



kamar - z lektury twojego poprzedniego wpisu nasunął mi się wniosek ogólny, nie związany ze sporem, jaki toczycie z tuxem. Wniosek zapodałem, bo to forum czytują również nowicjusze, i nie chciałbym, żeby odnieśli wrażenie, że wszystko, co w nawiasach to śmiertelnie groźny błąd w kodzie.
Odnośnie samego sporu mam mieszane odczucia - G-code ma być takie, by czytający go komputer poprawnie wykonał detal. A komputerowi jest absolutnie obojętne, czy mu podasz raz G1 przed ciągiem parametrów dla tej komendy w wielu liniach, czy zrobisz to w każdej linii z osobna.
Pewnie że warto pisać czytelny kod, i warto tak uczyć nowicjuszy, by pisali poprawnie. Ale nie ma powodu, by traktować to jak śmiertelny w skutkach błąd. To raczej kwestia estetyki, podobnie jak pisanie spacji między komendami. Pomaga kod zrozumieć człowiekowi, komputerowi nie robi żadnej różnicy.
Komputer już pracujący w G17 po prostu przejdzie linię z wywołaniem tegoż G17 nie robiąc nic. Nawet komunikatu o błędzie nie wywali, nie zmieni też nic w działaniu sterowanej przez siebie maszyny.
Znaleziono 41 wyników
Wróć do „Linux CNC-jak to zrozumieć ?”
- 26 sty 2013, 16:10
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linux CNC-jak to zrozumieć ?
- Odpowiedzi: 139
- Odsłony: 27448
- 26 sty 2013, 10:04
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linux CNC-jak to zrozumieć ?
- Odpowiedzi: 139
- Odsłony: 27448
- 26 sty 2013, 05:02
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linux CNC-jak to zrozumieć ?
- Odpowiedzi: 139
- Odsłony: 27448
Pisany kod warto komentować - zwłaszcza, gdy jest skomplikowany i długi. Jak procedura cała mieści się na ekranie, to komentarze siłą rzeczy są zbędne - można się wszystkiego domyślić po prostu czytając kod. Ale już taka kobyła, jak moja procedura o<toczenie> bez komentarzy byłaby piekielnie trudna do edycji na bieżąco, o powrocie do takowej edycji np po roku nie wspominając.
Dlatego (kocham Zośkę) istotnie pisać w każdej linijce nie wypada, ale dopisanie komentarza po warunku czy pętli, w którym wyjaśniamy, czego dany warunek dotyczy, albo co też wykonuje pętla, jest jak najbardziej wskazane.
Link z mojej stopki prowadzi do instrukcji użytkowania programu LinuxCNC, jaką piszę na swojej stronie. Przeniosłem już tam znaczną cześć tego, co na ten temat tu napisałem, zaczynam omawianie interfejsu programu i ogólnie porządkuje to, dodaję nawigację w strukturze książki etc.
Włączyłem tam system komentarzy - można zadawać pytania, albo wskazać problem, który powinienem omówić.
Dlatego (kocham Zośkę) istotnie pisać w każdej linijce nie wypada, ale dopisanie komentarza po warunku czy pętli, w którym wyjaśniamy, czego dany warunek dotyczy, albo co też wykonuje pętla, jest jak najbardziej wskazane.
Link z mojej stopki prowadzi do instrukcji użytkowania programu LinuxCNC, jaką piszę na swojej stronie. Przeniosłem już tam znaczną cześć tego, co na ten temat tu napisałem, zaczynam omawianie interfejsu programu i ogólnie porządkuje to, dodaję nawigację w strukturze książki etc.
Włączyłem tam system komentarzy - można zadawać pytania, albo wskazać problem, który powinienem omówić.
- 20 sty 2013, 23:58
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linux CNC-jak to zrozumieć ?
- Odpowiedzi: 139
- Odsłony: 27448
- 20 sty 2013, 00:08
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linux CNC-jak to zrozumieć ?
- Odpowiedzi: 139
- Odsłony: 27448
http://www.cnc.wiarus.org/content/instr ... u-linuxcnc - zaczynam pisać "amerykańską" instrukcję obsługi LinuxCNC. Zejdzie się z rok na tym zbożnym dziele 
[ Dodano: 2013-01-20, 12:45 ]
shit - obrazki wyświetla na razie tylko mi we wszystkich przeglądarkach. Muszę powalczyć z ustawieniami menadżera plików w CMS-ie. Skończył się FCK, menadżer do CK jest płatny, zainstalowałem substytut, teraz muszę to rozgryźć...
