



Witam
Też o tym myślałem ale odwrócenie silników góra/dół niewiele nam daje ponieważ koła pasowe są wciąż na tym samym poziomie i kolidują ze sobą. Nawet jak jeden podniesiemy to jest problem gdy jedna wiertarka wierci i schodzi a druga, obok stoi bez ruchu bo akurat nie musi wiercić - będzie kolizja. Rozwiązaniem i to raczej dość prostym w wykonaniu, jest umiejscowienie silnika jeden bliżej a drugi dalej na zakładkę.
Znaleziono 7 wyników
Wróć do „Linia do cięcia i wiercenia w stali DIY”
- 29 maja 2018, 17:06
- Forum: INNE MASZYNY i URZĄDZENIA
- Temat: Linia do cięcia i wiercenia w stali DIY
- Odpowiedzi: 9
- Odsłony: 2459
- 28 maja 2018, 23:44
- Forum: INNE MASZYNY i URZĄDZENIA
- Temat: Linia do cięcia i wiercenia w stali DIY
- Odpowiedzi: 9
- Odsłony: 2459
Re: Linia do cięcia i wiercenia w stali DIY
Witam
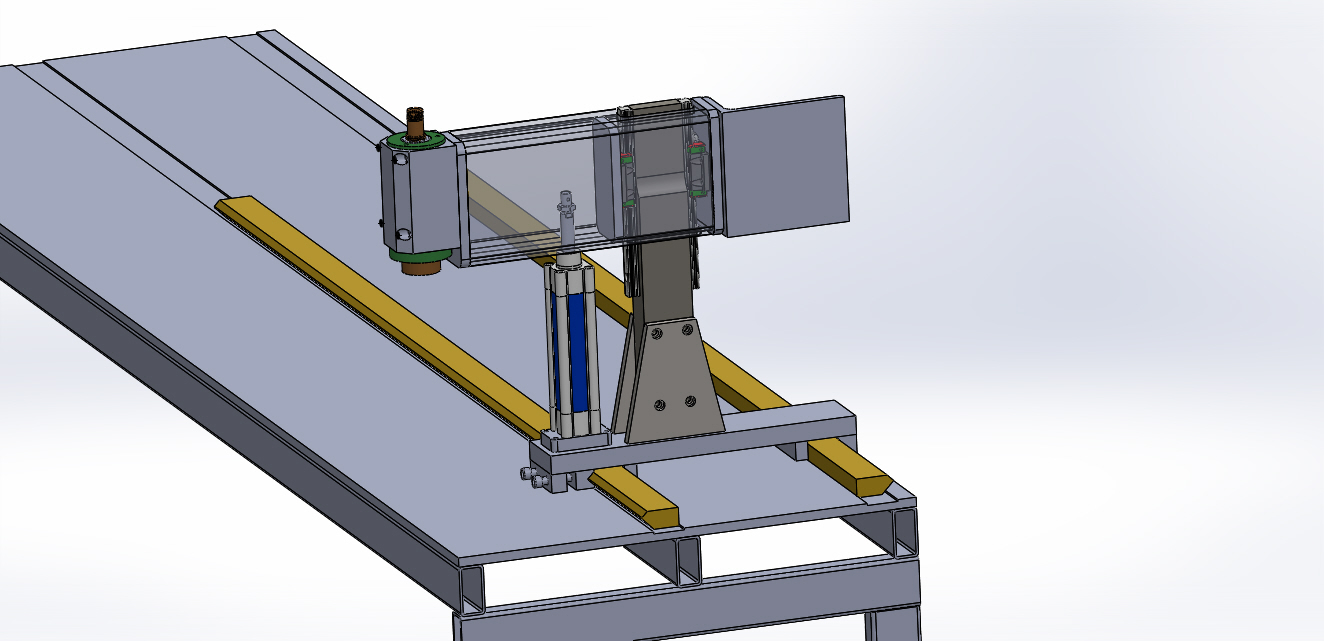
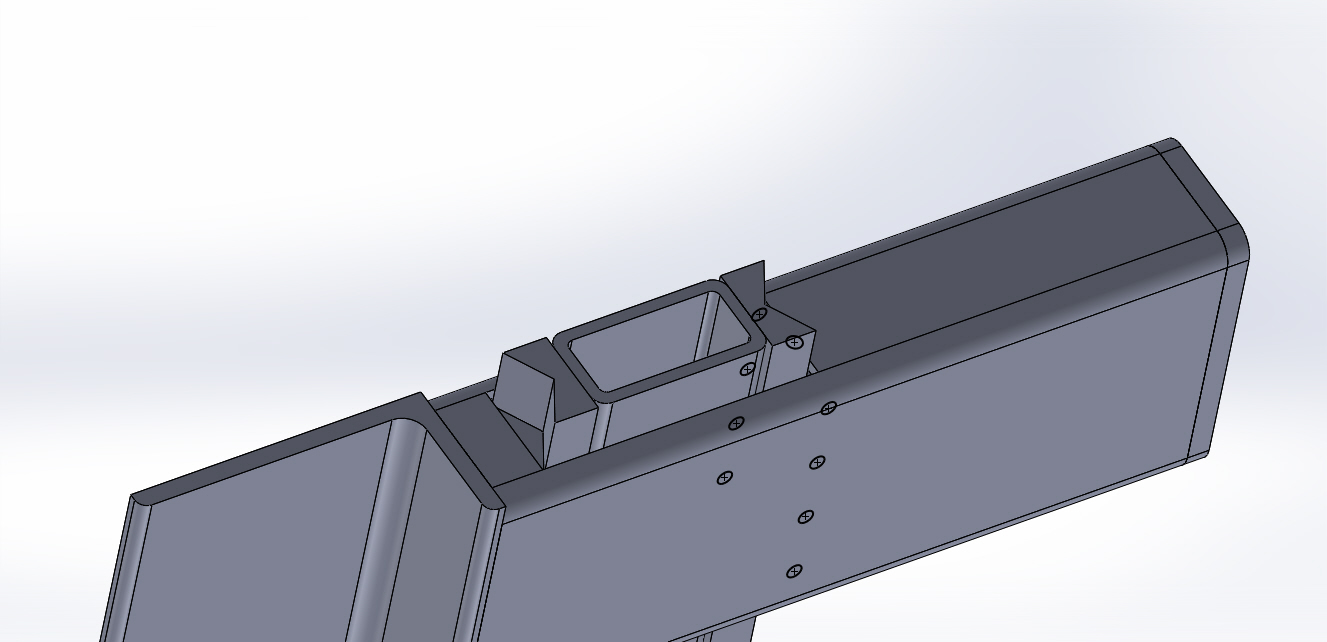
OK prowadnice ślizgowe dla osi X tak będą wyglądać:
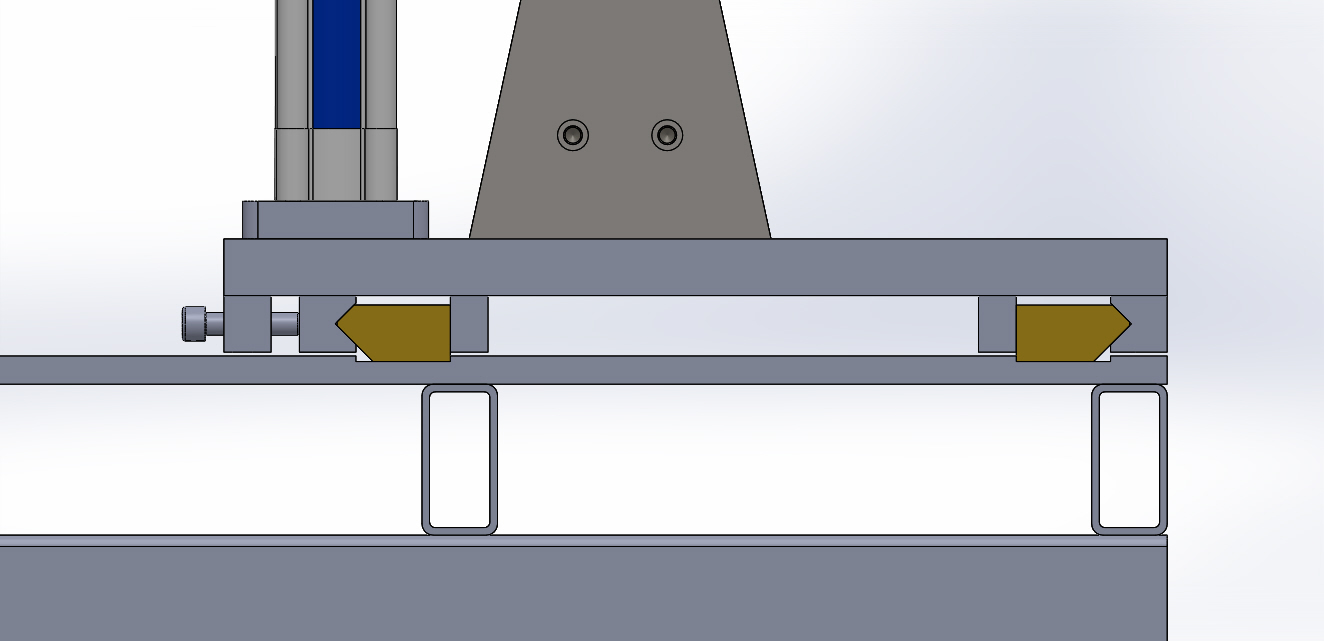
Po tych prowadnicach będziemy przesuwać wiertarki ręcznie i je blokować.
Dodane 4 minuty 2 sekundy:
A w izometrii coś takiego:
OK prowadnice ślizgowe dla osi X tak będą wyglądać:
Po tych prowadnicach będziemy przesuwać wiertarki ręcznie i je blokować.
Dodane 4 minuty 2 sekundy:
A w izometrii coś takiego:
- 28 maja 2018, 12:21
- Forum: INNE MASZYNY i URZĄDZENIA
- Temat: Linia do cięcia i wiercenia w stali DIY
- Odpowiedzi: 9
- Odsłony: 2459
Re: Linia do cięcia i wiercenia w stali DIY
Witam
Grubości ścianek raczej małe 2-3mm. Profile też raczej małe np. 50x25x2, 60x30x2, 80x40x3 tego rzędu. Takie są robione najczęściej.
Pzdr
Grubości ścianek raczej małe 2-3mm. Profile też raczej małe np. 50x25x2, 60x30x2, 80x40x3 tego rzędu. Takie są robione najczęściej.
Pzdr
- 28 maja 2018, 09:13
- Forum: INNE MASZYNY i URZĄDZENIA
- Temat: Linia do cięcia i wiercenia w stali DIY
- Odpowiedzi: 9
- Odsłony: 2459
Re: Linia do cięcia i wiercenia w stali DIY
Witam
Jeśli chodzi o moc siłownika pneumatycznego to nam wystarczy. Wiercić będziemy fi12 i okolice. Natomiast problemem jest to, że przy wierceniu pierwszej ścianki powietrze się spręża i głowica mocno skacze. Widać to na filmiku poprzedniej wiertarki.
Jeśli chodzi o moc siłownika pneumatycznego to nam wystarczy. Wiercić będziemy fi12 i okolice. Natomiast problemem jest to, że przy wierceniu pierwszej ścianki powietrze się spręża i głowica mocno skacze. Widać to na filmiku poprzedniej wiertarki.
