



Miałem podobny patent do nacinania ślimacznic, ale nie róbmy offtopicu.
Znaleziono 10 wyników
- 17 mar 2020, 19:03
- Forum: Amatorska Tokarka CNC
- Temat: Nutool na CNC
- Odpowiedzi: 57
- Odsłony: 7663
- 17 mar 2020, 18:22
- Forum: Amatorska Tokarka CNC
- Temat: Nutool na CNC
- Odpowiedzi: 57
- Odsłony: 7663
Re: Nutool na CNC
Opamiętajcie się !
Enkoder do gwintowania to nie podzielnica !
Przy gwintowaniu nożem z wyjściem z materiału zasadniczo wystarcza sam indeks, czyli jeden impuls na obrót. Po prostu jeśli nie przegina się z parametrami skrawania, wrzeciono ma taką bezwładność że wystarczy żeby nóż zaczynał skrawanie w tym samym położeniu kątowym materiału.
Większe wymagania są przy gwintowaniu na sztywno gwintownikiem lub narzynką, bo wtedy trzeba kontrolować pozycję w czasie nawrotu, inaczej połamie się narzędzie. Ale tutaj też bez przesady, przy błędzie jednego czy dwóch stopni nic nie powinno się stać.
Natomiast jako ciekawostkę podam Wam jeszcze jedno zastosowanie enkodera na wrzecionie.
Otóż ja mam fabryczny silnik indukcyjny jednofazowy z kondensatorem rozruchowym.
Taki silnik ma taką magiczną właściwość, że jak mu się przełączy uzwojenia w czasie postoju, to ruszy w drugą stronę, ale kiedy się to zrobi w czasie pracy, to będzie się kręcił nadal w tym samym kierunku ...
Dlatego u mnie (Linuxcnc) jest to tak rozwiązane, że włączenie silnika jest możliwe tylko wtedy, gdy enkoder nie daje żadnych impulsów przez określony czas. Wszystko jest wpisane w plik konfiguracyjny i korzysta z dostępnych sygnałów HAL.
------------------
Indeks MUSI być raz na obrót i ZAWSZE w tym samym położeniu - inaczej gwintu nie natniesz.
Enkoder do gwintowania to nie podzielnica !
Przy gwintowaniu nożem z wyjściem z materiału zasadniczo wystarcza sam indeks, czyli jeden impuls na obrót. Po prostu jeśli nie przegina się z parametrami skrawania, wrzeciono ma taką bezwładność że wystarczy żeby nóż zaczynał skrawanie w tym samym położeniu kątowym materiału.
Większe wymagania są przy gwintowaniu na sztywno gwintownikiem lub narzynką, bo wtedy trzeba kontrolować pozycję w czasie nawrotu, inaczej połamie się narzędzie. Ale tutaj też bez przesady, przy błędzie jednego czy dwóch stopni nic nie powinno się stać.
Natomiast jako ciekawostkę podam Wam jeszcze jedno zastosowanie enkodera na wrzecionie.
Otóż ja mam fabryczny silnik indukcyjny jednofazowy z kondensatorem rozruchowym.
Taki silnik ma taką magiczną właściwość, że jak mu się przełączy uzwojenia w czasie postoju, to ruszy w drugą stronę, ale kiedy się to zrobi w czasie pracy, to będzie się kręcił nadal w tym samym kierunku ...
Dlatego u mnie (Linuxcnc) jest to tak rozwiązane, że włączenie silnika jest możliwe tylko wtedy, gdy enkoder nie daje żadnych impulsów przez określony czas. Wszystko jest wpisane w plik konfiguracyjny i korzysta z dostępnych sygnałów HAL.
------------------
Indeks MUSI być raz na obrót i ZAWSZE w tym samym położeniu - inaczej gwintu nie natniesz.
