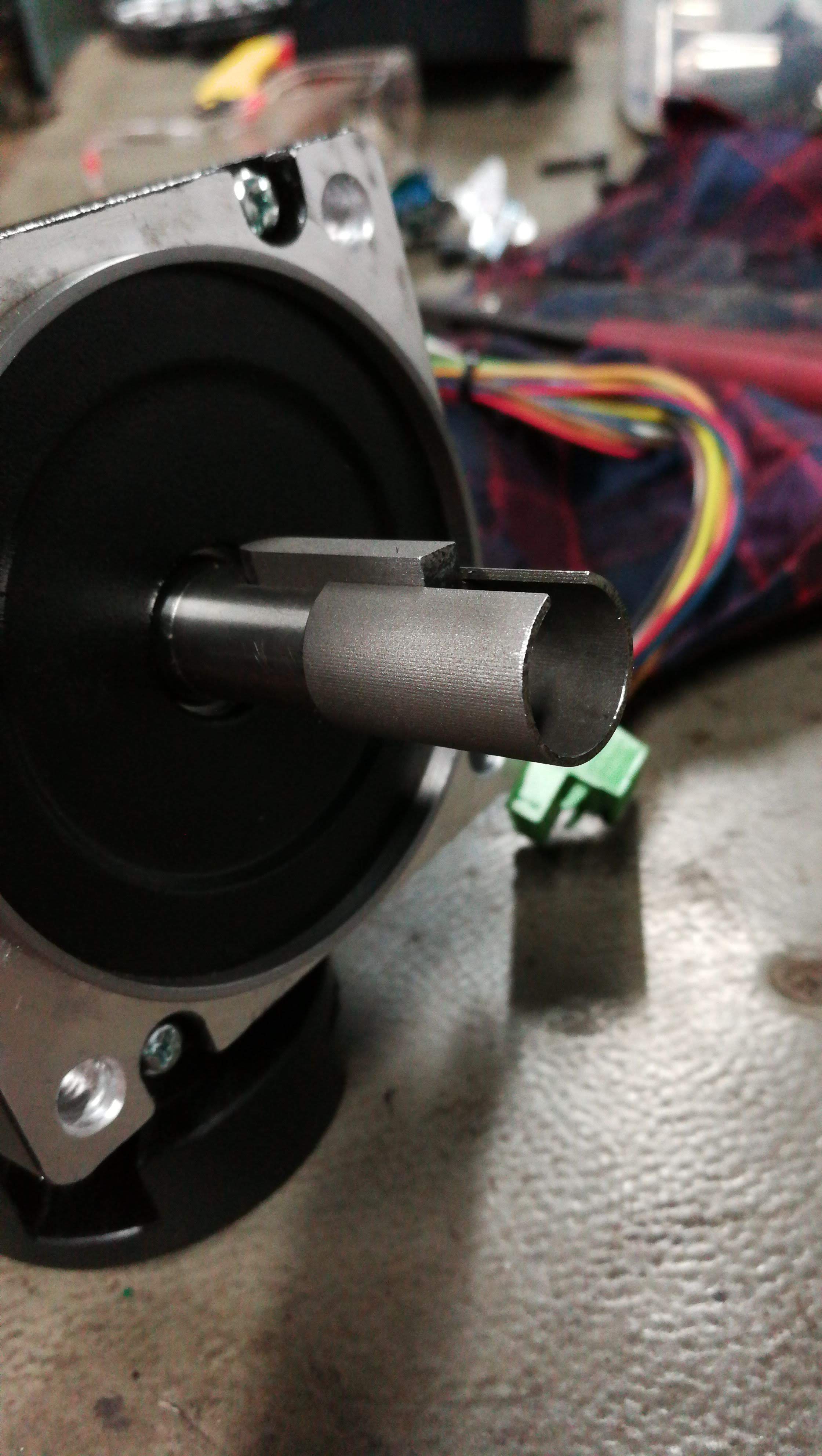
Silnik ma czarny kolor, a co w środku to zobaczymy
Ceny są podane na stronie sklepu RGB Automatyka. (to nie jest reklama)
Obsługa, Programowanie i Budowa Maszyn Numerycznych




Wróć do „Fadal VMC 15 - Linux CNC”
Coś ruszyło, wczoraj kurier dostarczył zestaw 1.8kw, komplet jak w linku powyżej.