- 27 maja 2018, 23:25
- Forum: INNE MASZYNY i URZĄDZENIA
- Temat: Linia do cięcia i wiercenia w stali DIY
- Odpowiedzi: 9
- Odsłony: 2459
Re: Linia do cięcia i wiercenia w stali DIY
Witam
A więc niestety musimy zastosować prowadnice liniowe i wózki dla osi Z. Wygląda to mniej więcej tak :
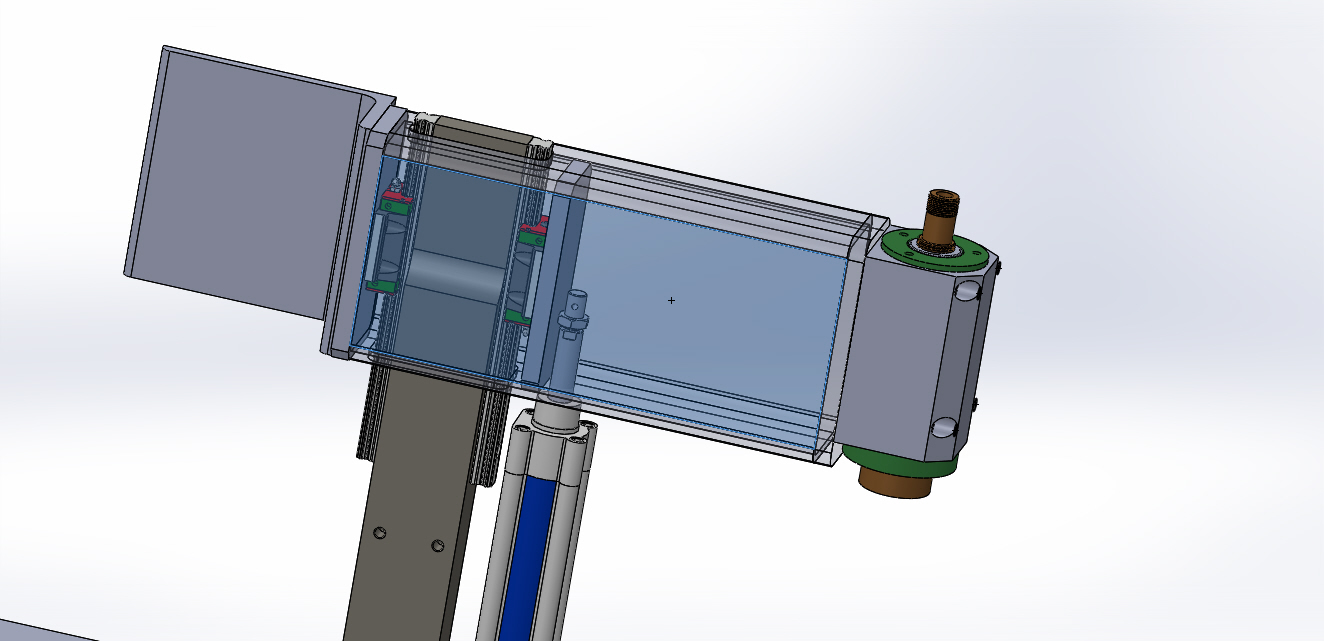
Siłownik będzie krótszy albo słup trochę dłuższy. Zobaczymy jeszcze. Trzeba będzie jeszcze ustalić jaki to będzie siłownik czy pneumatyczny czy hydrauliczny.
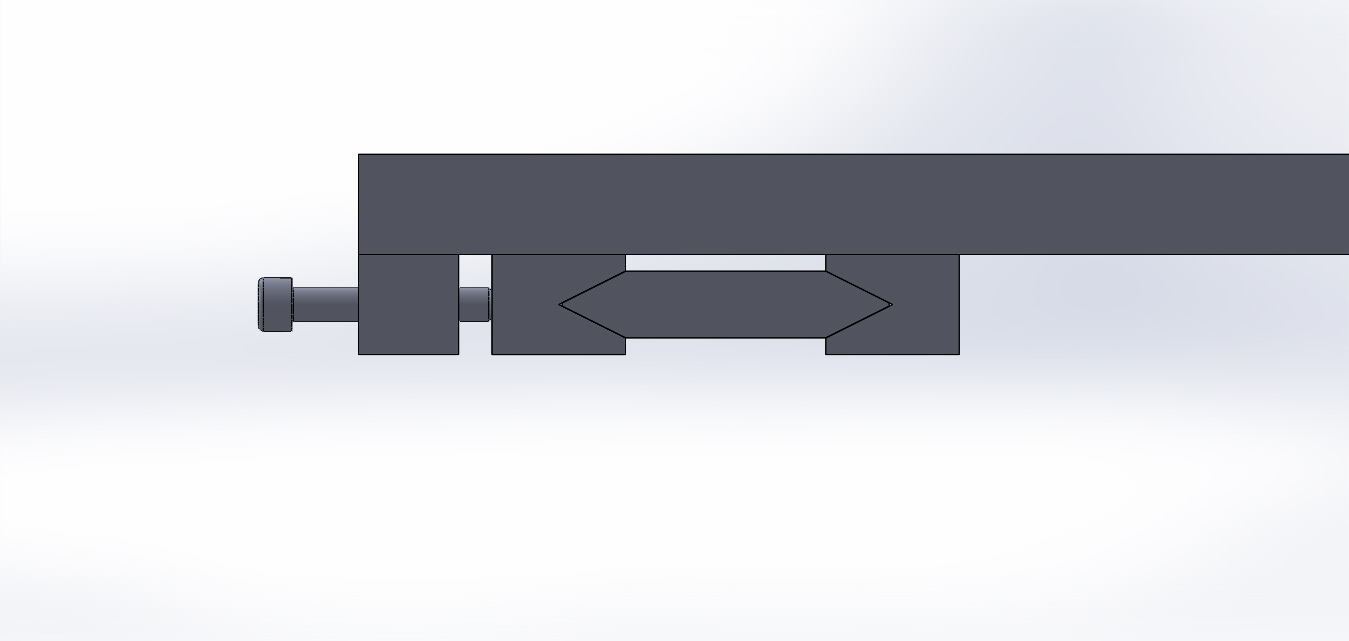
Natomiast zabrałem się za prowadnice wzdłużne (dla osi X). Będą miały 14 metrów długości i znów chciałbym trochę zaoszczędzić i zrobić je na prowadnicach ślizgowych. Szczególnie, że wiertarki nie będą po nich często jeździły. Ustawiać je będziemy na wymiar długości wiercenia (każdą wiertarkę z osobna) i wówczas trzeba będzie je zablokować aby się nie przesuwały. Co myślicie o takich prowadnicach ślizgowych:
Dodane 4 minuty 50 sekundy:
Swoją drogą cały czas szukam sinika. Chodzi o to aby był jak najwęższy czyli np. jamnik. Preferencyjnie aby nie przekraczał 100mm, miał okolice 1400 RPM i 0,75 KW. Dostałem jedną ofertę włoskiego silnika ale drogo bo okolice 1200zł. Nie wiem czy znajdę coś tańszego. Generalnie jamniki mają 2800 RPM a to dla mnie za dużo. Muszę zejść na obroty w okolicach 430 RPM na wrzecionie. Chcę wpasować się w wiertło fi 12mm.
