamiast ciąć blachy na pasy kupić odpowiedni płaskownik?
- 11 lut 2018, 22:05
- Forum: WARSZTAT
- Temat: Stół spawalniczy - blat z otworami - technologia wykonania
- Odpowiedzi: 21
- Odsłony: 10747
Re: Stół spawalniczy - blat z otworami - technologia wykonania
Przy płytkowym mogę kilka płytek odkręcić i wysunąć je w jedną albo drugą stronę poszerzając w razie potrzeby pole robocze. Mogę też stosować zwykłe ściski spawalnicze dzięki dużym szczelinom.
Dodatkowo wydaje mi się, że tnąc blachę na płytki będzie łatwiej wyprowadzić równą płaszczyznę przy frezowaniu/szlifowaniu bez dużych strat materiału. A na pewno łatwiej złożyć samodzielnie taki stół (nie mam żadnego dźwigu na wyposażeniu)
A dlaczego sugerujesz lity?
Dodatkowo wydaje mi się, że tnąc blachę na płytki będzie łatwiej wyprowadzić równą płaszczyznę przy frezowaniu/szlifowaniu bez dużych strat materiału. A na pewno łatwiej złożyć samodzielnie taki stół (nie mam żadnego dźwigu na wyposażeniu)
A dlaczego sugerujesz lity?
- 11 lut 2018, 21:52
- Forum: WARSZTAT
- Temat: Stół spawalniczy - blat z otworami - technologia wykonania
- Odpowiedzi: 21
- Odsłony: 10747
Re: Stół spawalniczy - blat z otworami - technologia wykonania
jakoś tak mi szlifowanie pierwsze przyszło do głowy
Jaki byś zatem proponował cykl od gołej blachy do uzyskania gotowych płytek?
Jaki byś zatem proponował cykl od gołej blachy do uzyskania gotowych płytek?
- 11 lut 2018, 21:43
- Forum: WARSZTAT
- Temat: Stół spawalniczy - blat z otworami - technologia wykonania
- Odpowiedzi: 21
- Odsłony: 10747