Na chwile obecna zostanę przy tej drugiej szkole, każda odrobiona praca domowa owocuje
Im dalej w las tym jakoś mniej drzewgaspar pisze: ↑05 sty 2020, 14:14Super, brawo. Jak już rozgryzłeś helkologię to modernizacja na serwa nie będzie problemem
Frezowałeś coś kiedyś na fadalu?
Powiem Ci szczerze, że ja uwielbiam stare sterowanie 88H. Jest bardzo wygodne i szybkie w obsłudze, jedynym ograniczeniem jest u mnie ilość pamięci na programy, tylko 422kb w mojej wersji. Na szczęście są dedykowane rozszerzenia do 8Mb w stosunkowo akceptowalnej kasie.
Mam u siebie Fadala 3016HT (zwiększony moment wrzeciona - 300Nm) i podwyższona oś z 768mm, z wymienionymi śrubami tocznymi na nowe. Jest to genialna i bardzo sztywna maszyna, uwielbiam na niej pracować. Kolejną dużą obrabiarka pewnie też będzie nowszy Fadal.
No tutaj zaczynają się spore koszta które moim zdaniem i dla moich aktualnych potrzeb są mało ekonomicznegaspar pisze: ↑05 sty 2020, 14:14Ty poszedłeś dłuższą drogą, która pochłania sporo czasu i daje Ci za pewne wiele przyjemności - gratuluję sukcesu.
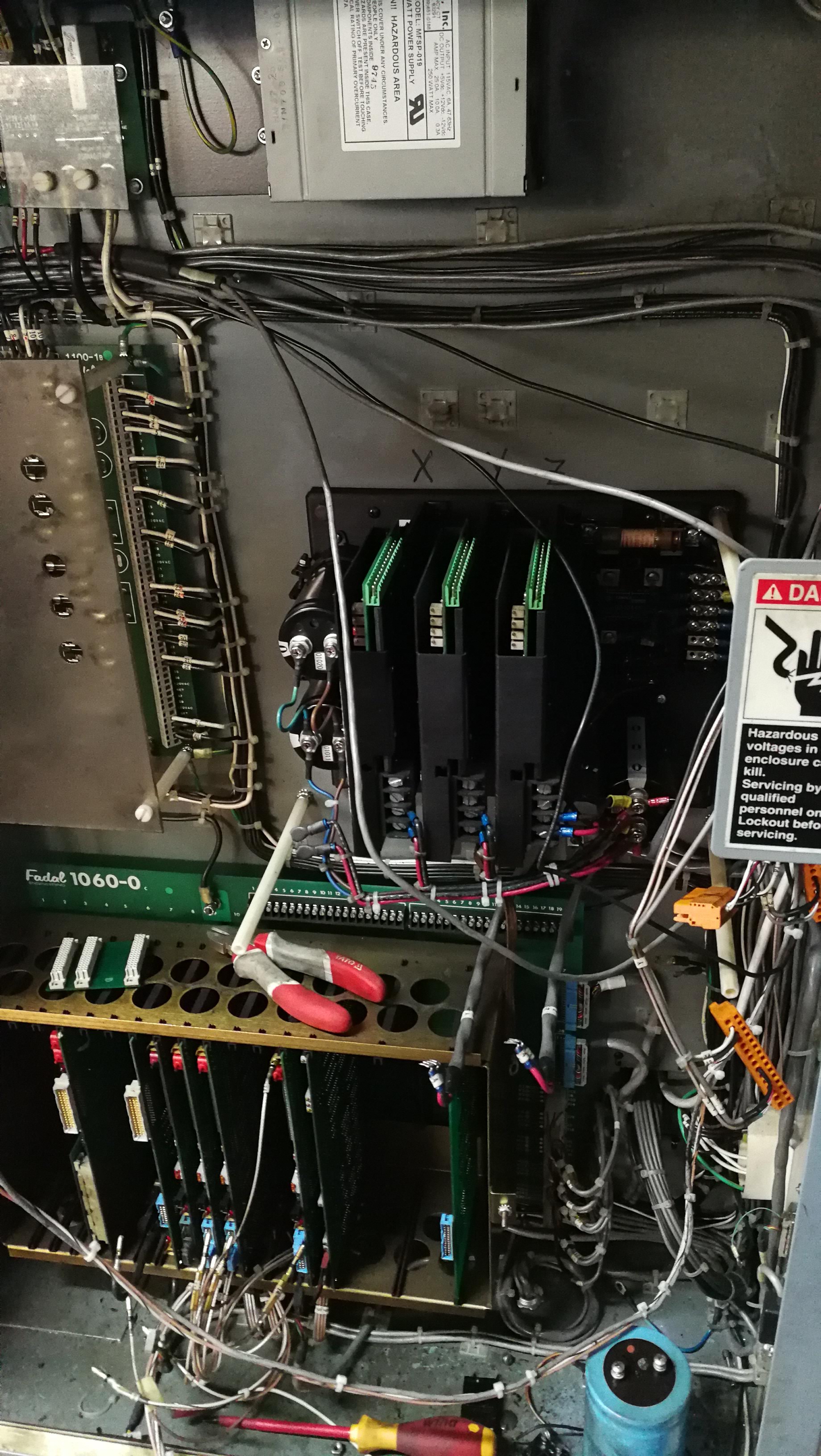
Są natomiast dedykowane rozwiązania do fadala, jeśli chce się wykonać uprade do dzisiejszych maszyn lub po prostu padnięte jest sterowanie i trzeba sobie poradzić. Rozwiązania te to nxgen lub calmotion. Oczywiście obydwie swoje kosztują, za calmotion trzeba dać 8k USD ale wymiana sprowadza się do 1h, pod warunkiem że serwa i ich drivery nie są padnięte.
Takie rozwiązanie na silniku krokowym obracającym talerz z narzędziami jakoś oś tez brałem pod uwagę, jednak wymagało by to dodatkowych zmian w mechanice magazynu itd. a aktualne rozwiązanie na przekładni maltańskiej pracuje bezproblemowo na wielu maszynach to i tu się jakoś to zmusi do działania.