[ Dodano: 2013-01-20, 12:45 ]
shit - obrazki wyświetla na razie tylko mi we wszystkich przeglądarkach. Muszę powalczyć z ustawieniami menadżera plików w CMS-ie. Skończył się FCK, menadżer do CK jest płatny, zainstalowałem substytut, teraz muszę to rozgryźć...
- 16 sty 2013, 02:42
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linux CNC-jak to zrozumieć ?
- Odpowiedzi: 139
- Odsłony: 27448
Kod: Zaznacz cały
G21 G90
G0 z3
G17
M3 S10000
G0 x15 y15
G0 z-5
G1 x25 y30 f100
G1 x30 y50
G1 x40
G1 x60 y40
G1 x75 y20
G1 x60 y25
G1 x35 y15
G1 x15 y15
G0 z3
G0 x45 y25
G0 z-5
G1 x40 y25
G1 x50 y40
G1 x55 y30
G1 x45 y25
G0 z3
;i tu powinno być zakończenie
M5
M2 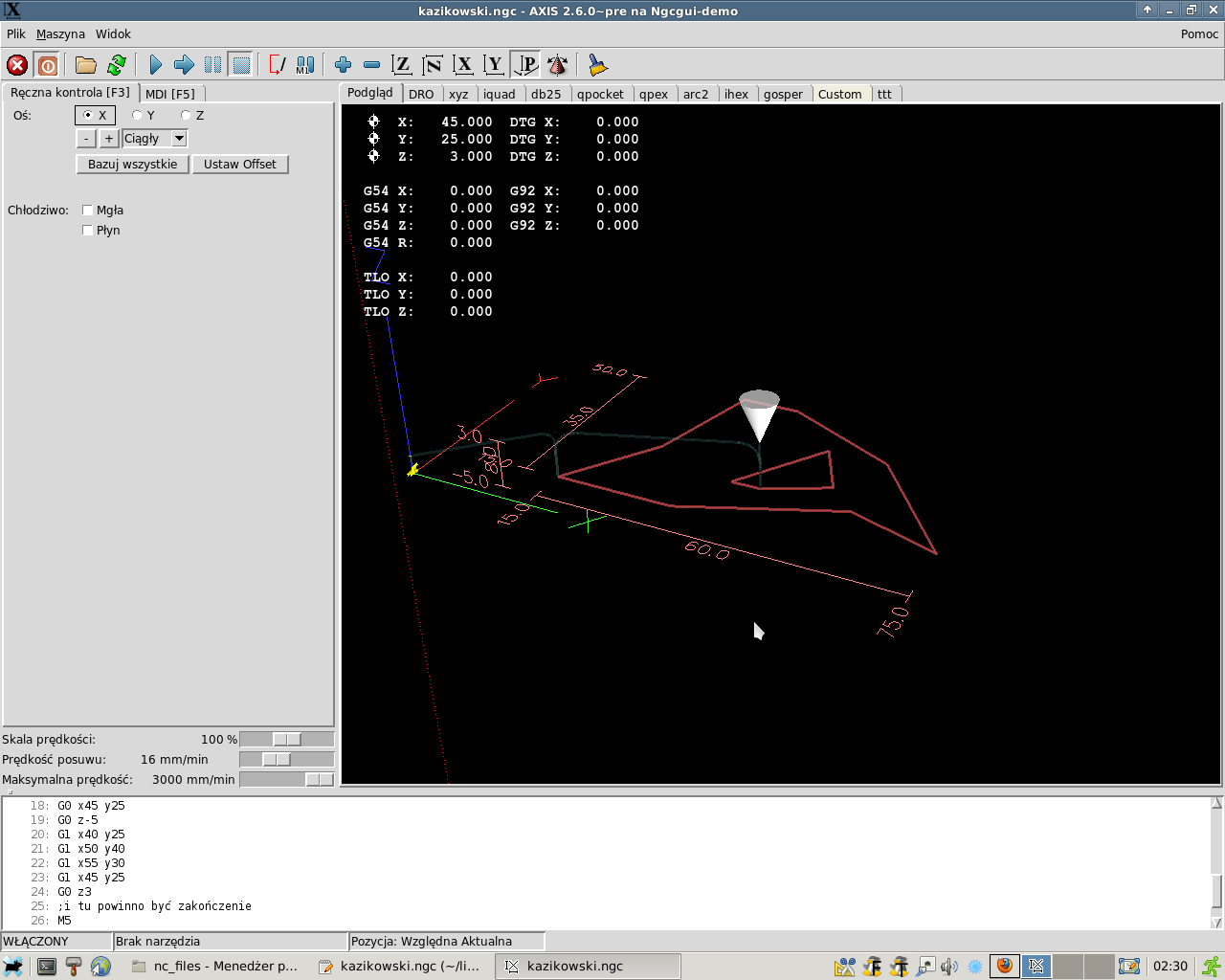
Zapisujesz to jako plik w katalogu nc_files i wciągasz do LinuxCNC poprzez naciśnięcie klawisza O i wybranie tego pliku. Plik ma mieć rozszerzenie .ngc czyli np plik.ngc będzie poprawną nazwą.
