Potrzebne jest więcej informacji o maszynie: 4 osie, 5 osi, głowica- oś A czy B, osie obrotowe pełne czy indeksowane, jakie sterowanie?
Do obróbki pod kątem stosuje się cykl 19 PLASZCZYZNA ROBOCZA, opcjonalnie przed nim może stać cykl 7 PUNKT BAZOWY. Na iTNC 530 z nowszymi softami zamiast cyklu 19 możesz użyć funkcji PLANE. Układ współrzędnych obraca się, wraz z nim osie na zadaną pozycję a obróbkę prowadzi się nadal tak jak w płaszczyźnie XY -frezowanie, wiercenie itd.
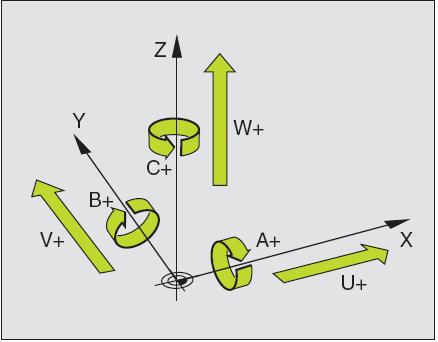
W cyklu 19 lub PLANE wykorzystujesz zasadę:
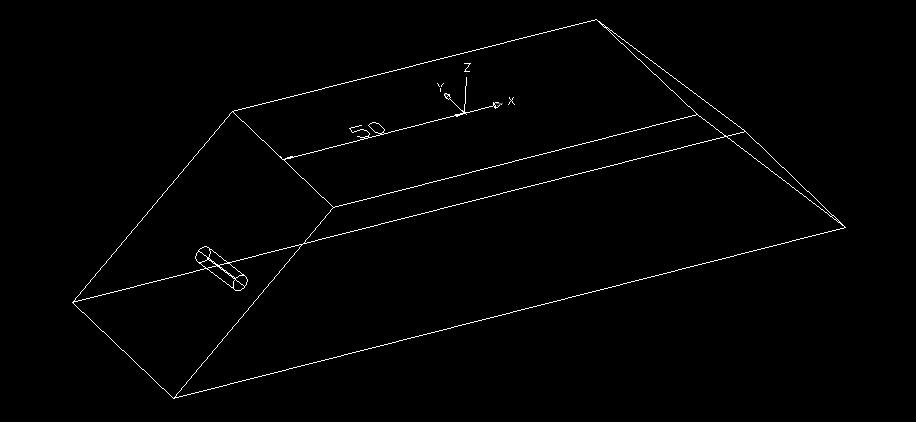
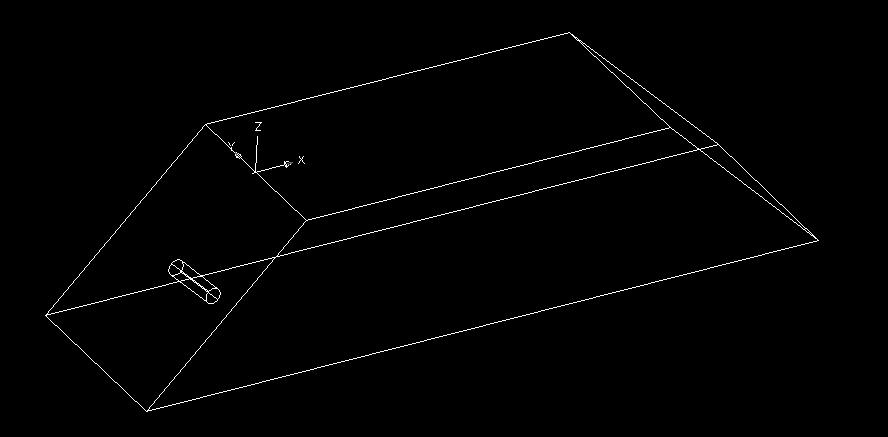
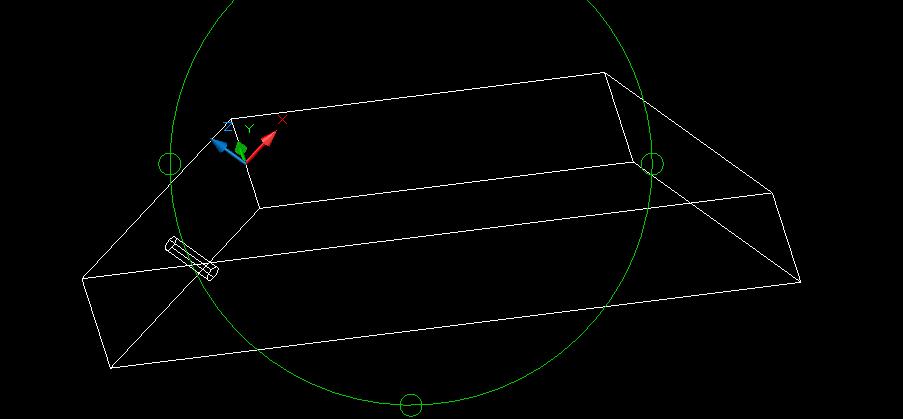
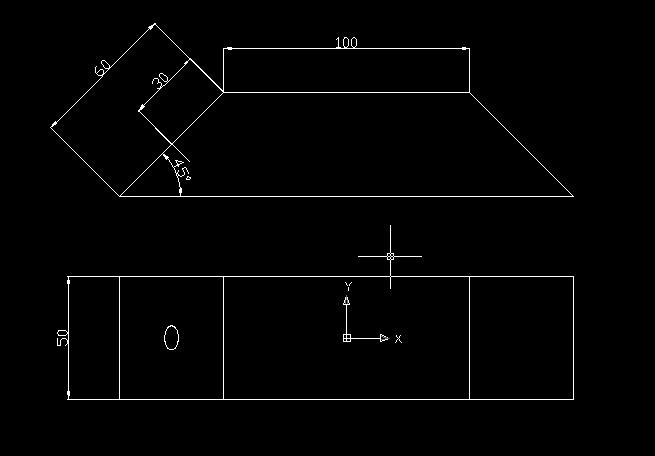