Re: Stół spawalniczy - blat z otworami - technologia wykonania
nie, ale pomyślałem, że wygodniej byłoby na takim pracować. Normy, które znalazłem mówią o tolerancji płaskości 3-5 mm/metr dla blach stalowych, więc wzięcie takiej gołej blachy prosto ze składu zupełnie odpada.Petroholic pisze: ↑11 lut 2018, 21:27Będziesz spawał laboratoryjne rzeczy, że potrzebujesz szlifowanego stołu?
Chyba, że są dostępne blachy o mniejszej tolerancji?
- 11 lut 2018, 20:25
- Forum: WARSZTAT
- Temat: Stół spawalniczy - blat z otworami - technologia wykonania
- Odpowiedzi: 21
- Odsłony: 10747
Stół spawalniczy - blat z otworami - technologia wykonania
cześć,
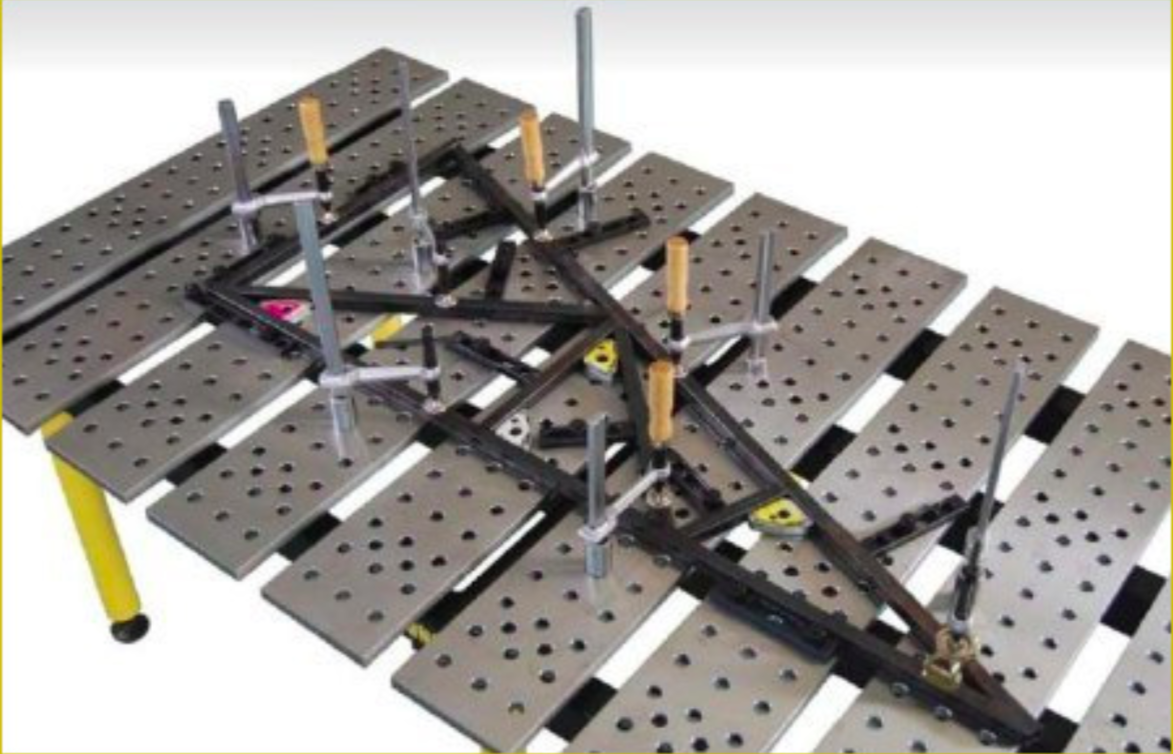
chodzi mi po głowie wykonanie stołu spawalniczego na własne potrzeby. Chciałbym mieć, równy, otworowany blat, żeby łatwo mocować materiał i móc stosować systemowe akcesoria.
Myślałem, żeby blat zrobić z blachy 16mm, zlecić wycięcie plazmą/laserem z grubsza pasów blachy ~300 x 1200 mm, następnie oddać je do przeszlifowania na szlifierkę płaszczyznową z obu stron i znów na laser dla ostatecznego wycięcia na wymiar i wykonanie otworów pod akcesoria.
Dlaczego od razu nie wycinać na laserze otworów i ostatecznego rozmiaru? - obawiam się, że po przeszlifowaniu otwory i krawędzie mogą nie być idealnie prostopadłe do płaszczyzny.
Powiedzcie jak to widzicie?
Czy ostateczne cięcie laserem nie spowoduje odkształceń i deformacji blachy? Jaką dokładność można uzyskać na powszechnie dostępnych szlifierkach?
A może da się kupić gdzieś w Polsce takie gotowe blaty?