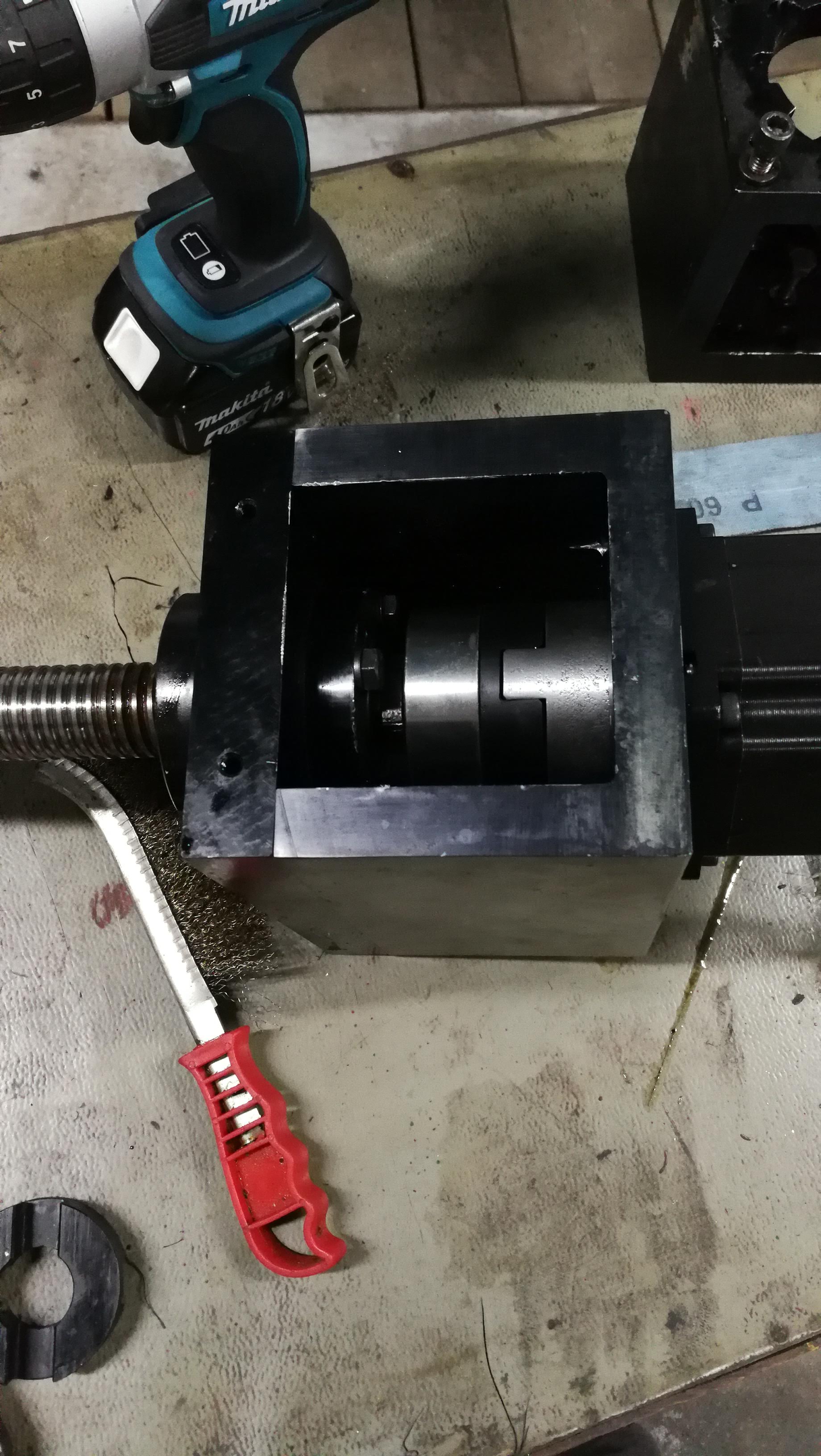
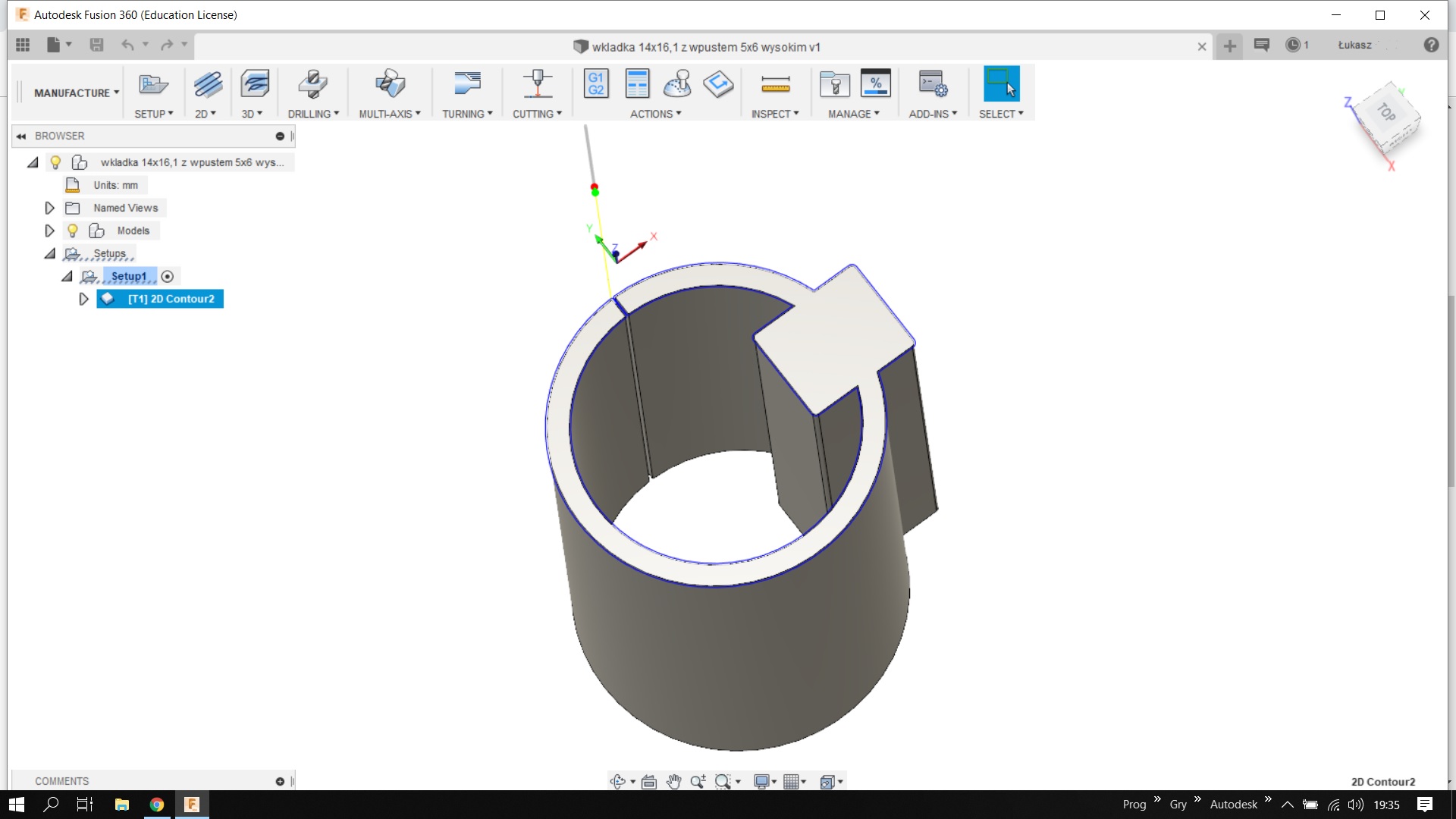
Jeszcze jakiś miesiąc temu pewnie kręciłbym korbkami. Najpierw na tokarce a później frezarce aby dorobić jedna stronę sprzęgła pod silnik krokowy. A tulejeczka i wpust zrobiły się same, ba jest już nowa wersja z wpustem
Oczywiście że nie jest to takie proste i gotowego rozwiązania nie znajdę w internecieadam Fx pisze: ↑23 kwie 2019, 13:26Domyślam się że sama zasada obsługi magazynu jest prosta i bez problemu można sobie to rozpisać jako schemat blokowy co kiedy i jak ma być robione trudniej powiedzieć to programowi linuxcnc trzeba kumać albo tego całego HAL ale umieć zrobić plik comp albo znać clasicladder i to tu dopatruje się problemu. Szczególnie jeśli nie wywołujemy podprogramu tylko zwyczajne używamy komendy T6 M6 a pod nią kryją się wszystkie ruchy magazynu .
Przeglądałem już w tym temacie zagraniczne fora i co nieco na te n temat znalazłem i da się to w prosty sposób uruchomić na Linux CNC.
W oryginale pracował w dwie strony i oddawał narzędzia zawsze na to samo miejsce, a pozycje zero zapamiętana była w pamięci lub gdy się zgubiła nadawało się ją odnowa odpowiednią komendą (setto0).
Niestety ani enkodera ani łapy ładującej narzędzia maszyna nie posiada. Magazyn liczył swoją pozycję za pomocą czujnika indukcyjnego i dla każdego kubka wysyłał 1 sygnał zmiany pozycji.lepi pisze: ↑23 kwie 2019, 09:43Tak, to tylko makro ale raczej nie trzeba liczyć tylko wykorzystać wbudowany enkoder absolutny. No i nie jest to aż tak proste jak w tokarce. Jeśli jest ramię ładujące to po zmianie narzędzia stare zostaje odłożone w miejsce nowego więc następuje przetasowanie przy każdej zmianie.