



ja jechałem węglikami - szło
główny problem to przewodność cieplna wolframu, wszystko idzie w narzędzie, ale to problem głównie przy wierceniu
na pewno przydatny byłby jakiś rysunek.
Znaleziono 16 wyników
- 05 cze 2024, 10:20
- Forum: Obróbka metali
- Temat: Obróbka wolframu
- Odpowiedzi: 1
- Odsłony: 956
- 16 lut 2018, 08:55
- Forum: G-CODE - programowanie
- Temat: kolejność pisania komendy - G code
- Odpowiedzi: 16
- Odsłony: 4309
Re: kolejność pisania komendy - G code
sajklop pisze:Czy zamiast
G43 H02 Z0.1
mogę napisać
G43 H02 Z1000 czyli 1 mm ?
Dobrze rozumiem ?
Na Fanucu można to zmieniać za pomocą odpowiedniego parametru:
- 21 gru 2017, 07:41
- Forum: Siemens Sinumerik CNC
- Temat: zablokowanie pokretła korekcyjnego posuw osi
- Odpowiedzi: 8
- Odsłony: 4040
Re: zablokowanie pokretła korekcyjnego posuw osi
Temat trochę stary, ale może ktoś będzie potrzebował:
Na początku programu wpisujemy:
#3004=2;
Na końcu programu:
#3004=0;
Podczas wykonywania programu pokrętło posuwu jest zablokowane, posuw zawsze z zaprogramowaną prędkością.
Na początku programu wpisujemy:
#3004=2;
Na końcu programu:
#3004=0;
Podczas wykonywania programu pokrętło posuwu jest zablokowane, posuw zawsze z zaprogramowaną prędkością.
- 05 gru 2017, 09:33
- Forum: G-CODE - programowanie
- Temat: Zmiana średnicy otworu wierconego po spirali
- Odpowiedzi: 4
- Odsłony: 2160
Re: Zmiana średnicy otworu wierconego po spirali
W programie masz błąd ..... , narzedzie T1 z korektorem średnicy D51. Nie ma tu żadnego błędu. A co do tematu: tak jak kolega wyżej napisał, najłatwiej zmienić w Offsetach promień (średnicę) narzędzia lub wpisać jego zużycie: https://i.ytimg.com/vi/IonsSUGCCJM/maxresdefault.jpg Można też zmienić w ...
- 25 maja 2017, 13:03
- Forum: Fanuc
- Temat: Pomiar sondą po kącie do układu maszynowego
- Odpowiedzi: 5
- Odsłony: 3771
https://zapodaj.net/5dcbd6f68ed65.png.html
Parametr 1401, bit 1. - ustawienie dojazdu na posuwie szybkim (G0)
Parametr 1401, bit 1. - ustawienie dojazdu na posuwie szybkim (G0)
- 22 maja 2017, 10:31
- Forum: Fanuc
- Temat: Pomiar sondą po kącie do układu maszynowego
- Odpowiedzi: 5
- Odsłony: 3771
Funkcja G68, jednak jest ona opcjonalna w maszynach.
Tu więcej:
https://www.cnc.info.pl/topics90/komend ... t34663.htm
Tu więcej:
https://www.cnc.info.pl/topics90/komend ... t34663.htm
- 26 kwie 2017, 19:47
- Forum: Fanuc
- Temat: program na przechwyt
- Odpowiedzi: 3
- Odsłony: 1964
Albo ja nic nie rozumiem z tego co piszesz, albo kompletnie nie wiesz czego chcesz. Generalnie obróbka na drugim wrzecionie niczym nie różni się od tego na wrzecionie głównym, zazwyczaj używa się się innego układu współrzędnych. Zajrzyj do książki maszyny, tam naprawdę jest wiele informacji tylko tr...
