Witam,
proszę obejrzeć kod ASCII z programu w sinutrain-ie i porównać go z Workpiece wywołnego z sinutrain-a w edytorze sinumerik-a.
Pozdrawiam
Znaleziono 9 wyników
Wróć do „SINUMERIK 828D Pytanie”
- 08 lut 2014, 09:59
- Forum: Siemens Sinumerik CNC
- Temat: SINUMERIK 828D Pytanie
- Odpowiedzi: 21
- Odsłony: 8913
- 06 lut 2014, 16:08
- Forum: Siemens Sinumerik CNC
- Temat: SINUMERIK 828D Pytanie
- Odpowiedzi: 21
- Odsłony: 8913
- 05 lut 2014, 23:34
- Forum: Siemens Sinumerik CNC
- Temat: SINUMERIK 828D Pytanie
- Odpowiedzi: 21
- Odsłony: 8913
Witam,
802a - nie znam tego sterowania, chyba że chodzi o 802 tylko teraz 802C czy 802D sl?
Prawdopodobnie sinutrain 6.3 lu 7.5 będzie mógł przetestować ten kod. Można też od biedy testować na sinutrainie nawet 4.5, powinno pójść, ponieważ cykle w SINUMERIK-u mają jeden pień. Nie należy tylko kodu w nie dedykowanym sinutrainie edytować. Z testowaniem kodu należy przyjąć zasadę. Nie oceniamy kodu my (osobiście), robi to albo sinutrain albo maszyna ze sterowaniem sinumerika w symulacji bez wykonania.
Pozdrawiam
802a - nie znam tego sterowania, chyba że chodzi o 802 tylko teraz 802C czy 802D sl?
Prawdopodobnie sinutrain 6.3 lu 7.5 będzie mógł przetestować ten kod. Można też od biedy testować na sinutrainie nawet 4.5, powinno pójść, ponieważ cykle w SINUMERIK-u mają jeden pień. Nie należy tylko kodu w nie dedykowanym sinutrainie edytować. Z testowaniem kodu należy przyjąć zasadę. Nie oceniamy kodu my (osobiście), robi to albo sinutrain albo maszyna ze sterowaniem sinumerika w symulacji bez wykonania.
Pozdrawiam
- 05 lut 2014, 22:42
- Forum: Siemens Sinumerik CNC
- Temat: SINUMERIK 828D Pytanie
- Odpowiedzi: 21
- Odsłony: 8913
Witam,
Tu rzeczywiście jest potrzebny CAM, tych promieni nie da się obrobić w 2.5 osi na sterowaniu. Jeżeli chodzi o wstępne G-kody to:
1. G54->57, G505->599 Zero Przedmiotu obrabianego
2. Narzędzie należy deklarować tak, jak to przyjmuje maszyna, albo łańcuchem np: T="FREZ_10" albo wskazaniem na numer pozycji np T01 (Zależy to od ustawień w maszynie ) musi być zadeklarowane na liście narzędzi
3. Korektor lub jak kto woli ostrze czyli D1->9 (musi być zadeklarowany na liście narzędzi i ostrzy)
4. M6 jeżeli maszyna tego wymaga (Zmiana narzędzia)
5. G94-posuw minutowy, G90-wsp. absolutne, G40-odwołanie korekcji, G17 płaszczyzna obróbki
6. Obroty wrzeciona + kierunek
7. G0 +(dojazd w X i Y) (3 -osie upraszczają sprawę)
8. Z
9. G1 dojazd do pierwszej obróbki Fxx
To jest absolutne minimum, proszę to przetestować na sinutrainie 4.4ed3 lub 4.5
Pozdrawiam
Tu rzeczywiście jest potrzebny CAM, tych promieni nie da się obrobić w 2.5 osi na sterowaniu. Jeżeli chodzi o wstępne G-kody to:
