



no to zastanów się co trzeba zrobić ?Tomciowoj pisze:Co do łamania wióra w stali S355, wiercenie w Hardoxie 400 składanym wiertłem też nic lepsze nie jest. Jak dam większy posuw i mniejsze obroty to lecą płytki, jak płytki wytrzymują przy mniejszym posuwie i wyższych obrotach to wstęgi chlaszczą po maszynie.
Znaleziono 8 wyników
Wróć do „Problem z wiorami przy wierceniu”
- 16 sie 2017, 14:25
- Forum: Obróbka metali
- Temat: Problem z wiorami przy wierceniu
- Odpowiedzi: 51
- Odsłony: 8851
- 16 sie 2017, 07:49
- Forum: Obróbka metali
- Temat: Problem z wiorami przy wierceniu
- Odpowiedzi: 51
- Odsłony: 8851
i to ma wyeliminować problem w S335? Ja w takie cuda na kiju nie wierzę, za dużo otworków już w życiu wywierciłem.MaciejDlugosz pisze:Wersja pokazana na wideo pokazuje zaszlifowanie od strony powierzchni natarcia i wiór uderza o "łamacz wióra".
Owszem taki rodzaj podszlifowania BYĆ MOŻE łagodzi trochę problem ale szczerze nie sądzę aby chodź w najmniejszym stopniu miało to coś pomóc.
a co masz mieć do pojęcia?? zakładasz płytkę i puszczasz program... No chyba nie miałeś na myśli przerabiać płytkę (jej łamacz)MaciejDlugosz pisze:W wiertłach składanych jesteś na sznurku producenta jeśli nie masz pojęcia o geometrii
nie wiem o jakim wiertle składanym mówisz. Albo coś Ci się pomieszało albo ja Cie nie rozumiem.Jeśli wiertło składane nie ma łamacza wióra to dostaniesz poradę by kupić płytkę...
Co do takich wierteł to nie oszukuj się, resztę robi się w programie (jeśli coś zwija).
Nie spotkałem się także z HSSsami gdzie w katalogu opinane byłby jako np. "specjalne z łamaczem do stali dających długi wiór" a miałem przeróżniaste katalogi.
Kto się baw w takie coś? ...na CNC program robi wszystko
[ Dodano: 2017-08-16, 09:51 ]
Blasterpl na pewno coś robisz źle z tym programem. Piszę z tel i nie mam czasu teraz na rozkminke. Ten odskok mozesz mieć w parametrze i moze byc tam 0. Wez to na chlopski rozum, puść program i zwolnij posuw na min. I zobacz na odczyt osi z czy jest ten odskok i o ile. To pomoże w zrozumieniu cyklu i jego sprawdzeniu. Zacznijcie tam myśleć
- 15 sie 2017, 22:16
- Forum: Obróbka metali
- Temat: Problem z wiorami przy wierceniu
- Odpowiedzi: 51
- Odsłony: 8851