orientacyjny wygląd blatu:
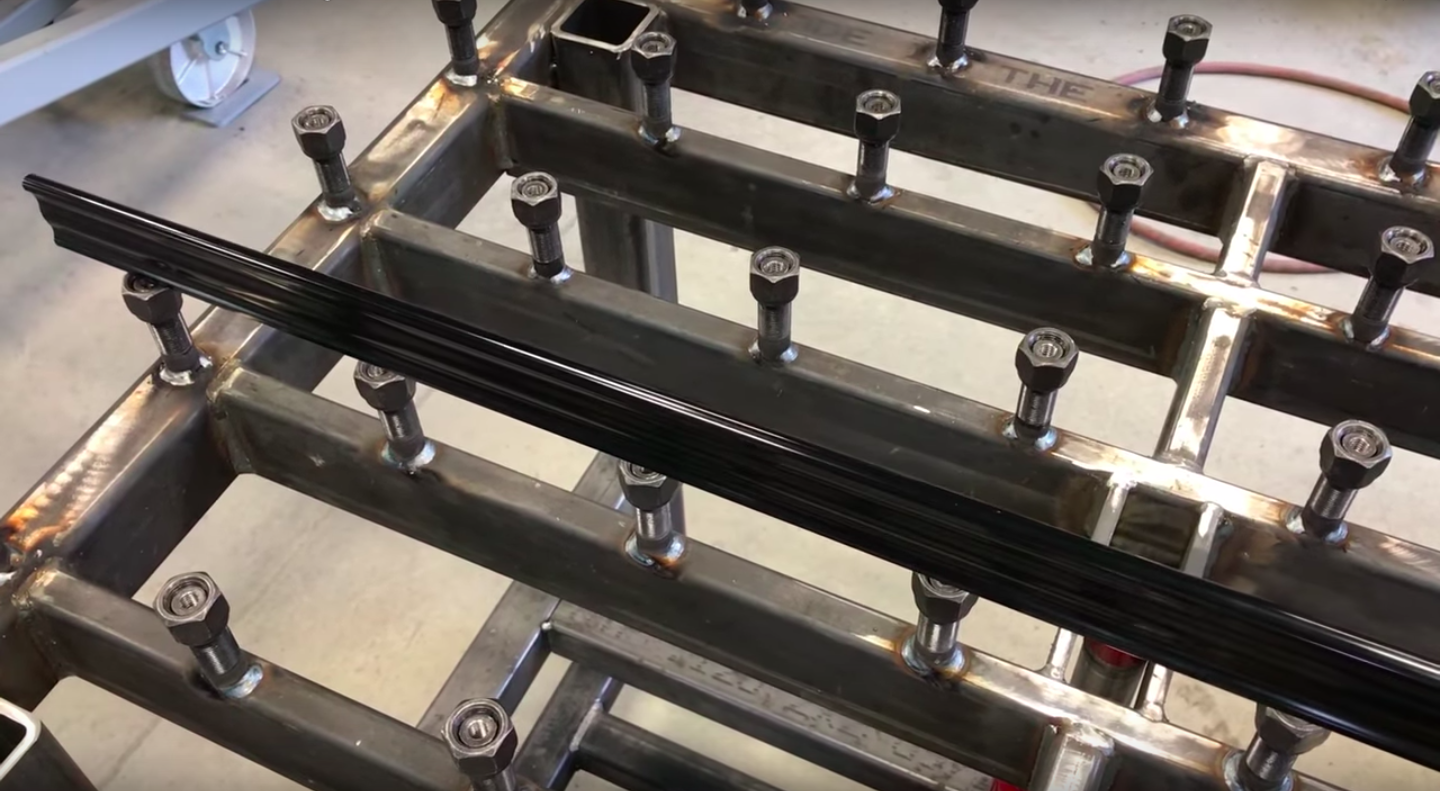
mocowanie blatów:
chodzi mi po głowie wykonanie stołu spawalniczego na własne potrzeby. Chciałbym mieć, równy, otworowany blat, żeby łatwo mocować materiał i móc stosować systemowe akcesoria.
Myślałem, żeby blat zrobić z blachy 16mm, zlecić wycięcie plazmą/laserem z grubsza pasów blachy ~300 x 1200 mm, następnie oddać je do przeszlifowania na szlifierkę płaszczyznową z obu stron i znów na laser dla ostatecznego wycięcia na wymiar i wykonanie otworów pod akcesoria.
Dlaczego od razu nie wycinać na laserze otworów i ostatecznego rozmiaru? - obawiam się, że po przeszlifowaniu otwory i krawędzie mogą nie być idealnie prostopadłe do płaszczyzny.
Powiedzcie jak to widzicie?
Czy ostateczne cięcie laserem nie spowoduje odkształceń i deformacji blachy? Jaką dokładność można uzyskać na powszechnie dostępnych szlifierkach?
A może da się kupić gdzieś w Polsce takie gotowe blaty?
orientacyjny wygląd blatu:
mocowanie blatów:






