




Piszę w sprawie pomocy, ukierunkowania jak powinna wygladać technologia wytworzenia detalu poniżej:
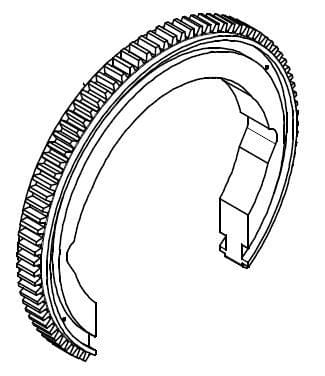
Nasza firma podjęła sie wykonania urządzenia zawierającego ten detal, jego srednica zew 1200 a wew 800 grubosc 125. Materiał 15CrNi6, zleceniodawcy życzą sobie min 42hrc w rdzeniu, a powierzchnie 52-58hrc.
Początkowo rozważałem obróbkę pierścienia ulepszonego następnie rozciętego, ale żadna firma nie chce się podjąc wycinania zębów w twardym materiale.
Dlatego prawdopodobnie muszę wykonać obróbkę w miekkim materiale nastepnie zastosować obróbke cieplna, nastepnie zminimalizować naprężenia wewnętrzne, a następnie przeciąć pierścień i obrobić miejsca cięcia.
Proszę o każdą uwagę, na temat obróbki cieplnej tak, aby uzyskać okreslone twardosci, materiał jest do nawęglania, ale czy hartowaniem uzyskam twardość rdzenia? Jak zminimalizować naprężenia wewnętrzne, aby po rozcięciu nie doszło rozgięcia lub zaciśnienia pierścienia? Jeśli macie inny pomysł na wykonanie również bardzo chętnie przeczytam.
Dodam, że to moj pierwszy post jak i pierwsza praca po zdobyciu inż. więc brak mi praktyki.
Pozdrawiam



")
")

")
")






