



Tzn. chciałem zrobić sobie z cykli wytaczanie otworu. Przejazdów było dużo więc nie chciałem tego pisać linijka po linijce. Wstawiłem cykl jednak w parametrach nie było głębokości oraz średnicy na jaką chce roztoczyć otwór. Był Xi Z początkowy, oraz głębokość przejścia. Nie wiem jak powinienem zapisać te brakujące parametry aby cykl działał?
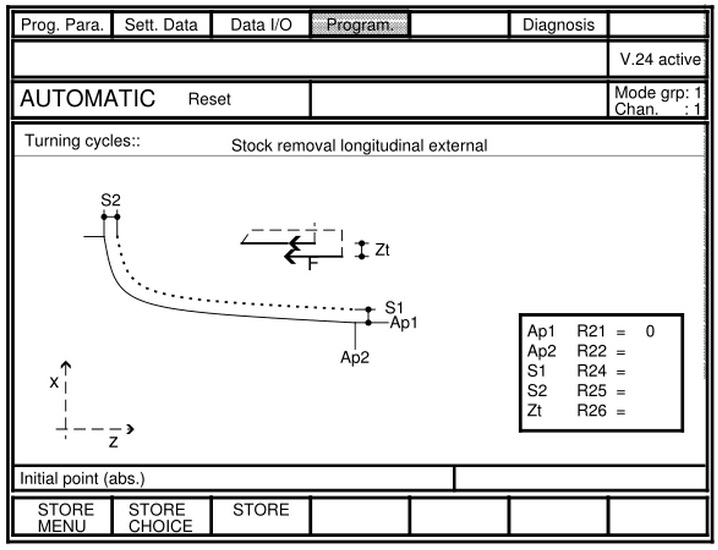
Na przykładzie z obrazka jest punkt S1 i S2, u mnie był tylko początkowy X i Z:
Niestety nie mam w tym momencie zdjęcia cyklu u siebie z maszyny.