1. G54->57, G505->599 Zero Przedmiotu obrabianego
2. Narzędzie należy deklarować tak, jak to przyjmuje maszyna, albo łańcuchem np: T="FREZ_10" albo wskazaniem na numer pozycji np T01 (Zależy to od ustawień w maszynie ) musi być zadeklarowane na liście narzędzi
3. Korektor lub jak kto woli ostrze czyli D1->9 (musi być zadeklarowany na liście narzędzi i ostrzy)
4. M6 jeżeli maszyna tego wymaga (Zmiana narzędzia)
5. G94-posuw minutowy, G90-wsp. absolutne, G40-odwołanie korekcji, G17 płaszczyzna obróbki
6. Obroty wrzeciona + kierunek
7. G0 +(dojazd w X i Y) (3 -osie upraszczają sprawę)
8. Z
9. G1 dojazd do pierwszej obróbki Fxx
To jest absolutne minimum, proszę to przetestować na sinutrainie 4.4ed3 lub 4.5
Pozdrawiam
- 05 lut 2014, 21:28
- Forum: Siemens Sinumerik CNC
- Temat: SINUMERIK 828D Pytanie
- Odpowiedzi: 21
- Odsłony: 8913
Witam,
Z rysunku symulacji nie można wnioskować zbyt dużo. Zasada podejścia do takiego tematu jest taka: dopóki nie rozumiemy procesu na NC w 100% dopóty nie przystępujemy do obróbki. Należy powiększyć symulację bardzo silnie i zorientować się, dlaczego te postrzępienia występują. CAM powinien natomiast czytać nie to, co sam robi lecz to, co wyprodukuje, czyli powinien zrobić symulację kodu, który wyprodukował. Jeżeli tego nie robi, nie może być traktowany profesjonalnie. A swoją drogą SINUMERIK 828D/840D sl jest w stanie obsłużyć do 80% obróbek w 2.5 osi, ten przedmiot, który jest symulowany można zrobić w programGuide lub ShopMill-u bez tych wszystkich niedogodności na linii CAM->sterowanie->wykonanie.
Pozdrawiam
Z rysunku symulacji nie można wnioskować zbyt dużo. Zasada podejścia do takiego tematu jest taka: dopóki nie rozumiemy procesu na NC w 100% dopóty nie przystępujemy do obróbki. Należy powiększyć symulację bardzo silnie i zorientować się, dlaczego te postrzępienia występują. CAM powinien natomiast czytać nie to, co sam robi lecz to, co wyprodukuje, czyli powinien zrobić symulację kodu, który wyprodukował. Jeżeli tego nie robi, nie może być traktowany profesjonalnie. A swoją drogą SINUMERIK 828D/840D sl jest w stanie obsłużyć do 80% obróbek w 2.5 osi, ten przedmiot, który jest symulowany można zrobić w programGuide lub ShopMill-u bez tych wszystkich niedogodności na linii CAM->sterowanie->wykonanie.
Pozdrawiam
- 05 lut 2014, 07:33
- Forum: Siemens Sinumerik CNC
- Temat: SINUMERIK 828D Pytanie
- Odpowiedzi: 21
- Odsłony: 8913
- 02 lut 2014, 19:23
- Forum: Siemens Sinumerik CNC
- Temat: SINUMERIK 828D Pytanie
- Odpowiedzi: 21
- Odsłony: 8913
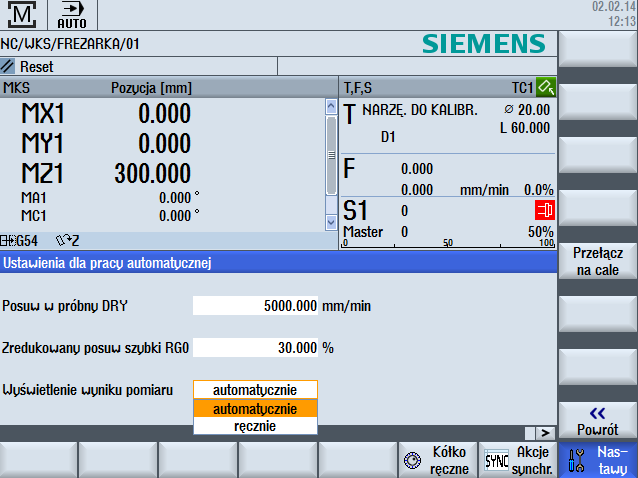
Posuw DRY, opcjonalnie włączany w nastawach.