- 15 mar 2020, 09:33
- Forum: Amatorska Tokarka CNC
- Temat: Nutool na CNC
- Odpowiedzi: 57
- Odsłony: 7663
- 15 mar 2020, 07:58
- Forum: Amatorska Tokarka CNC
- Temat: Nutool na CNC
- Odpowiedzi: 57
- Odsłony: 7663
Re: Nutool na CNC
Nie ma i nigdy nie było.
Jest coś co ma podobną nazwę, ale służy do czegoś innego http://linuxcnc.org/docs/html/hal/tools.html
http://linuxcnc.org/docs/html/hal/tutor ... l-halscope
- 14 mar 2020, 22:25
- Forum: Amatorska Tokarka CNC
- Temat: Nutool na CNC
- Odpowiedzi: 57
- Odsłony: 7663
- 14 mar 2020, 20:44
- Forum: Amatorska Tokarka CNC
- Temat: Nutool na CNC
- Odpowiedzi: 57
- Odsłony: 7663
Re: Nutool na CNC
Niestety, trzeba w to włożyć trochę pracy, ale układ jest bardzo prosty - trzy transoptory szczelinowe, jeden układ scalony i kilka oporników. Da się to nawet polutować na pająka i potem zalać klejem na gorąco albo jakąś żywicą, choć oczywiście płytka drukowana jest lepszym rozwiązaniem. Jest sporo opisów w internecie, nawet na tym forum, wystarczy poszukać.
- 12 mar 2020, 15:11
- Forum: Amatorska Tokarka CNC
- Temat: Nutool na CNC
- Odpowiedzi: 57
- Odsłony: 7663
Re: Nutool na CNC
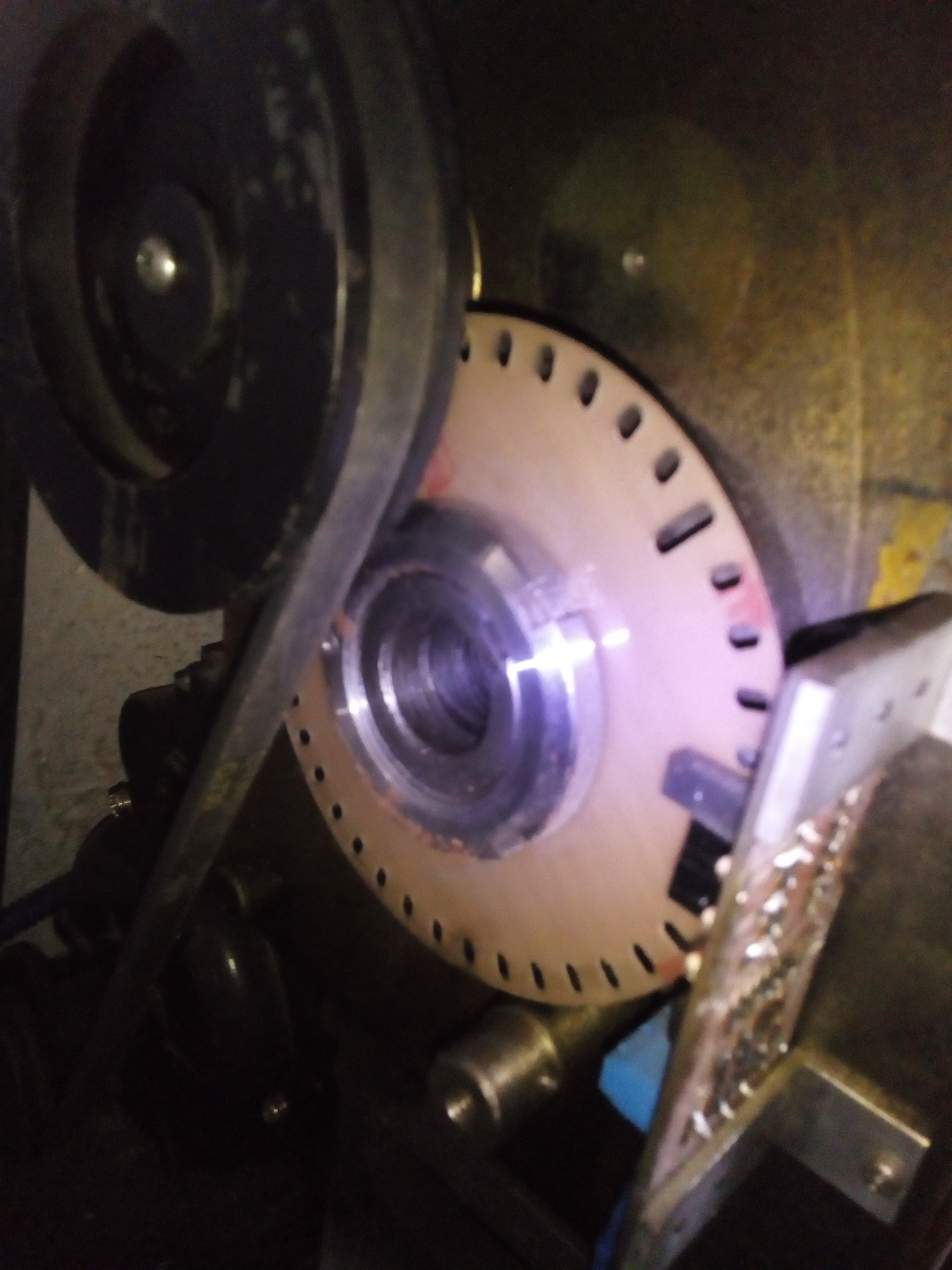
Dzisiaj znalazłem chwilę czasu, ale tylko żeby fotki zrobić.
Otworów w tarczy nie liczyłem.
Tarcza jest wykonana z laminatu szklano-epoksydowego, takiego jak do płytek drukowanych.
Ma taki ząbek uniemożliwiający obrócenie się względem wrzeciona.
