Pulsar01 pisze:Lathes:
- Install the ballbar stick tool onto spindle cap. (ballbar to pręt kulowy, ale o co chodzi w całym zdaniu?)
- Install the lathe magnetic tool cup with the setting ball onto the tool turret. (czyli mam zamontować gniazdo magnetyczne tokarki (?) z kulą ustalającą w narzędziowej głowicy rewolwerowej?)
- Using handle jog, align the tool cup to the stick tool ball joint. (część objaśniłeś mi wyżej, ale mimo to, nie kumam tego polecenia)
Tokarki:
- zainstaluj przyrząd (trzpień kulowy) we wrzecionie
- zainstaluj (tokarkowy) uchwyt magnetyczny z kulą ustalającą w głowicy narzędziowej
- używając ręcznych ruchów (osiami) ustaw uchwyt z kulą (w głowicy) w osi z trzpieniem kulowym (we wrzecionie)
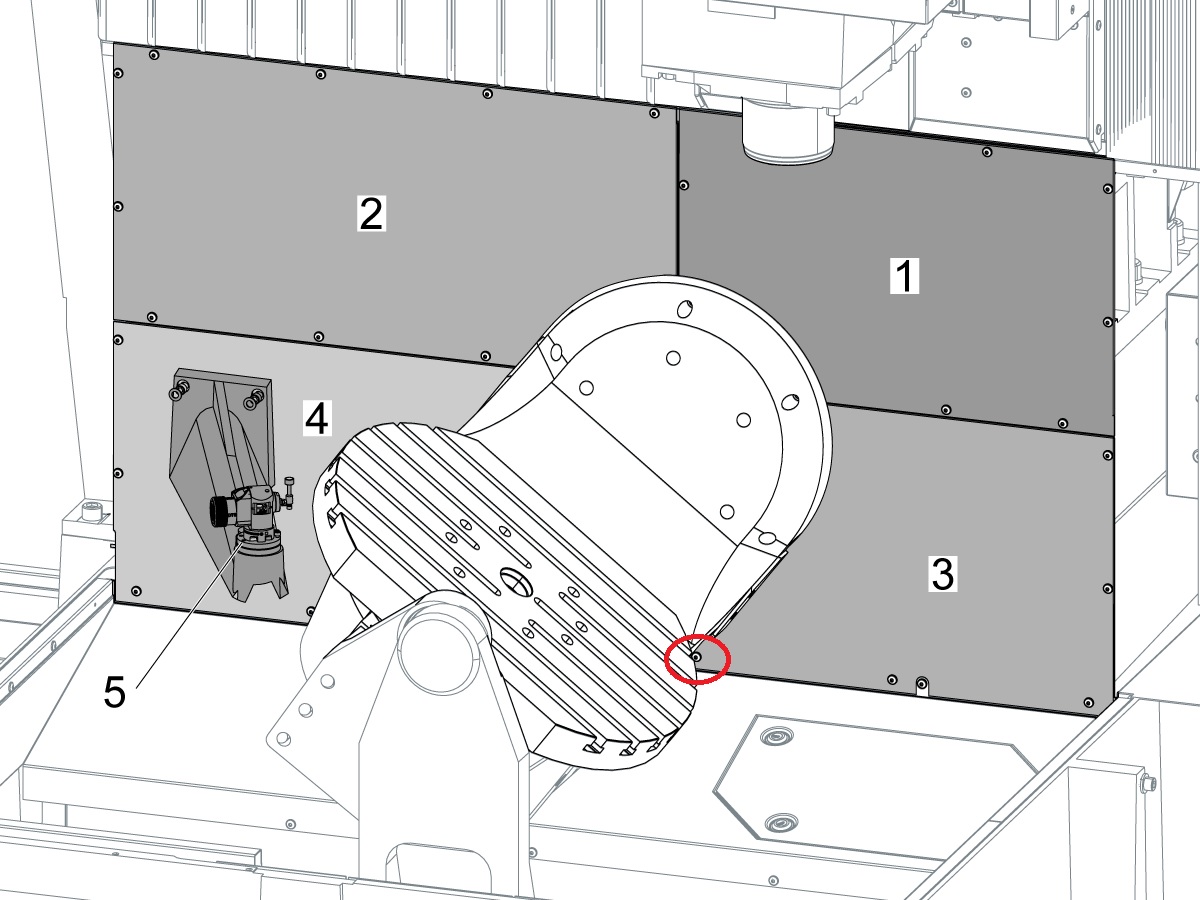
Pulsar01 pisze:- Jog the B Axis to get access to the bottom (2) center screws on the rotary shields 3 and 4. (czyli mam przesunąć oś B, aby uzyskać dostęp do dolnych środkowych wkrętów na tarczach obrotowych (tak to się nazywa?) 3 i 4?)
Przekręć oś B używając ruchów ręcznych (tryb JOG) aby uzyskać dostęp do dolnych wewnętrznych śrub osłon obrotnicy. (Komentarz - żeby odkręcić śrubkę zaznaczoną na czerwono musisz pochylić kołyskę bo inaczej zasłania i nie podejdziesz do niej... Druga analogiczna jest na osłonie NR 4 w jej prawym dolnym rogu. Liczba w nawiasie (2) oznacza, że są 2 takie śruby

)
Pulsar01 pisze:- These parameters set the number of encoder counts necessary to move the axis from the home switch to the motor zero-channel after you press [ZERO RETURN]. (czyli te parametry określają liczbę zliczeń kodera (?) niezbędnych do przesunięcia osi z przełącznika głównego (może to powinno być inaczej przetłumaczone?) do kanału zerowego silnika (tu też mam wątpliwości co do polskiego tłumaczenia?) po naciśnięciu [ZERO RETURN - wyzerowanie]?)
Te parametry ustawiają (maksymalną) liczbę impulsów enkodera niezbędną do poruszenia osią od punktu aktywacji krańcówki do punktu, w którym enkoder serwa osi zatrzyma się w swoim zerze po wciśnięciu klawisza zerowania osi...
Po chłopsku oznacza to, że oś nie zeruje się na krańcówce mechanicznej. Po najechaniu na krańcówkę dostaje sygnał, że jest w zerze małej dokładności. Następnie sam przejedzie dalej (bądź się cofnie, zależnie od ustawień) żeby enkoder w serwie na osi stanął w swoim zerze. Enkodery serw osi mają wysoką rozdzielczość - dzięki temu minimalizujesz błąd jaki powstaje przy bazowaniu maszyny. Załóżmy, że robisz coś na maszynie i kończysz pracę. Następnego dnia kontynuujesz ale maszyna była wyłączona. Włączasz i bazujesz. Gdyby były tylko krańcówki mechaniczne powiedzmy że trafisz w otwór z wczoraj z tolerancją +/-0.1mm, na zerowaniu serwa trafisz powiedzmy +/-0.01mm
Dodatkowo, jeśli oś po najechaniu na krańcówkę wykona dalszy ruch i po osiągnięciu ilości impulsów ustawioną tymi parametrami nie natrafi na zero enkodera serwa - wyrzuci błąd bazowania osi. W praktyce oznacza to, że zmieniła się odległość między tymi dwoma punktami i coś jest nie tak... Syf na krańcówce, błąd elektryczny, luzy na osi itd... W praktyce krańcówka HOME (zero) jest umieszczona spory kawałek przed krańcówką limitową. Wtedy w razie gdyby krańcówka HOME nie zadziałała i oś jedzie dalej szukając sygnału zatrzyma się na krańcówce limitowej i wyrzuci błąd OVERTRAVEL... I od razu wiadomo co ją boli