- 26 kwie 2017, 12:41
- Forum: Fanuc
- Temat: program na przechwyt
- Odpowiedzi: 3
- Odsłony: 1964
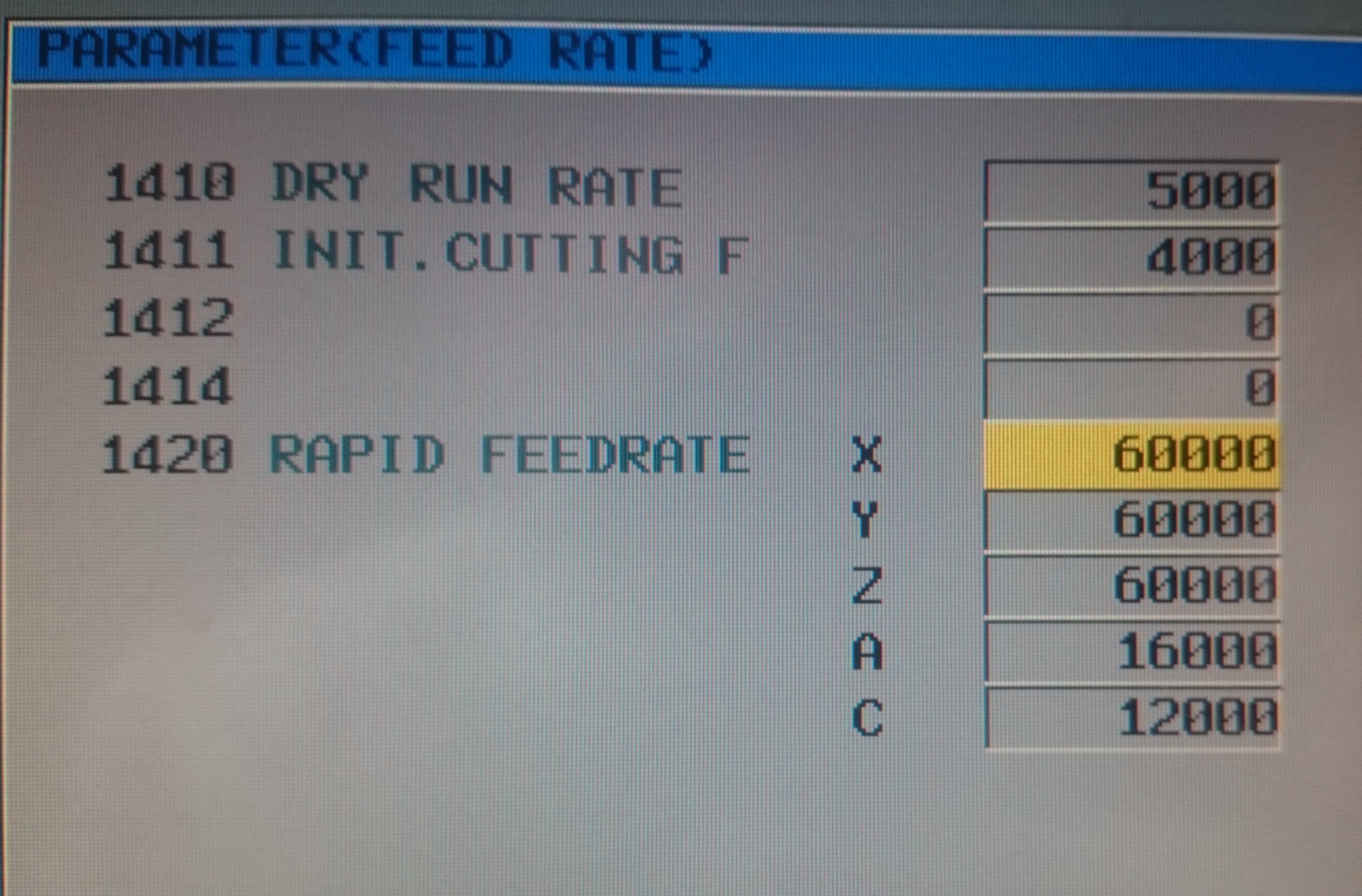
- 21 kwie 2017, 07:23
- Forum: Fanuc
- Temat: Posuw G0 Fanuc 0T
- Odpowiedzi: 2
- Odsłony: 2596
- 01 paź 2016, 09:06
- Forum: Fanuc
- Temat: Początek pracy na Fanuc
- Odpowiedzi: 2
- Odsłony: 1975
To zależy od tego czy masz doświadczenie na innych maszynach, czy miałeś do czynienia ze sterowaniem Fanuc. W jakim charakterze pracujesz? Operator/Programista/Utrzymanie ruchu? Na pewno ta lektura się przyda: http://cncmanual.com/fanuc-series-21i-tb-operators-manual-gfz-63604en01/ Jeżeli chodzi o p...







{kind=link}