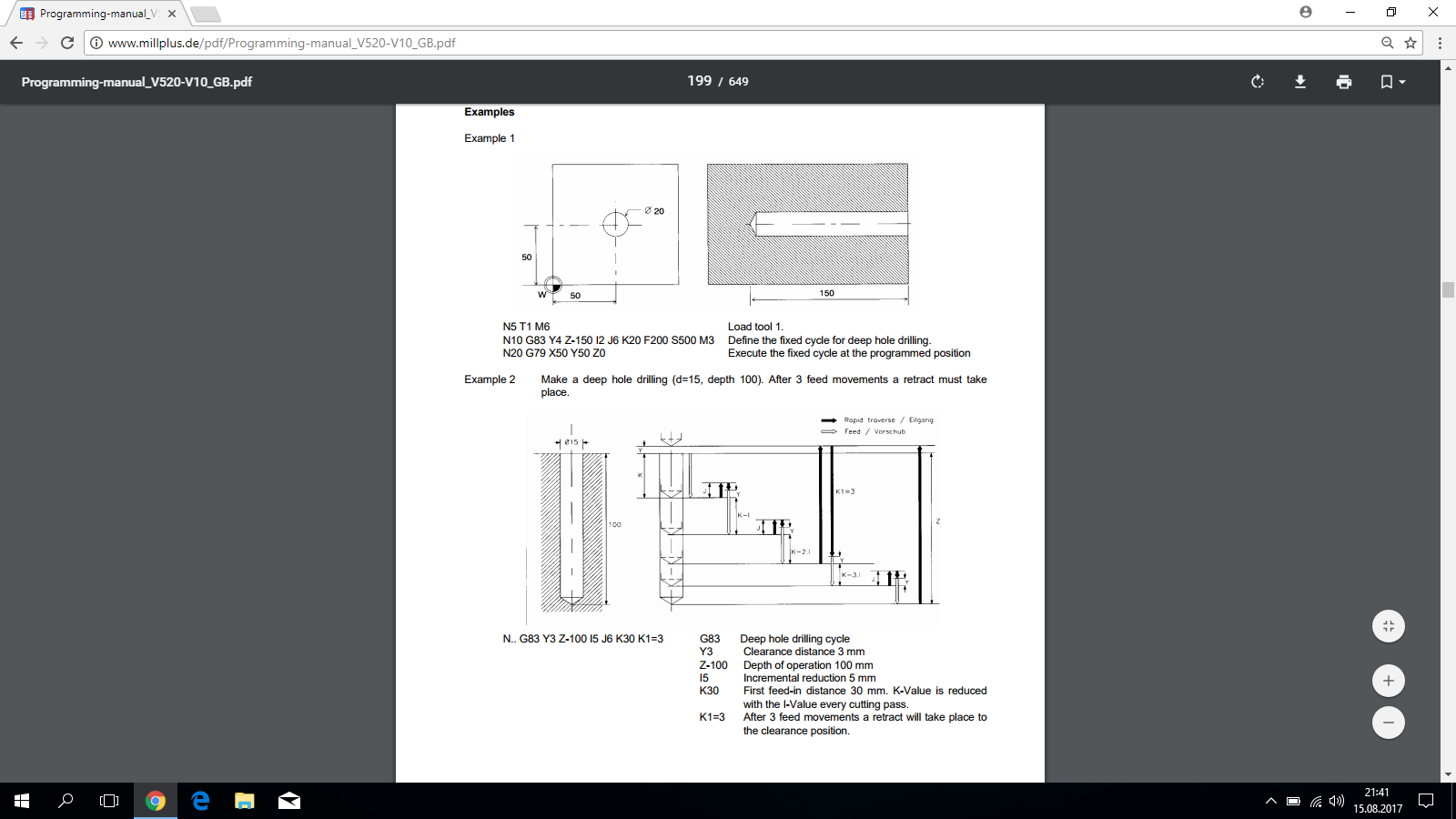 zrzut z dokumentacji chyba do Twojego systemu. Czy tak masz w swojej dokumentacji?? Tu ewidentnie J to jest to co mówiełem
zrzut z dokumentacji chyba do Twojego systemu. Czy tak masz w swojej dokumentacji?? Tu ewidentnie J to jest to co mówiełemto co na filmie to jest "uwalnianie ścina" aby wiertło m.in szło lekko, u mnie dość podobnie ostrzy się wiertła ale żeby miało to zapobiec zwijaniu wiórów to dla mnie jest bujda... u mnie wierci się otwory idące w milionach rocznie i ten temat musiałem skutecznie rozwiązać ale jedyne co było najskuteczniejsze to właśnie cykl. W końcu ktoś po coś ten cykl wymyśliłMaciejDlugosz pisze: Trzeba zaszilfować w wiertle krawędź skrawającą żeby powstał tzw. "łamacz wióra" i nie będzie wtedy żadnej wstęgi przy wierceniu:
Nawet w wiertłach składanych zdarza się że, zwija i wtedy co? coś tam szlifować ? używa się cyklu łamania wióra...
ludzie co z wami
[ Dodano: 2017-08-15, 22:21 ]
zwróciłem uwagę jeszcze raz na film. Jest tam rzeczywiście profilowany łamacz oprócz szlifowania ścina ale zwijać będzie wiertło i tak.
- 15 sie 2017, 17:51
- Forum: Obróbka metali
- Temat: Problem z wiorami przy wierceniu
- Odpowiedzi: 51
- Odsłony: 8851
skoro rozbija otwór to masz prawdopodobnie przesunięty środek wiertła albo nierówne wysokości ostrzy czyli mówiąc w prost źle naostrzone. Fachowe wyprowadzenie geometrii wiertła, szczególnie jeżeli się go skraca jest bardzo istotne- zbliżając się do chwytu środek wiertła staje się coraz grubszy i gorzej jest odpowiednio naostrzyć ścina.blasterpl pisze:A no dlatego , ze wiertlem HSS rozbija otwór
Jeżeli już ewidentnie nie dajecie rady to dlaczego go po prostu nie zeszlifować na mniejszy wymiar powiedzmy 17,7 ? I wtedy rozbije Ci np. na 18,1 Liczą się proste rozwiązania.
Co do samego problemu kodu G83 to zagłębiłem się trochę w temat i pobrałem jakąś dokumentację do Millplus. Kod G83 to jest dokładnie to o co mi chodziło. Tylko że, drogi panie wygląda na to że, go źle napisałeś
G83 Y3 Z-21 I2 J0 K10 B100 F80 S700 M3
z J0 zrobiłeś błąd bo wg tego co mam to J jest to wartość o jaką wiertło odskakuje szybkim posuwem od materiału w celu złamania wióra. Czyli jak masz J0 to odskakuje o 0 czyli nic i w efekcie nie łamie wióra.