A więc niestety musimy zastosować prowadnice liniowe i wózki dla osi Z. Wygląda to mniej więcej tak :
Siłownik będzie krótszy albo słup trochę dłuższy. Zobaczymy jeszcze. Trzeba będzie jeszcze ustalić jaki to będzie siłownik czy pneumatyczny czy hydrauliczny.
Natomiast zabrałem się za prowadnice wzdłużne (dla osi X). Będą miały 14 metrów długości i znów chciałbym trochę zaoszczędzić i zrobić je na prowadnicach ślizgowych. Szczególnie, że wiertarki nie będą po nich często jeździły. Ustawiać je będziemy na wymiar długości wiercenia (każdą wiertarkę z osobna) i wówczas trzeba będzie je zablokować aby się nie przesuwały. Co myślicie o takich prowadnicach ślizgowych:
Dodane 4 minuty 50 sekundy:
Swoją drogą cały czas szukam sinika. Chodzi o to aby był jak najwęższy czyli np. jamnik. Preferencyjnie aby nie przekraczał 100mm, miał okolice 1400 RPM i 0,75 KW. Dostałem jedną ofertę włoskiego silnika ale drogo bo okolice 1200zł. Nie wiem czy znajdę coś tańszego. Generalnie jamniki mają 2800 RPM a to dla mnie za dużo. Muszę zejść na obroty w okolicach 430 RPM na wrzecionie. Chcę wpasować się w wiertło fi 12mm.