- 15 sty 2013, 01:49
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linux CNC-jak to zrozumieć ?
- Odpowiedzi: 139
- Odsłony: 27448
Nie ma znaczenia - konfigurator i tak to wszystko mnoży przez siebie i zapisuje jedną liczbą w pliku .ini jako parametr SCALE dla danej osi.
To masz ustawić raz na zawsze tak, żeby maszyna jechała w każdej osi dokładnie tyle, ile jej każesz.
tuxcnc miał o tyle rację, że jakieś podstawy G-code musisz jednak znać.
Po odpaleniu programu zbazuj osie, i wciśnij klawisz F5. W polu "Polecenie MIDI" wpisz
G0 x10
i naciśnij "Wyślij" - wrzeciono ma się przesunąć dokładnie o centymetr w osi X. Ale uwaga - tak jest wyłącznie w przypadku, gdy startuje z punktu zero na osi.
Jak wpiszesz
G0 x100
wrzeciono ma się przesunąć o 100 milimetrów. Od punktu zero na osi X.
jak zamiast G0 x100 wpiszesz G0 y 100, to wrzeciono ma jechać w osi Y do punktu 100 (mm albo cali - zależy, jaką jednostkę ustawiłeś w trakcie konfiguracji. W Polsce używamy milimetrów.
Polecenie G0 x100 mówi programowi: Jedź szybkim posuwem po osi X do punktu 100 na niej.
Możesz jednym poleceniem kazać wrzecionu poruszać się w dwóch, albo trzech osiach na raz:
G0 x100 y100 z100 spowoduje ruch we wszystkich trzech osiach do punktów 100 na nich. Dobierając odpowiednio te cyferki przy literach x, y, z możesz wysłać swoje wrzeciono w dowolny punkt swojej przestrzeni roboczej na maszynie.
[ Dodano: 2013-01-15, 02:02 ]
Jak na razie masz to totalnie źle ustawione. Programowi kazałeś frezować całe imię - i on je frezuje, ale tak małe, że wydaje ci się, że to litera I.
Jesteś pewien, że twój sterownik jest skonfigurowany na półkroki? Bo masz skalę ustawioną na 400 - to by dawało jeden obrót wału silnika na milimetr drogi wrzeciona, tymczasem ono robi jakieś setne milimetra realnie.
Wpisz w tym configu wartości, które będą dawały coraz wyższe wartości skali dla osi, aż zobaczysz, że zbliżasz się do właściwych wymiarów. Wystarczy, jak będziesz zwiększał jeden parametr - tylko bez przesady, żeby ci maszynka z ramek nie chciała wyjechać
Długość stołu w tej osi ustawiłeś na 8 mm - naprawdę jest taki krótki?
To masz ustawić raz na zawsze tak, żeby maszyna jechała w każdej osi dokładnie tyle, ile jej każesz.
tuxcnc miał o tyle rację, że jakieś podstawy G-code musisz jednak znać.
Po odpaleniu programu zbazuj osie, i wciśnij klawisz F5. W polu "Polecenie MIDI" wpisz
G0 x10
i naciśnij "Wyślij" - wrzeciono ma się przesunąć dokładnie o centymetr w osi X. Ale uwaga - tak jest wyłącznie w przypadku, gdy startuje z punktu zero na osi.
Jak wpiszesz
G0 x100
wrzeciono ma się przesunąć o 100 milimetrów. Od punktu zero na osi X.
jak zamiast G0 x100 wpiszesz G0 y 100, to wrzeciono ma jechać w osi Y do punktu 100 (mm albo cali - zależy, jaką jednostkę ustawiłeś w trakcie konfiguracji. W Polsce używamy milimetrów.
