")
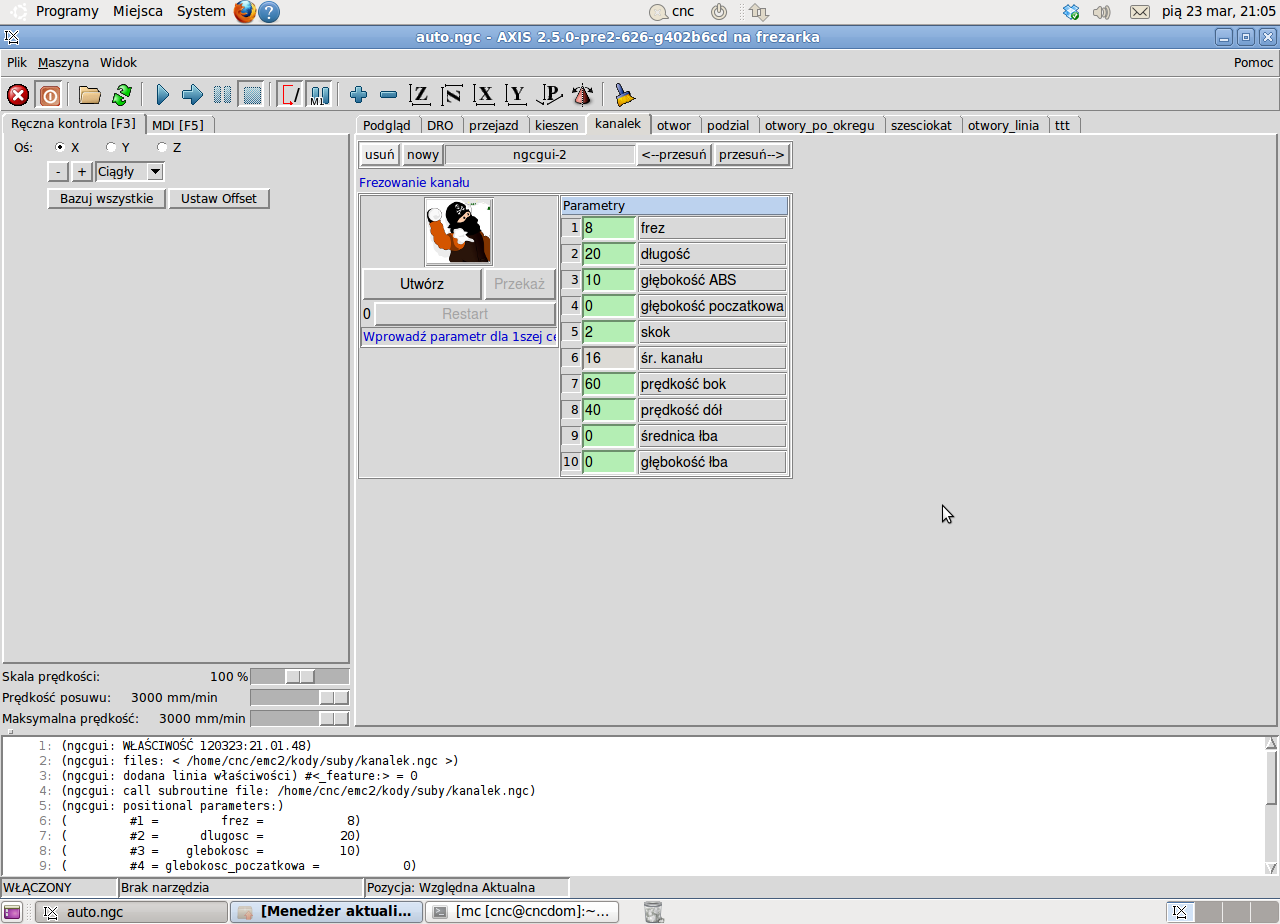
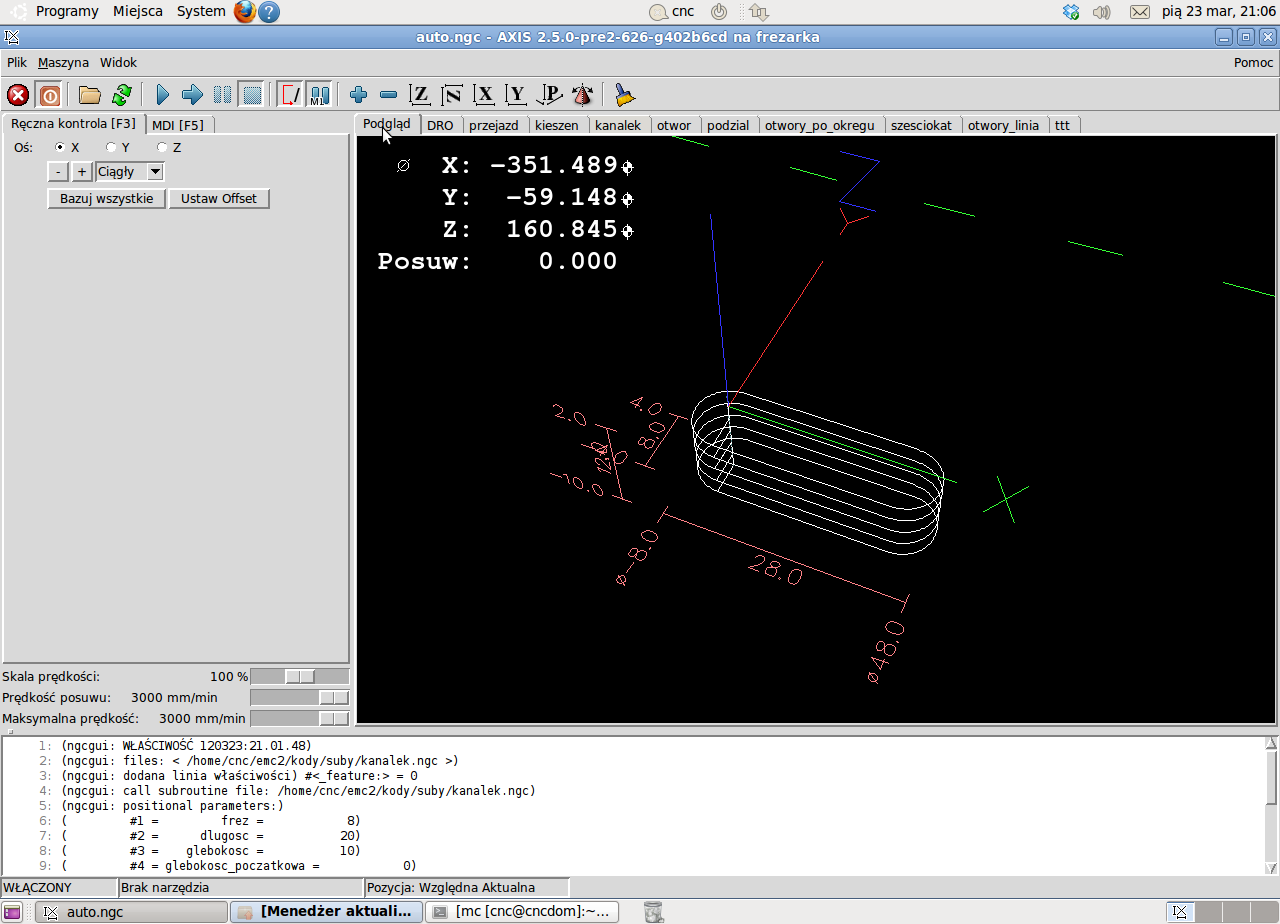
Dziś chciałem zrobić fasolkę na bloku łożyskującym ślimak w 4-osi lecz poległem
Co do otworów/okręgów to podaje początek, promień o posuw np. g2 x200 i25 f30.
Poprawnie to raczej nie jest ale działa.
Więc jak ktoś coś wie i chce sie podzielić to pisać a ja punkcikami sie podziele
Pozdrawiam



")