- 22 maja 2018, 18:30
- Forum: INNE MASZYNY i URZĄDZENIA
- Temat: Linia do cięcia i wiercenia w stali DIY
- Odpowiedzi: 9
- Odsłony: 2459
Re: Linia do cięcia i wiercenia w stali DIY
Witam
Próbowałem zrobić prowadnice na jaskółczy ogon :
ale niestety po wstawieniu silnika i przekładni pasowej, kolidują one z pasem klinowym. Są za szerokie.
Trzeba więc zrobić prowadzenie na prowadnicach liniowych. Szkoda bo chciałem tu coś zaoszczędzić.
Pozdrawiam
Próbowałem zrobić prowadnice na jaskółczy ogon :
ale niestety po wstawieniu silnika i przekładni pasowej, kolidują one z pasem klinowym. Są za szerokie.
Trzeba więc zrobić prowadzenie na prowadnicach liniowych. Szkoda bo chciałem tu coś zaoszczędzić.
Pozdrawiam
- 20 maja 2018, 19:55
- Forum: INNE MASZYNY i URZĄDZENIA
- Temat: Linia do cięcia i wiercenia w stali DIY
- Odpowiedzi: 9
- Odsłony: 2459
Linia do cięcia i wiercenia w stali DIY
Witam
Swego czasu udało się wykonać wiertarkę CNC do wiercenia w stali. Link poniżej:
Maszyna działa bardzo sprawnie i spełniła swoje założenia. Po wprowadzeniu : rodzaju obrabianego materiału, wymiarów X i Y i fi wiertła wykonuje wszystko automatycznie tzn. obsługę imadeł bocznych i górnych, sama dobiera obroty, posuw, przyśpiesza po przewierceniu pierwszej ścianki, bierze pod uwagę zmienną wysokość wiertła i różne wysokości obrabianych materiałów. Operator tylko załadowuje i odbiera materiał.
Natomiast przyszedł czas na wykonanie czegoś szybszego. W przypadku 24 otworów czas wiercenia takiego profila na tej maszynie to 15-20 minut. Dodatkowo uprzednio trzeba pociąć taki profil na taśmówkach.
Więc trzeba zbudować coś szybszego.
Założenia do nowego projektu:
- czas na wykonanie 1szt profila stalowego w 15-20 sekund (nie minut) ale już z cięciem i po-wierceniem 24 otworów
- minimalny rozstaw otworów 100mm
- obrabiany materiał to stal do L=14 000mm i wymiarach 120x60mm
- prostsza i tańsza konstrukcja niż poprzednia
- zobaczymy ale myślę, że uda się to zrobić bez sterowania CNC
Wrzeciono zrobimy sami i zostało już zaprojektowane na forum Elektrowrzeciono. Wiertarkę też zrobiliśmy :
ale trzeba ją uprościć, poprawić i potanić.
Dodane 14 minuty 42 sekundy:
Do posuwu góra-dól chciałbym zastosować prowadnice ślizgowe. Najlepiej coś takiego:

Szukałem na necie i nic nie mogłem znaleźć. Pytanie do formuowiczów czy ktoś wie gdzie można coś takiego lub podobnego zakupić?