Polecenie G0 x100 mówi programowi: Jedź szybkim posuwem po osi X do punktu 100 na niej.
Możesz jednym poleceniem kazać wrzecionu poruszać się w dwóch, albo trzech osiach na raz:
G0 x100 y100 z100 spowoduje ruch we wszystkich trzech osiach do punktów 100 na nich. Dobierając odpowiednio te cyferki przy literach x, y, z możesz wysłać swoje wrzeciono w dowolny punkt swojej przestrzeni roboczej na maszynie.
[ Dodano: 2013-01-15, 02:02 ]
Jak na razie masz to totalnie źle ustawione. Programowi kazałeś frezować całe imię - i on je frezuje, ale tak małe, że wydaje ci się, że to litera I.
Jesteś pewien, że twój sterownik jest skonfigurowany na półkroki? Bo masz skalę ustawioną na 400 - to by dawało jeden obrót wału silnika na milimetr drogi wrzeciona, tymczasem ono robi jakieś setne milimetra realnie.
Wpisz w tym configu wartości, które będą dawały coraz wyższe wartości skali dla osi, aż zobaczysz, że zbliżasz się do właściwych wymiarów. Wystarczy, jak będziesz zwiększał jeden parametr - tylko bez przesady, żeby ci maszynka z ramek nie chciała wyjechać
Długość stołu w tej osi ustawiłeś na 8 mm - naprawdę jest taki krótki?
- 13 sty 2013, 14:53
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linux CNC-jak to zrozumieć ?
- Odpowiedzi: 139
- Odsłony: 27448
- 13 sty 2013, 13:53
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linux CNC-jak to zrozumieć ?
- Odpowiedzi: 139
- Odsłony: 27448
Coś ci się something pojebałos'. Toć ja tego nie wstawiłem w źródła LinuxCNC, pobierane z serwera. Ja tylko napisąłem tutka, jak to zrobić. Jak ktoś będzie chciał, i potrzebował - skorzysta. I nie obchodzi mnie, czy tych ktosiów będzie więcej niż jeden, czy dwóch.
Słowem - udostępniłem wiedzę o konkretnej potencjalnej możliwości. I to możliwości dużo bardziej przezroczystej dla użytkownika, niż NGCGUI. Ta funkcjonalność nic nie dodaje do interfejsu LinuxCNC. Dwie linijki w configu LinuxCNC i jedna zmiana w configu dxf2gcode powodują, że LinuxCNC automatycznie rozpoznaje wciągany plik dxf, i wywołuje okienko dxf2gcode. Po poustawianiu w nim parametrów wynik jest eksportowany wprost do Axis.
A ty robisz awanturę, jakbym co najmniej pół LinuxCNC kazał wykasować, żeby se wczytać dxf-a.
Słowem - udostępniłem wiedzę o konkretnej potencjalnej możliwości. I to możliwości dużo bardziej przezroczystej dla użytkownika, niż NGCGUI. Ta funkcjonalność nic nie dodaje do interfejsu LinuxCNC. Dwie linijki w configu LinuxCNC i jedna zmiana w configu dxf2gcode powodują, że LinuxCNC automatycznie rozpoznaje wciągany plik dxf, i wywołuje okienko dxf2gcode. Po poustawianiu w nim parametrów wynik jest eksportowany wprost do Axis.
A ty robisz awanturę, jakbym co najmniej pół LinuxCNC kazał wykasować, żeby se wczytać dxf-a.
- 13 sty 2013, 13:06
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linux CNC-jak to zrozumieć ?
- Odpowiedzi: 139
- Odsłony: 27448
Nie, mój drogi - to ty wyciągasz pochopne wnioski. Dołożenie obsługi dxf-ów przez dxf2gcode niczym nie ogranicza funkcjonalności LinuxCNC. A ty do tego włąśnie tak podszedłeś, jakbym twój ukochany program z czegoś okastrował.
Nie ogranicza też możliwości używania dxf2gcode jako osobnego programu równolegle. Dokładnie tak samo, jak osobno można wywołać NGCGUI.
Nie ogranicza też możliwości używania dxf2gcode jako osobnego programu równolegle. Dokładnie tak samo, jak osobno można wywołać NGCGUI.