Nie pamiętam już dlaczego, ale otwory i przerwy nie są równe, przebieg nie ma wypełnienia 50%, ale mimo to działa bez zarzutu.
Jak się dobrze przyjrzeć, to widać to o czym wcześniej pisałem, że tam trudno założyć cokolwiek innego. Wydaje się że miejsca jest od cholery, a jak się chce cokolwiek zamontować, to coś zaraz przeszkadza ...
W sumie to ta tarczka i nakrętka łożyskowa są za grube, a średnicę ogranicza koło pasowe i sterczący wałek od gitary.


Otworów w tarczy nie liczyłem.
Tarcza jest wykonana z laminatu szklano-epoksydowego, takiego jak do płytek drukowanych.
Ma taki ząbek uniemożliwiający obrócenie się względem wrzeciona.
Nie pamiętam już dlaczego, ale otwory i przerwy nie są równe, przebieg nie ma wypełnienia 50%, ale mimo to działa bez zarzutu.
Jak się dobrze przyjrzeć, to widać to o czym wcześniej pisałem, że tam trudno założyć cokolwiek innego. Wydaje się że miejsca jest od cholery, a jak się chce cokolwiek zamontować, to coś zaraz przeszkadza ...
W sumie to ta tarczka i nakrętka łożyskowa są za grube, a średnicę ogranicza koło pasowe i sterczący wałek od gitary.
- 10 mar 2020, 19:27
- Forum: Amatorska Tokarka CNC
- Temat: Nutool na CNC
- Odpowiedzi: 57
- Odsłony: 7663
- 10 mar 2020, 18:11
- Forum: Amatorska Tokarka CNC
- Temat: Nutool na CNC
- Odpowiedzi: 57
- Odsłony: 7663
Re: Nutool na CNC
Chyba kiedyś wklejałem, ale sobie nie przypomnę ...
To jest tarczka samoróbka i płytka z trzema transoptorami szczelinowymi i jednym scalakiem.
