



Biorąc pod uwagę zastosowanie takich systemów jak pikocnc, mach3, linuxcnc etc.. Ciężko jest mówić o oficjalnym pp na jakikolwiek cam dostępny na rynku. Mówiąc szczerze to solidcam już jest poza zasięgiem większości ludzi którzy sami zbudowali swoje maszyny..
Znaleziono 4 wyniki
Wróć do „Problem z postprocessorem?”
- 27 kwie 2020, 05:37
- Forum: SolidCAM
- Temat: Problem z postprocessorem?
- Odpowiedzi: 18
- Odsłony: 8061
Re: Problem z postprocessorem?
- 24 sie 2016, 22:16
- Forum: SolidCAM
- Temat: Problem z postprocessorem?
- Odpowiedzi: 18
- Odsłony: 8061
Nie ma za co.jojas78 pisze:Pięknie dziękuję
ale teraz..
https://github.com/arturp386/Piko-CNC-3 ... r-SolidCAM
..to będzie chyba hat-trick
Pamiętajcie że to jaki dobry będzie ten postprocesor zależy od was, zgłaszajcie i opisujcie problemy które należy naprawić. Postaram się w miarę możliwości usuwać błędy ale ostatnio mam bardzo mało czasu dlatego proszę o wyrozumiałość. Jeśli postprocesor nie działa w jakiejś obróbce to piszcie na mój adres email.
Pozdrawiam Artur.
- 23 sie 2016, 23:10
- Forum: SolidCAM
- Temat: Problem z postprocessorem?
- Odpowiedzi: 18
- Odsłony: 8061
jojas78 pisze:Czy w prosty sposób jestem w stanie zmodyfikować postprocesor aby nie używał tego polecenia?
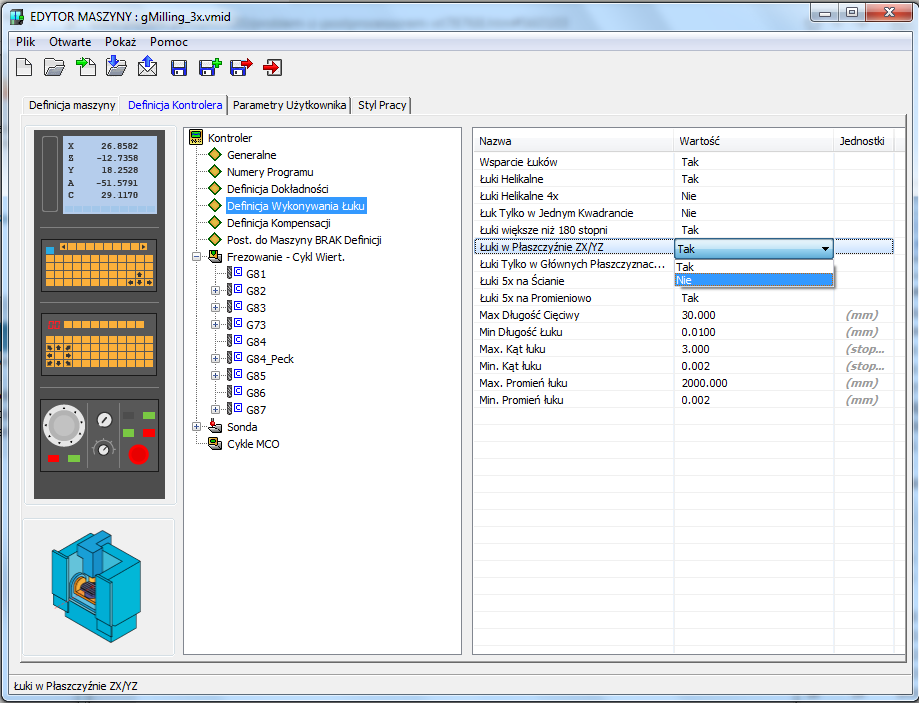
1. Wyłącz SolidCAM'a
2. Odpal plik C:\Users\Public\Documents\SolidCAM\SolidCAM201*\Gpptool\gMilling_3x.vmid
3. przejdź do zakładki Definicja Kontrolera potem do Definicja wykonywania łuku
4. zmień Łuki w płaszczyźnie ZX/YZ z TAK na NIE
- 16 sie 2016, 03:16
- Forum: SolidCAM
- Temat: Problem z postprocessorem?
