



Witam,
czy może mi ktoś podpowiedzieć jak zapisywać poprawnie stałą prędkość skrawania - tzn żeby wraz ze zmniejszającą się średnicą prędkość obrotowa zwiększała się?
Mam zapisany kod tak:
S1000G03
G96
itd...
I mi włącza przy takim kodzie przy planowaniu czoła obroty 450 przez całą długość toczenia. Gdy nie wstawie G96 - wtedy obroty przez całe toczenie są 1000obr/min
Sinumerik 840C - G96


-
 rafalxfiles
rafalxfiles
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 666
- Rejestracja: 28 sie 2006, 17:55
- Lokalizacja: dolnyśląsk
- Kontakt:
Po pierwsze.. napisz jaką masz maszynę.. niektóre maszyny mają przekładnie i na samym początku musisz wybrać nr przełożenia (od tego zależy jakie masz max obroty)
Po drugie.. przed G96 musisz ograniczyć maksymalne obroty do jakiejś prędkości czyli
LIMS=2000
I w końcu najpierw wybierasz funkcję G96 która jest modalna a później dopiero wpisujesz jaką chcesz mieć prędkość skrawania.. najlepiej zrobić to w jednej lini
...................
G96 S200 M3
.................
Po drugie.. przed G96 musisz ograniczyć maksymalne obroty do jakiejś prędkości czyli
LIMS=2000
I w końcu najpierw wybierasz funkcję G96 która jest modalna a później dopiero wpisujesz jaką chcesz mieć prędkość skrawania.. najlepiej zrobić to w jednej lini
...................
G96 S200 M3
.................
-
 witbike
witbike
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 217
- Rejestracja: 03 mar 2015, 20:50
- Lokalizacja: Wyszków
Nie do końca rozumiem jak to działa wpisywałem:
G92 S1000
G96 S400 M3
X65 Z10 F5
Z-1
X-0,5 F0,2
Z100 F10
O tak wpisywałem, bo moje sterowanie zamiast LIMSA ma G92. I tocząc średnice fi60 nie zauważyłem zmiany obrotów przy planowaniu. Co robię nie tak? Nie pamiętam czy wpisywałem G0 i G1..
Dodatkowo chciałem użyć interpolacji kołowej i równiez nie umiałem tego wywołać. Wyskakiwał mi błąd. Powiedzmy toczę tę samą średnicę - chcę wykonać promień naroża r2 To powinno wyglądać jak?
G03 X57 Z-3 I0 K-3?
G92 S1000
G96 S400 M3
X65 Z10 F5
Z-1
X-0,5 F0,2
Z100 F10
O tak wpisywałem, bo moje sterowanie zamiast LIMSA ma G92. I tocząc średnice fi60 nie zauważyłem zmiany obrotów przy planowaniu. Co robię nie tak? Nie pamiętam czy wpisywałem G0 i G1..
Dodatkowo chciałem użyć interpolacji kołowej i równiez nie umiałem tego wywołać. Wyskakiwał mi błąd. Powiedzmy toczę tę samą średnicę - chcę wykonać promień naroża r2 To powinno wyglądać jak?
G03 X57 Z-3 I0 K-3?
-
rafalxfiles
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 2
- Posty: 666
- Rejestracja: 28 sie 2006, 17:55
- Lokalizacja: dolnyśląsk
- Kontakt:
-
witbike
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 217
- Rejestracja: 03 mar 2015, 20:50
- Lokalizacja: Wyszków
Żeby nie zakładac nowego tematu, może ktoś mi podpowie jak wywołać cykl który napisałem w programie?
Tzn. chciałem zrobić sobie z cykli wytaczanie otworu. Przejazdów było dużo więc nie chciałem tego pisać linijka po linijce. Wstawiłem cykl jednak w parametrach nie było głębokości oraz średnicy na jaką chce roztoczyć otwór. Był Xi Z początkowy, oraz głębokość przejścia. Nie wiem jak powinienem zapisać te brakujące parametry aby cykl działał?
Na przykładzie z obrazka jest punkt S1 i S2, u mnie był tylko początkowy X i Z:
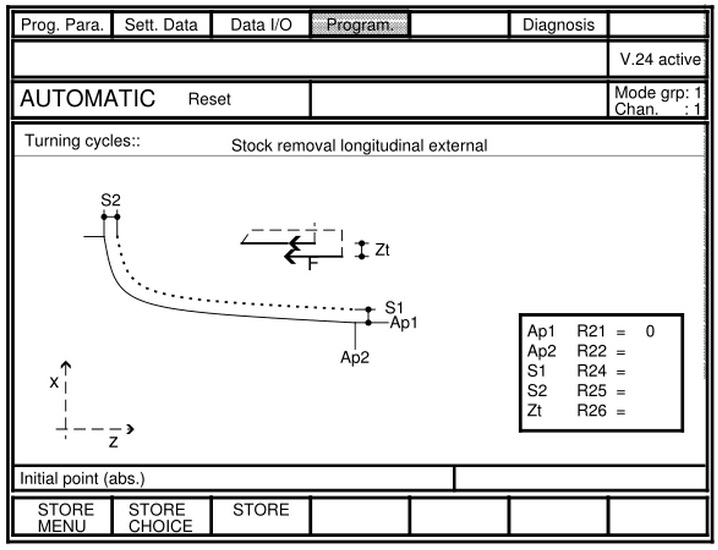
Niestety nie mam w tym momencie zdjęcia cyklu u siebie z maszyny.
Tzn. chciałem zrobić sobie z cykli wytaczanie otworu. Przejazdów było dużo więc nie chciałem tego pisać linijka po linijce. Wstawiłem cykl jednak w parametrach nie było głębokości oraz średnicy na jaką chce roztoczyć otwór. Był Xi Z początkowy, oraz głębokość przejścia. Nie wiem jak powinienem zapisać te brakujące parametry aby cykl działał?
Na przykładzie z obrazka jest punkt S1 i S2, u mnie był tylko początkowy X i Z:
Niestety nie mam w tym momencie zdjęcia cyklu u siebie z maszyny.