Dodane 22 minuty 43 sekundy:
Sama wiertarka będzie mniej więcej tak wyglądać:
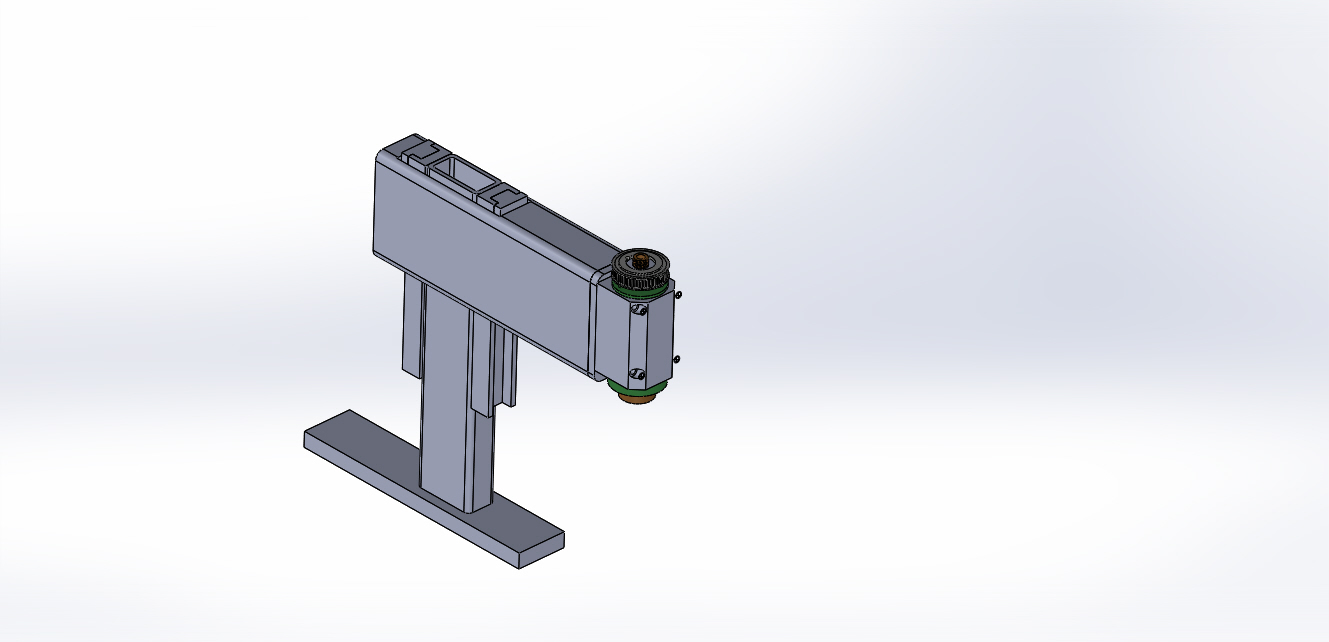
Zastanawiam się nad posuwem korpusu. Nie wiem czy samemu projektować i później wykonywać prowadnice ślizgowe czy być może są jakieś gotowce.
Swego czasu udało się wykonać wiertarkę CNC do wiercenia w stali. Link poniżej:
Maszyna działa bardzo sprawnie i spełniła swoje założenia. Po wprowadzeniu : rodzaju obrabianego materiału, wymiarów X i Y i fi wiertła wykonuje wszystko automatycznie tzn. obsługę imadeł bocznych i górnych, sama dobiera obroty, posuw, przyśpiesza po przewierceniu pierwszej ścianki, bierze pod uwagę zmienną wysokość wiertła i różne wysokości obrabianych materiałów. Operator tylko załadowuje i odbiera materiał.
Natomiast przyszedł czas na wykonanie czegoś szybszego. W przypadku 24 otworów czas wiercenia takiego profila na tej maszynie to 15-20 minut. Dodatkowo uprzednio trzeba pociąć taki profil na taśmówkach.
Więc trzeba zbudować coś szybszego.
Założenia do nowego projektu:
- czas na wykonanie 1szt profila stalowego w 15-20 sekund (nie minut) ale już z cięciem i po-wierceniem 24 otworów
- minimalny rozstaw otworów 100mm
- obrabiany materiał to stal do L=14 000mm i wymiarach 120x60mm
- prostsza i tańsza konstrukcja niż poprzednia
- zobaczymy ale myślę, że uda się to zrobić bez sterowania CNC
Wrzeciono zrobimy sami i zostało już zaprojektowane na forum Elektrowrzeciono. Wiertarkę też zrobiliśmy :
ale trzeba ją uprościć, poprawić i potanić.
Dodane 14 minuty 42 sekundy:
Do posuwu góra-dól chciałbym zastosować prowadnice ślizgowe. Najlepiej coś takiego:
Szukałem na necie i nic nie mogłem znaleźć. Pytanie do formuowiczów czy ktoś wie gdzie można coś takiego lub podobnego zakupić?
Dodane 22 minuty 43 sekundy:
Sama wiertarka będzie mniej więcej tak wyglądać:
Zastanawiam się nad posuwem korpusu. Nie wiem czy samemu projektować i później wykonywać prowadnice ślizgowe czy być może są jakieś gotowce.






