



Dziękuję wszystkim za odpowiedź.
Materiał prawdopodobnie zostanie zmieniony na 34CrNiMo6 i obniżone zostaną wymogi twardości.
Znaleziono 5 wyników
Wróć do „Koło zębate duzych rozmiarow”
- 29 lip 2013, 06:32
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Koło zębate duzych rozmiarow
- Odpowiedzi: 13
- Odsłony: 3215
- 15 lip 2013, 12:06
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Koło zębate duzych rozmiarow
- Odpowiedzi: 13
- Odsłony: 3215
- 14 lip 2013, 23:16
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Koło zębate duzych rozmiarow
- Odpowiedzi: 13
- Odsłony: 3215
Problem w tym, ze nie mogę znalesc firmy, która jest w stanie wykonać tą usługę od poczatku do konca. Jedni nie natna zębów, a zrobia cieplna. Inni natna tylko zeby ale nie zahartuja i nie nawęglą. Do wykonania jest tylko jedno koło, rozrzucenie pomiędzy różne firmy może spowodować, że w przypadku gdy cos pojdzie nie tak będą zrzucać jedna na druga.
A materiał 15HN jest materiałem do nawęglania, ale czy w przypadku tak malej ilości węgla jest możliwe zahartowanie do min 42 hrc?
A materiał 15HN jest materiałem do nawęglania, ale czy w przypadku tak malej ilości węgla jest możliwe zahartowanie do min 42 hrc?
- 14 lip 2013, 22:34
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Koło zębate duzych rozmiarow
- Odpowiedzi: 13
- Odsłony: 3215
Firma w której pracuje głównie zajmuje się cieciem spawaniem, malowaniem i montazem, natomiast obróbka skrawaniem, cieplna jest w firmach zewnetrznych. Zlecenie zostało przyjęte zanim zaczałem prace i przydzielone mi odgórnie. Jest dokladnie tak jak mowisz jeśli nie jestesmy sami w stanie wykonać czegoś zlecamy na zewnątrz. Z postami typu PKM troche Cie poniosło... Poprostu pytam bo nie mam doświadczenia jak dokonca obróbka cieplna wplynie na ten element, może któryś z kolegów miał styczność z podobnym elementem. Nie rozumiem dlaczego odniosłeś to wszystko do mojej osoby. Nie każę użytkownikom napisać technologii tylko proszę o udzielenie wskazówek żeby nie popełnić błędu.Tomciowoj pisze:Proszę mnie źle nie zrozumieć, ale skoro firma się podjęła, firma skasuje to dlaczego użytkownicy mają odwalić brudną robotę. Albo kolega naobiecywał pracodawcy, że się na wszystkim zna, albo firma wzięła zamówienie byle wziąć a dalej jakoś będzie. Kolega chyba z tych co będąc na studiach pisali posty typu "pomocy zadanie z PKM". Jeśli brak w firmie doświadczenia z tego typu detalami, lepiej szukać podwykonawcy, który się pod tym podpisze, a nie próbować kosztem inwestora bo może się uda. Jak nie wyjdzie pierwszy detal to kto pokryje koszty kolejnego? Choć znając producentów maszyn i ich marże na poziomie 70%...
- 14 lip 2013, 20:31
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Koło zębate duzych rozmiarow
- Odpowiedzi: 13
- Odsłony: 3215
Koło zębate duzych rozmiarow
Witam
Piszę w sprawie pomocy, ukierunkowania jak powinna wygladać technologia wytworzenia detalu poniżej:
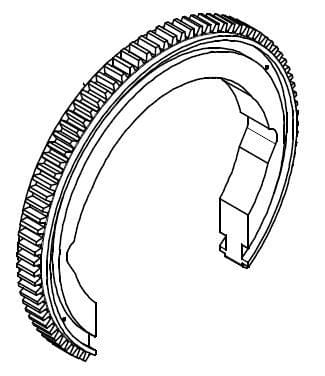
Nasza firma podjęła sie wykonania urządzenia zawierającego ten detal, jego srednica zew 1200 a wew 800 grubosc 125. Materiał 15CrNi6, zleceniodawcy życzą sobie min 42hrc w rdzeniu, a powierzchnie 52-58hrc.
Początkowo rozważałem obróbkę pierścienia ulepszonego następnie rozciętego, ale żadna firma nie chce się podjąc wycinania zębów w twardym materiale.
Dlatego prawdopodobnie muszę wykonać obróbkę w miekkim materiale nastepnie zastosować obróbke cieplna, nastepnie zminimalizować naprężenia wewnętrzne, a następnie przeciąć pierścień i obrobić miejsca cięcia.
Proszę o każdą uwagę, na temat obróbki cieplnej tak, aby uzyskać okreslone twardosci, materiał jest do nawęglania, ale czy hartowaniem uzyskam twardość rdzenia? Jak zminimalizować naprężenia wewnętrzne, aby po rozcięciu nie doszło rozgięcia lub zaciśnienia pierścienia? Jeśli macie inny pomysł na wykonanie również bardzo chętnie przeczytam.
Dodam, że to moj pierwszy post jak i pierwsza praca po zdobyciu inż. więc brak mi praktyki.
Pozdrawiam
Piszę w sprawie pomocy, ukierunkowania jak powinna wygladać technologia wytworzenia detalu poniżej:
Nasza firma podjęła sie wykonania urządzenia zawierającego ten detal, jego srednica zew 1200 a wew 800 grubosc 125. Materiał 15CrNi6, zleceniodawcy życzą sobie min 42hrc w rdzeniu, a powierzchnie 52-58hrc.
Początkowo rozważałem obróbkę pierścienia ulepszonego następnie rozciętego, ale żadna firma nie chce się podjąc wycinania zębów w twardym materiale.
Dlatego prawdopodobnie muszę wykonać obróbkę w miekkim materiale nastepnie zastosować obróbke cieplna, nastepnie zminimalizować naprężenia wewnętrzne, a następnie przeciąć pierścień i obrobić miejsca cięcia.
Proszę o każdą uwagę, na temat obróbki cieplnej tak, aby uzyskać okreslone twardosci, materiał jest do nawęglania, ale czy hartowaniem uzyskam twardość rdzenia? Jak zminimalizować naprężenia wewnętrzne, aby po rozcięciu nie doszło rozgięcia lub zaciśnienia pierścienia? Jeśli macie inny pomysł na wykonanie również bardzo chętnie przeczytam.
Dodam, że to moj pierwszy post jak i pierwsza praca po zdobyciu inż. więc brak mi praktyki.
Pozdrawiam






