



Przeanalizowałem cały kod programu dopiero teraz i wiem co za co odpowiada, więc tak
Kod: Zaznacz cały
%
O00401
#501= 20.(PRZEJAZD X)
#502= 0. (PRZEJAZD Y)
G90
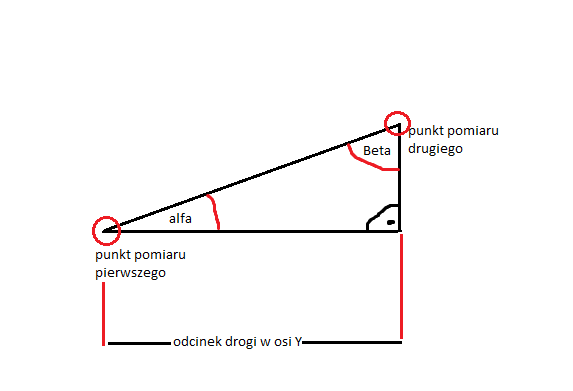
G65 P9023 A7. S58. (CYKL NA POMIAR BAZY G58 W Y+)
#500= #5302 (Z pomiaru została wyciągnięta wartość zapisana do osi Y i zapisana w zmiennej #500)
G91
G01 X#501 F500. (tutaj przemieszczenie 20mm w osi X)
G01 Y#502 F500.
G90
G65 P9023 A7. S58. (ponowy pomiar po przejeździe sondą)
#503= #5302 (Z pomiaru została wyciągnięta wartość zapisana do osi Y i zapisana w zmiennej #503)
#504= #503 - #500 (Obliczono bok trójkąta leżący na przeciwko pierwszego punktu pomiaru, czyli różnicę w wartościach pomiaru pierwszego oraz drugiego)
#505= ATAN[ #504 / #501 ] (WYNIK) (Nad tym chwilę myślałem, ale finalnie wychodzi, że oblicza kąt z ctg alfa; i zastosuje się go do obrotu poprzez funkcje G68 )
M30
% 
Ten kod próbowałem przenieść na oś X, wiem dlaczego poniosłem fiasko, bo nie zmieniłem zmiennej #5302 na #5301 (Zmiana osi Y na oś X)- postaram się to jeszcze zweryfikować.
Więc pozostaje mi dalej walczyć aby to zadziałało.
To pewnie poskładam w całość(wiem gdzie są błedy), ale cykl pomiaru narożnika zewnętrznego/wewnętrznego nie zwraca odpowiedniej wartości do zmiennej #188. Jakie pole manewru mam na tej płaszczyźnie? jednak pomiar tą metodą kąta skręcenia wydaje się być bezpieczniejszy
Program na bazie G57- celowo użyłem innej bo jak napisał kolega -=JaNeK=- w cytowanych postach ostrzegał, że wartości będą zmieniane dla bazy G58.