Na wrzecionie jest gwint M35x1.5 i pasuje tam fabryczna nakrętka łożyskowa KM7.
Przynajmniej u mnie tak jest.
Elektronika jest prosta, da się polutować nawet "na pająka" i zalać jakąś żywicą.
Jak nie zapomnę, to jutro zrobię fotkę.
- 10 mar 2020, 15:38
- Forum: Amatorska Tokarka CNC
- Temat: Nutool na CNC
- Odpowiedzi: 57
- Odsłony: 7663
Re: Nutool na CNC
1. Silniki 12,5 Nm to stanowcza przesada. Wystarczy 3Nm, byleby ośmioprzewodowy i z porządnym sterownikiem.
2. Posuw wzdłużny na śrubie kulowej 2005. Nic lepszego nie wymyślisz.
3. Posuwu poprzecznego na śrubie kulowej zrobić się nie da, a przynajmniej jest ciężko. W suport się nie zmieści, a obok suportu jest kłopot, bo albo ograniczysz dosuw konika, albo ryzykujesz kolizję z uchwytem.
U siebie dałem śrubę pomiędzy suportem a uchwytem, ale nie zdało to egzaminu. Raz już dzwona zrobiłem, ale silnik słaby, to się wrzeciono zatrzymało i szkód dużych nie było. Gorzej że silnik wisi na półmetrowym ramieniu, nie dość że przeszkadza to jeszcze wszystko się ugina i przy oporniejszym materiale gubię wymiar.
Będę to przerabiał, ale na razie pomysłu nie mam.
4. Enkoder bezpośrednio na wrzecionie. Trochę jest z tym roboty, ale pasuje tam jak ulał. Natomiast fabryczny enkoder z paskiem da się założyć, ale nie będzie ani łatwiej, ani lepiej. Nawiasem mówiąc enkoder na wrzecionie nie może mieć więcej niż 100cpr, co i tak jest więcej niż potrzeba. Chodzi o prędkość odczytu i bezwładność wrzeciona. Dokładniejszego enkodera komputer nie nadąży czytać, a przy gwintowaniu z rozsądnymi parametrami prędkość wrzeciona raczej będzie stała. Teoretycznie da się gwintować nawet na samym indeksie, czyli jednym impulsie na obrót, ale oczywiście lepiej mieć tych impulsów więcej.
2. Posuw wzdłużny na śrubie kulowej 2005. Nic lepszego nie wymyślisz.
3. Posuwu poprzecznego na śrubie kulowej zrobić się nie da, a przynajmniej jest ciężko. W suport się nie zmieści, a obok suportu jest kłopot, bo albo ograniczysz dosuw konika, albo ryzykujesz kolizję z uchwytem.
U siebie dałem śrubę pomiędzy suportem a uchwytem, ale nie zdało to egzaminu. Raz już dzwona zrobiłem, ale silnik słaby, to się wrzeciono zatrzymało i szkód dużych nie było. Gorzej że silnik wisi na półmetrowym ramieniu, nie dość że przeszkadza to jeszcze wszystko się ugina i przy oporniejszym materiale gubię wymiar.
Będę to przerabiał, ale na razie pomysłu nie mam.
4. Enkoder bezpośrednio na wrzecionie. Trochę jest z tym roboty, ale pasuje tam jak ulał. Natomiast fabryczny enkoder z paskiem da się założyć, ale nie będzie ani łatwiej, ani lepiej. Nawiasem mówiąc enkoder na wrzecionie nie może mieć więcej niż 100cpr, co i tak jest więcej niż potrzeba. Chodzi o prędkość odczytu i bezwładność wrzeciona. Dokładniejszego enkodera komputer nie nadąży czytać, a przy gwintowaniu z rozsądnymi parametrami prędkość wrzeciona raczej będzie stała. Teoretycznie da się gwintować nawet na samym indeksie, czyli jednym impulsie na obrót, ale oczywiście lepiej mieć tych impulsów więcej.