- Odpowiedzi: 18
- Odsłony: 8061
Napisałem krótki program i teraz wy mi powiedzcie co robie źle..
%
G49 G40 G80 G00
G54 G90
M06 T1
S1000 M3
G0 X-10 Y-10
G43 T1 Z50
Z25.
Z2.
G01 Z-9. F600.
G41 T1
G1 X0 F1000
Y60
X60
Y0
X0
Y10
X-10
G0 Z50
G40
M05
Obróbka bez żadnych łuków na narożnikach frez o średnicy 5mm (ale to bez znaczenia)
Y60
X60
Y0
X0
Y10
teraz powiedzcie dlaczego na symulacji bryła na krawędziach ma erki?
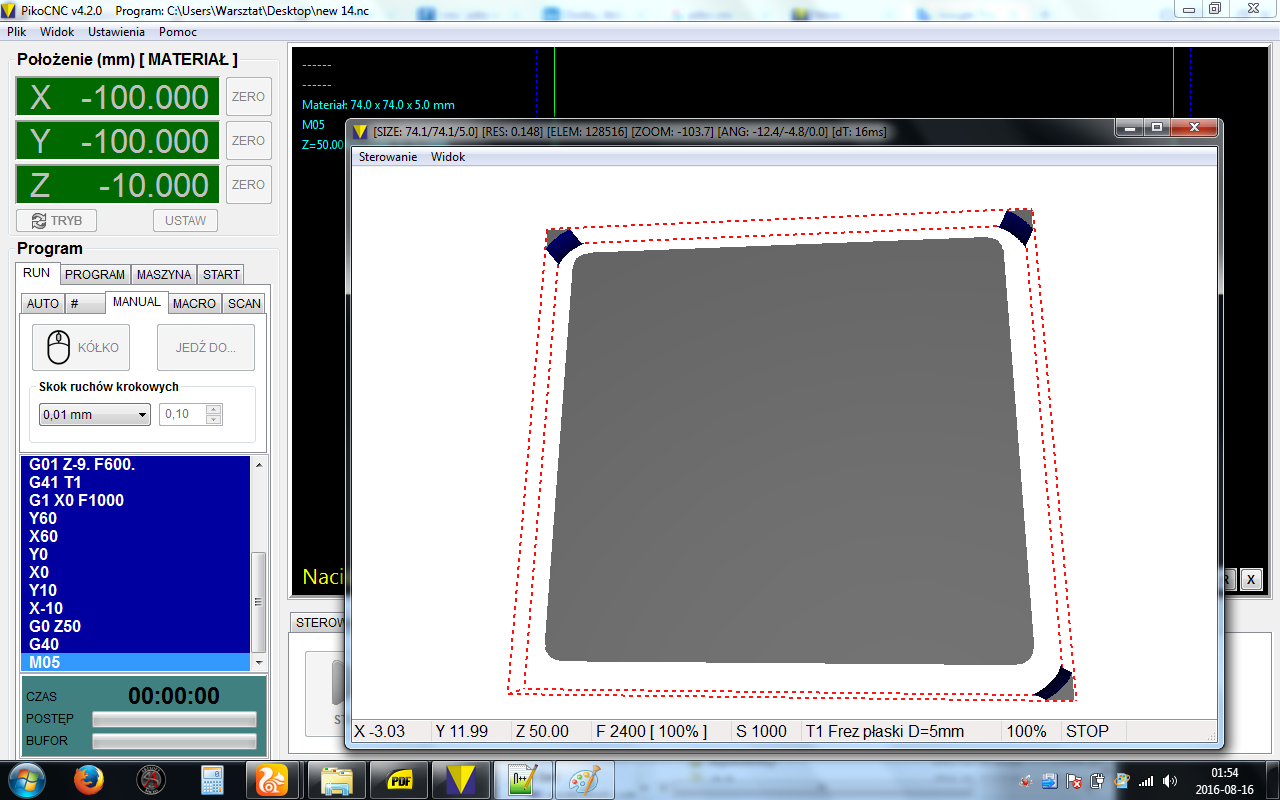
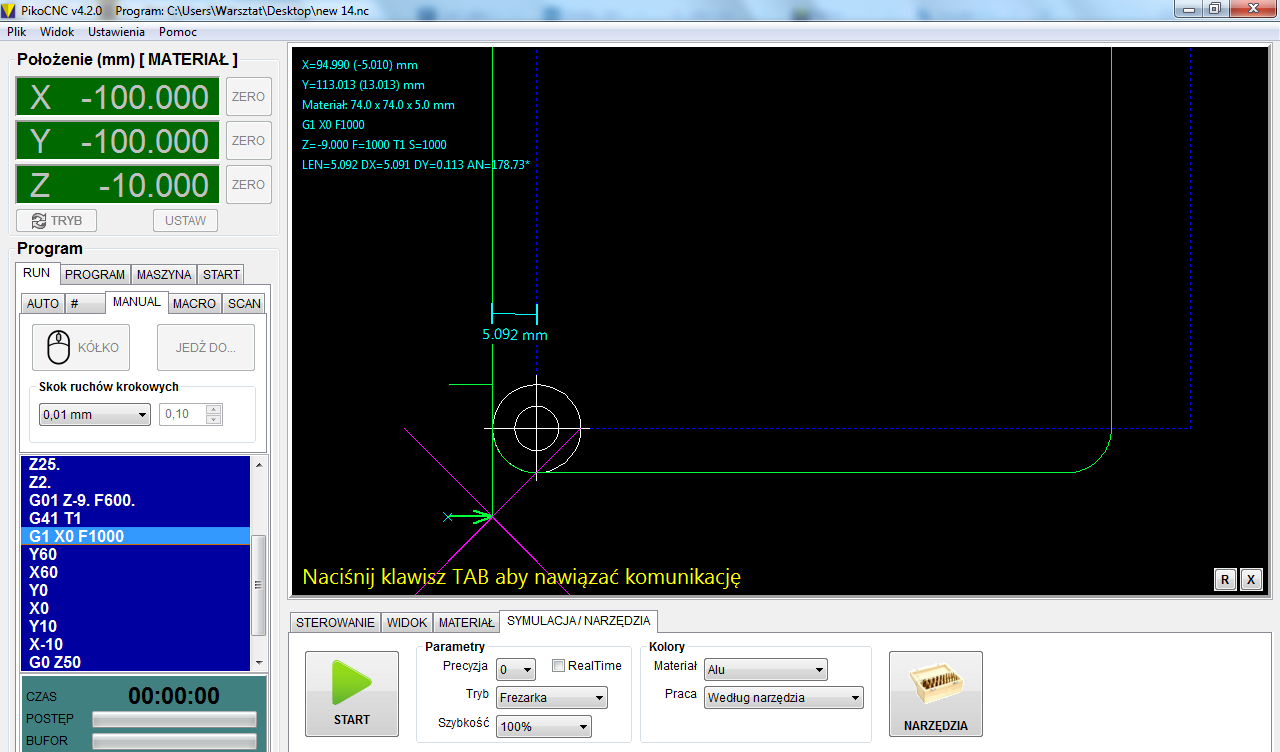
kolejna sprawa, po załączeniu kompensacji i wykonaniu najazdu w kierunku materiału G1 X0 F1000 ścieżka narzędzia nie jest odsunięta o 2.5mm tylko o 5mm..
w tabeli narzędzie jest opisane prawidłowo..
