Kod: Zaznacz cały
( ------------------------------ )
( K A N A L E K )
( ------------------------------ )
( Kamar )
( Time-stamp: <2012-01-24 14:26> )
( ------------------------------ )
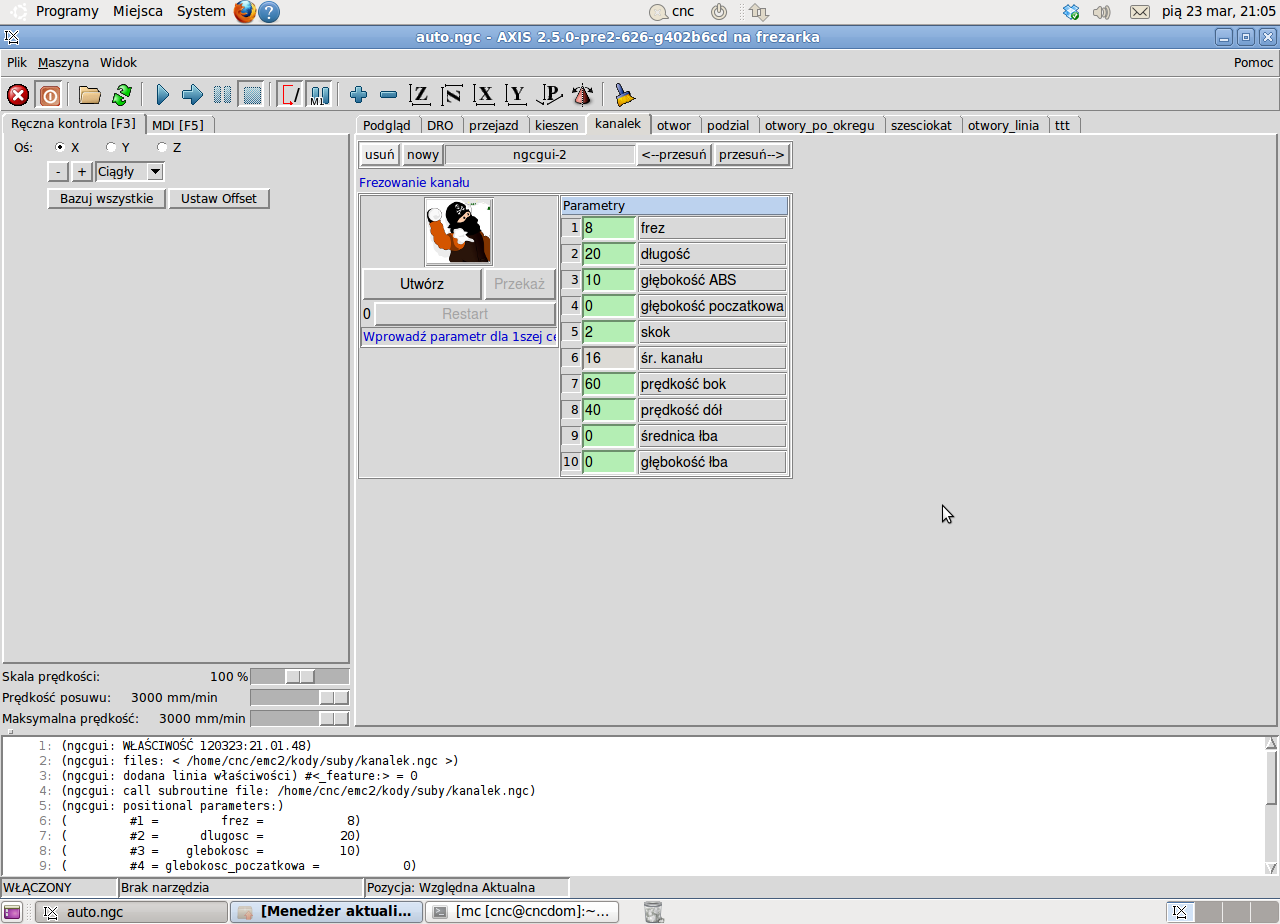
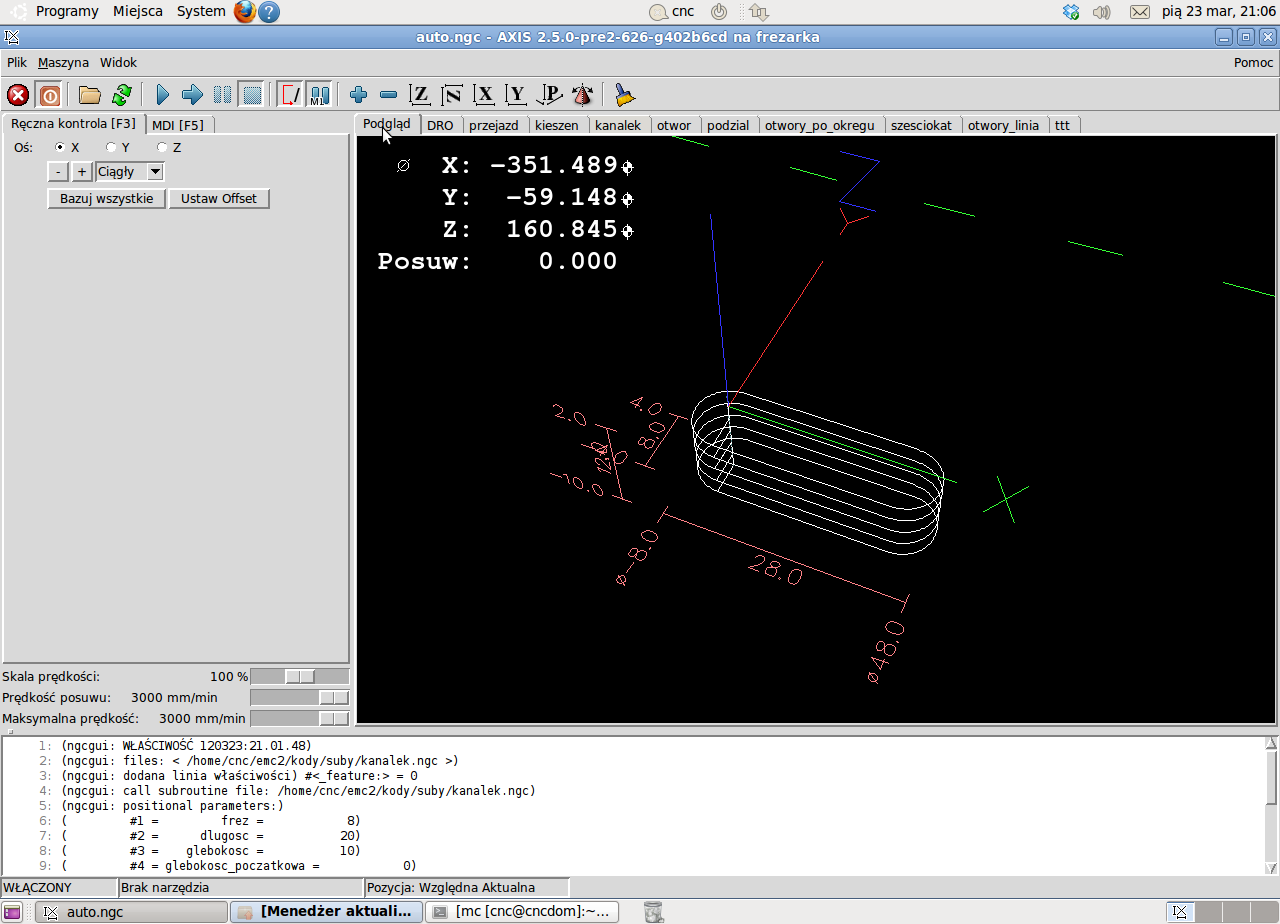
(info: Frezowanie kanału )
o<kanalek> sub
#<frez> = #1 (=8 frez)
#<dlugosc> = #2 (=20 długość)
#<glebokosc> = #3 (=10 głębokość ABS )
#<glebokosc_poczatkowa> = #4 (=0 głębokość poczatkowa )
#<skok> = #5 (=2 skok)
#<sr_kanalu> = #6 (=8 śr. kanału)
#<predkosc_bok> = #7 (=60 prędkość bok)
#<predkosc_dol> = #8 (=40 prędkość dół)
#<srednica_lba> = #9 (=0 średnica łba)
#<glebokosc_lba> = #10 (=0 głębokość łba)
( ------------------------------ )
( ------------------------------ )
g17 g21 g61
g0 x0 y0
g0 z2
m3 s1
m8
#<glebokosc> = [#<glebokosc> * -1] ( koncowy Z )
#<sr_kanalu> = [[#<sr_kanalu> / 2] - [#<frez> / 2]]
