



Znaleziono 5 wyników
Wróć do „Zmiana bazy obróbkowej”
- 12 cze 2017, 08:49
- Forum: G-CODE - programowanie
- Temat: Zmiana bazy obróbkowej
- Odpowiedzi: 19
- Odsłony: 4406
- 09 cze 2017, 12:17
- Forum: G-CODE - programowanie
- Temat: Zmiana bazy obróbkowej
- Odpowiedzi: 19
- Odsłony: 4406
- 08 cze 2017, 13:55
- Forum: G-CODE - programowanie
- Temat: Zmiana bazy obróbkowej
- Odpowiedzi: 19
- Odsłony: 4406
- 07 cze 2017, 12:41
- Forum: G-CODE - programowanie
- Temat: Zmiana bazy obróbkowej
- Odpowiedzi: 19
- Odsłony: 4406
- 07 cze 2017, 11:03
- Forum: G-CODE - programowanie
- Temat: Zmiana bazy obróbkowej
- Odpowiedzi: 19
- Odsłony: 4406
Zmiana bazy obróbkowej
Dzień dobry
Nazywam się Szymon. pracuję w zakładzie kolejowym na Dolnym Śląsku. Dostałem zadanie napisania programu CNC na obróbkę takiej płyty:
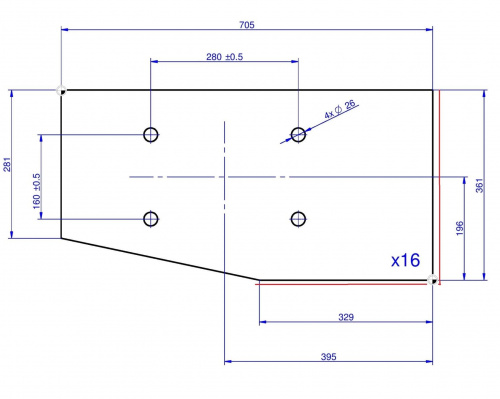
Najpierw, przyjmując bazę w lewym górnym rogu, frezuję naddatek (2,5 mm) z prawej i dolnej krawędzi. Teraz następuje zmiana bazy obróbkowej na prawy dolny róg i wiercenie otworów. Program, jaki napisałem, wygląda tak:
N010 000100 ;
N020 G91 G28 Z0 ;
N030 G54 G90 G17 ;
N040 G00 Z200. ;
N050 G00 X100. Y100. ;
N060 T1 M06 ;
N070 G40 S1500 M3 ;
N080 G00 X705. Y100. ;
N090 G43 Z50. ;
N100 G01 Z-20. F150 M8 ;
N110 G01 Y-50. G41 D1 ;
N120 G01 Y-361. ;
N130 G01 X376. ;
N140 G01 Z50. ;
N150 M5 ;
N160 M9 ;
N170 G00 Z100. Y100. ;
N180 G00 Z200. ;
N190 T2 M06 ;
N200 G55 G90 G17 ;
N210 G40 S1500 M3 ;
N220 G43 Z200. ;
N230 G00 X-255. Y116. ;
N240 G01 Z-20. F80 M8 ;
N250 G01 Z200 ;
N260 G00 X-535. ;
N270 G01 Z-20. F80 M8 ;
N280 G01 Z200 ;
N290 G00 Y276. ;
N300 G01 Z-20. F80 M8 ;
N310 G01 Z200 ;
N320 G00 X-255. ;
N330 G01 Z-20. F80 M8 ;
N340 G01 Z200 ;
N350 G91 G28 Y0 ;
N360 M9 ;
N370 M5 ;
N380 M30 ;
I teraz moje pytanie, skąd układ CNC będzie wiedział, że druga baza (N200) jest w prawym dolnym rogu?
Nazywam się Szymon. pracuję w zakładzie kolejowym na Dolnym Śląsku. Dostałem zadanie napisania programu CNC na obróbkę takiej płyty:
Najpierw, przyjmując bazę w lewym górnym rogu, frezuję naddatek (2,5 mm) z prawej i dolnej krawędzi. Teraz następuje zmiana bazy obróbkowej na prawy dolny róg i wiercenie otworów. Program, jaki napisałem, wygląda tak:
N010 000100 ;
N020 G91 G28 Z0 ;
N030 G54 G90 G17 ;
N040 G00 Z200. ;
N050 G00 X100. Y100. ;
N060 T1 M06 ;
N070 G40 S1500 M3 ;
N080 G00 X705. Y100. ;
N090 G43 Z50. ;
N100 G01 Z-20. F150 M8 ;
N110 G01 Y-50. G41 D1 ;
N120 G01 Y-361. ;
N130 G01 X376. ;
N140 G01 Z50. ;
N150 M5 ;
N160 M9 ;
N170 G00 Z100. Y100. ;
N180 G00 Z200. ;
N190 T2 M06 ;
N200 G55 G90 G17 ;
N210 G40 S1500 M3 ;
N220 G43 Z200. ;
N230 G00 X-255. Y116. ;
N240 G01 Z-20. F80 M8 ;
N250 G01 Z200 ;
N260 G00 X-535. ;
N270 G01 Z-20. F80 M8 ;
N280 G01 Z200 ;
N290 G00 Y276. ;
N300 G01 Z-20. F80 M8 ;
N310 G01 Z200 ;
N320 G00 X-255. ;
N330 G01 Z-20. F80 M8 ;
N340 G01 Z200 ;
N350 G91 G28 Y0 ;
N360 M9 ;
N370 M5 ;
N380 M30 ;
I teraz moje pytanie, skąd układ CNC będzie wiedział, że druga baza (N200) jest w prawym dolnym rogu?