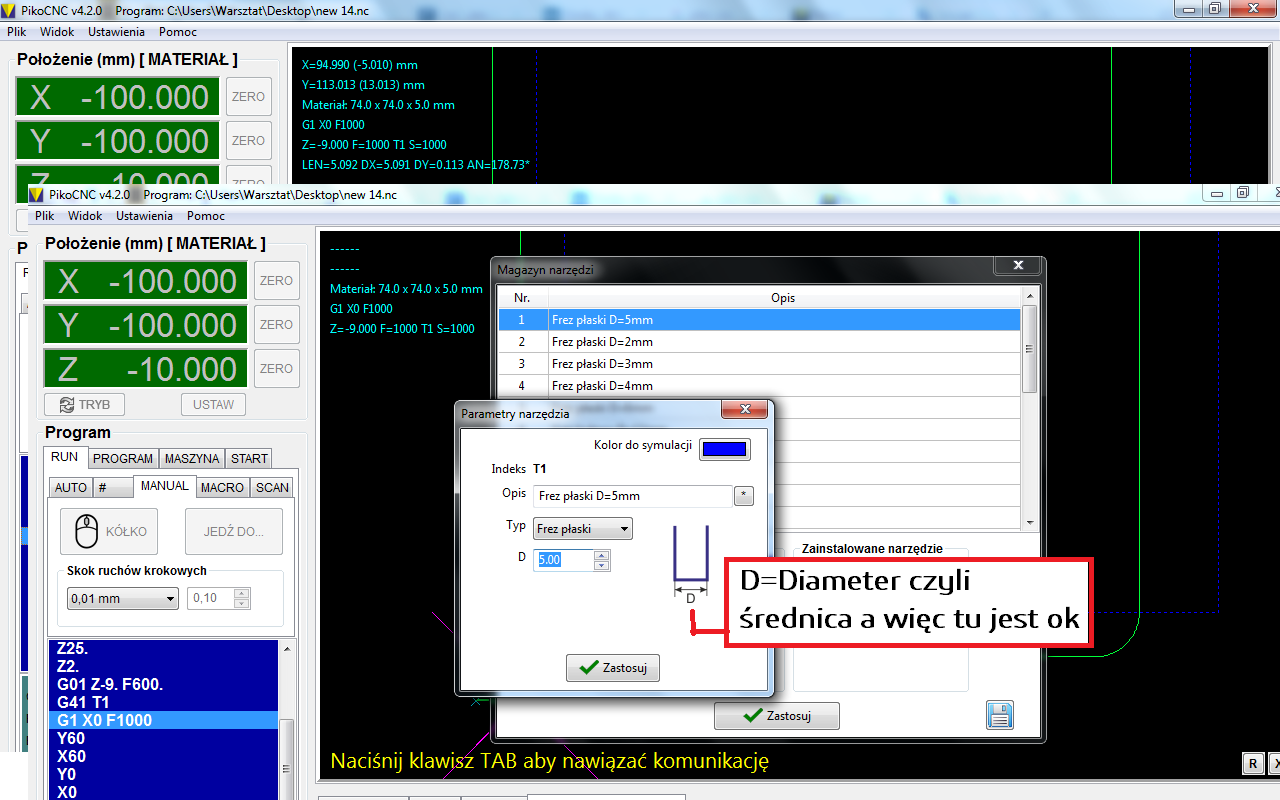
Może autor programu zrobi hotfix'a i przy okazji napisze mały przykład obróbki z użyciem kompensacji promienia wtedy będzie można działać z postprocesorem.. a narazie musisz wyłączyć kompensacje w solidcamie i dodać najazd i odjazd albo ustawić przekroczenie ścieżki (czy jakoś tak) (o ponad 100% grubości narzędzia) w zakładce technologia.
Symulacja i ścieżka narzędzia są poprawne gdy zamiast G41 T1 wpiszemy G41 R2.5 ale edytowanie programu jest mało praktyczne..
%
G49 G40 G80 G00
G54 G90
M06 T1
S1000 M3
G0 X-10 Y-10
G43 T1 Z50
Z25.
Z2.
G01 Z-9. F600.
G41 T1
G1 X0 F1000
Y60
X60
Y0
X0
Y10
X-10
G0 Z50
G40
M05
Obróbka bez żadnych łuków na narożnikach frez o średnicy 5mm (ale to bez znaczenia)
Y60
X60
Y0
X0
Y10
teraz powiedzcie dlaczego na symulacji bryła na krawędziach ma erki?
kolejna sprawa, po załączeniu kompensacji i wykonaniu najazdu w kierunku materiału G1 X0 F1000 ścieżka narzędzia nie jest odsunięta o 2.5mm tylko o 5mm..
w tabeli narzędzie jest opisane prawidłowo..
Może autor programu zrobi hotfix'a i przy okazji napisze mały przykład obróbki z użyciem kompensacji promienia wtedy będzie można działać z postprocesorem.. a narazie musisz wyłączyć kompensacje w solidcamie i dodać najazd i odjazd albo ustawić przekroczenie ścieżki (czy jakoś tak) (o ponad 100% grubości narzędzia) w zakładce technologia.
Symulacja i ścieżka narzędzia są poprawne gdy zamiast G41 T1 wpiszemy G41 R2.5 ale edytowanie programu jest mało praktyczne..