#<akt_glebokosc> = #<glebokosc_poczatkowa> ( aktualna glebokosc )
o99 if [#<dlugosc> gt 0]
#<znak> = 1
o99 else
#<znak> = -1
o99 endif
o100 while [#<akt_glebokosc> GT #<glebokosc>]
#<akt_glebokosc> = [#<akt_glebokosc> - #<skok>] ( ustalenie glebokosci )
( jezeli nizej limitu to jade max )
o110 if [#<akt_glebokosc> LT #<glebokosc>]
#<akt_glebokosc> = #<glebokosc>
o110 endif
g0 z[#<akt_glebokosc> + #<skok> + 0.5]
G1 Z#<akt_glebokosc> F#<predkosc_dol> ( dobieranie poczatkowe )
o120 if [#<sr_kanalu> gt 0]
g1 y[#<sr_kanalu> * #<znak> * -1] F#<predkosc_bok>
g2 x[#<sr_kanalu> * #<znak> * -1] y0 r#<sr_kanalu>
g2 y[#<sr_kanalu> * #<znak>] x0 r#<sr_kanalu>
o120 endif
G1 x#<dlugosc> F#<predkosc_bok> ( kopanie fasolki )
o130 if [#<sr_kanalu> gt 0]
g2 x[#<dlugosc> + [#<sr_kanalu> * #<znak>]] y0 r#<sr_kanalu>
g2 y[#<sr_kanalu> * #<znak> * -1] x#<dlugosc> r#<sr_kanalu>
o130 endif