Wpisz G83 Y3 Z-21 I2 J0.2(lub więcej) K10 B100 F80 S700 M3
I2 można sobie darować bo głębokość 21mm raczej głęboka nie jest
Ja bym to zrobił tak :
(wiertło fi17,7 HSS)
G83 Y3 Z-21 I0 J0.2 K11 B100 F67 S450 M3 jak się nie mylę... nie znam Twojego sterowania.
na jakie płytki??blasterpl pisze:Zamówiłem wiertło składane ale to dotrze do mnie dopiero na następną partie.
- 15 sie 2017, 14:23
- Forum: Obróbka metali
- Temat: Problem z wiorami przy wierceniu
- Odpowiedzi: 51
- Odsłony: 8851
- 15 sie 2017, 09:55
- Forum: Obróbka metali
- Temat: Problem z wiorami przy wierceniu
- Odpowiedzi: 51
- Odsłony: 8851
Zwalczysz wstęgę i zrobisz taki wiór jaki masz ochotę. Wiesz na pewno jak się obrabia S355 (stal konstrukcyjna) które daje zarąbisty wiór szczególnie przy wiertle HSS.CFA pisze:To akurat u mnie jest gwintowanie lewe G74, ale cokolwiek by nie zastosować - cykle z przerywaniem posuwu, wychodzeniem do góry, podwiercaniem (pisałem kiedyś nawet indywidualne własne ze zmiennym posuwem) to jak g... materiał, to nie zwalczysz wstęgiviper pisze:na przykład G74. Banalny do napisania nawet na jeden detal a robotę robi niesamowitą. I żegnajcie wstęgowe wióraCFA pisze:Na przykład jakiego? Bo czasem żadne wychodzenie czy przerywanie nie pomaga.viper pisze:pomoże, pomoże tylko używa się odpowiedniego cykluCFA pisze:Ale czasem wierci się w jakimś g... to nic nie pomoże
Tzn pewnie po piatej sztuce można by coś eksperymentalnie zaradzić, ale jak jest 1 sztuka,
to zrobisz sztukę zanim coś zaradzisz
Ja ustawiłem sobie tak cykl aby wiór nadawał się do transportu przez wyciąg wiórów w maszynie (długość wióra 5-8cm i odłamywanie) ale żeby wiercenie trwało jak najkrócej. Oczywiście można ustawiać nawet łuski długości 1cm i mniej przy ciągliwych stalach ale to znacznie skraca czas obróbki. U mnie jest optymalnie ustawione.
Więc da się czy nie ten wiór złamać przy gównianej stali?
Co do cyklu to w różnych sterowaniach może być pod innym kodem, może także różnić się oznaczeniam.
Poszukaj w swojej instrukcji cyklu głębokiego wiercenia z łamaniem wióra i wstaw go tutaj.
Co do kolegi blasterpl:
cykl G83 nie jest cyklem łamania wióra tylko wierceniu z odwiórowaniem. Zły cykl wybrałeś.
Znajdz w dokumentacji odpowiedni cykl i postaraj się zrozumieć co się dzieje z wiórem kiedy go formujesz i jak to trzeba napisać.
Jak już Ci się zrobi na tyle długi wiór np. 10cm i owinie się wokół narzędzia to już jest za późno
[ Dodano: 2017-08-15, 09:58 ]
CFA pisze:To Ty masz zupełnie inny problem niż nawijający się wiór.blasterpl pisze:Próbowałem zwykłym wiertlem HSS , niestety otwór rozbijało z ø18 na ø18,4 .
Czym to robiłeś i jak, że masz taki odjazd?
Czy Wy tam macie jakiego fachowca na zakładzie? kiepsko to wygląda.... jak już HSS rozbija i nie można sobie z tym poradzić
- 14 sie 2017, 22:31
- Forum: Obróbka metali
- Temat: Problem z wiorami przy wierceniu
- Odpowiedzi: 51
- Odsłony: 8851
na przykład G74. Banalny do napisania nawet na jeden detal a robotę robi niesamowitą. I żegnajcie wstęgowe wióraCFA pisze:Na przykład jakiego? Bo czasem żadne wychodzenie czy przerywanie nie pomaga.viper pisze:pomoże, pomoże tylko używa się odpowiedniego cykluCFA pisze:Ale czasem wierci się w jakimś g... to nic nie pomoże
Tzn pewnie po piatej sztuce można by coś eksperymentalnie zaradzić, ale jak jest 1 sztuka,
to zrobisz sztukę zanim coś zaradzisz
- 14 sie 2017, 21:51
- Forum: Obróbka metali
- Temat: Problem z wiorami przy wierceniu
- Odpowiedzi: 51
- Odsłony: 8851