Ustawienie posuwu w polu DRY wpływa na prędkości ruchów, które są zaprogramowane z G1, G2, G3, CIP i CT. Wówczas są zastępowane przez ustalony (widoczne jest to na ekranie nr 1) posuw próbny, w tym przykładzie wynosi on 5000 mm/min. Wartość posuwu w pracy próbnej obowiązuje również w miejscu zaprogramowanego posuwu na obrót. Ale uwaga: Przy aktywnym "Posuwie próbnym" nie może być obróbki, ponieważ w wyniku zmienionych wartości posuwu mogłyby zostać przekroczone prędkości skrawania narzędzi lub mógłby zostać zniszczony obrabiany przedmiot czy obrabiarka.
Pozdrawiam
Ustawienie posuwu w polu DRY wpływa na prędkości ruchów, które są zaprogramowane z G1, G2, G3, CIP i CT. Wówczas są zastępowane przez ustalony (widoczne jest to na ekranie nr 1) posuw próbny, w tym przykładzie wynosi on 5000 mm/min. Wartość posuwu w pracy próbnej obowiązuje również w miejscu zaprogramowanego posuwu na obrót. Ale uwaga: Przy aktywnym "Posuwie próbnym" nie może być obróbki, ponieważ w wyniku zmienionych wartości posuwu mogłyby zostać przekroczone prędkości skrawania narzędzi lub mógłby zostać zniszczony obrabiany przedmiot czy obrabiarka.
Pozdrawiam
- 02 lut 2014, 13:59
- Forum: Siemens Sinumerik CNC
- Temat: SINUMERIK 828D Pytanie
- Odpowiedzi: 21
- Odsłony: 8913
Witam,
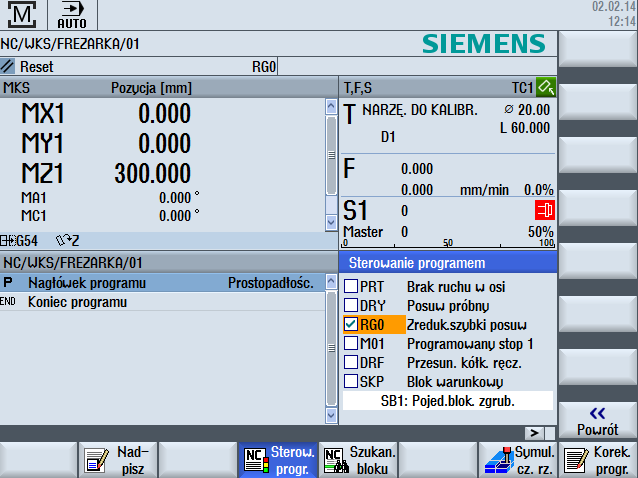
Redukcja posuwu, jak to wynika chociażby z załączonych ekranów, dotyczy wykonania programu, nie działa przy symulacji ani na jog-u, za wyjątkiem Position (Pozycji) i innych instrukcji ruchowych, które uruchamiane są przez przycisk CYCLE START. To jednak zależy od wersji systemu sterowania i danych maszynowych czy ustawczych, a także interface z PLM (mogą być inne nastawy). Ręczne przesunięcia mogą być redukowane przez potencjometr nastawy posuwu (o ile posuw szybki jest zaimplementowany na potencjometrze) lub wpisywane jako liczby w danych maszynowych. Tu jednak uwaga, zmian bezpośrednio w danych maszynowych może dokonać jedynie osoba autoryzowana. W innym przypadku może dojść do kolizji na wskutek nieświadomej zmiany.
Pozdrawiam
Redukcja posuwu, jak to wynika chociażby z załączonych ekranów, dotyczy wykonania programu, nie działa przy symulacji ani na jog-u, za wyjątkiem Position (Pozycji) i innych instrukcji ruchowych, które uruchamiane są przez przycisk CYCLE START. To jednak zależy od wersji systemu sterowania i danych maszynowych czy ustawczych, a także interface z PLM (mogą być inne nastawy). Ręczne przesunięcia mogą być redukowane przez potencjometr nastawy posuwu (o ile posuw szybki jest zaimplementowany na potencjometrze) lub wpisywane jako liczby w danych maszynowych. Tu jednak uwaga, zmian bezpośrednio w danych maszynowych może dokonać jedynie osoba autoryzowana. W innym przypadku może dojść do kolizji na wskutek nieświadomej zmiany.
Pozdrawiam
- 02 lut 2014, 12:25
- Forum: Siemens Sinumerik CNC
- Temat: SINUMERIK 828D Pytanie
- Odpowiedzi: 21
- Odsłony: 8913