g1 x0
g1 y0
o100 endwhile
g0 z2
#<glebokosc_lba> = [#<glebokosc_lba> * -1] ( koncowy Z lba )
#<srednica_lba> = [#<srednica_lba> - #<frez>]
#<akt_glebokosc> = 0
o200 while [#<akt_glebokosc> GT #<glebokosc_lba>]
#<akt_glebokosc> = [#<akt_glebokosc> - #<skok>] ( ustalenie glebokosci )
o210 if [#<akt_glebokosc> LT #<glebokosc_lba>]
#<akt_glebokosc> = #<glebokosc_lba>
o210 endif
g0 z[#<akt_glebokosc> + #<skok> + 0.5]
G1 Z#<akt_glebokosc> F#<predkosc_dol> ( dobieranie poczatkowe )
g1 y[#<srednica_lba> * #<znak> * -1] F#<predkosc_bok>
g2 x[#<srednica_lba> * #<znak> * -1] y0 r#<srednica_lba>
g2 y[#<srednica_lba> * #<znak>] x0 r#<srednica_lba>
G1 x#<dlugosc> F#<predkosc_bok> ( kopanie fasolki )
g2 x[#<dlugosc> + [#<srednica_lba> * #<znak>]] y0 r#<srednica_lba>
g2 y[#<srednica_lba> * #<znak> * -1] x#<dlugosc> r#<srednica_lba>
g1 x0
g1 y0
o200 endwhile
g0 z2
o<kanalek> endsub