Przykład na maszynie 5 osi, głowica B/ stół C, uzupełniłem rysunek dla lepszego zrozumienia, baza w centrum na detalu, położenie względem XY jak na maszynie:
0 BEGIN PGM faza_45_c19 MM
1 TOOL CALL 1 Z S1500 ;GLOWICA_40
2 CALL LBL 1 ;PIERWSZA STRONA
3 L B+Q121 C+Q122 X-15 Y+50 Z+100 R0 FMAX M3
4 L Z+0 R0 FMAX
5 L Y-50 R0 F800
6 L X-40
7 L Y+50
8 L Z+200 R0 FMAX
9 CALL LBL 2 ;DRUGA STRONA
10 L B+Q121 C+Q122 X+15 Y+50 Z+100 R0 FMAX
11 L Z+0 R0 FMAX
12 L Y-50 R0 F800
13 L X+40
14 L Y+50
15 L Z+200 R0 FMAX
16 TOOL CALL 2 Z S2000 ;WIERTLO_8.5
17 CALL LBL 1
18 L B+Q121 C+Q122 X-30 Y+0 Z+100 R0 FMAX M3
19 CYCL DEF 200 WIERCENIE ~
Q200=+5 ;BEZPIECZNA WYSOKOSC ~
Q201=-20 ;GLEBOKOSC ~
Q206=+250 ;WARTOSC POSUWU WGL. ~
Q202=+20 ;GLEBOKOSC DOSUWU ~
Q210=+0 ;PRZER. CZAS.NA GORZE ~
Q203=+0 ;WSPOLRZEDNE POWIERZ. ~
Q204=+200 ;2-GA BEZPIECZNA WYS. ~
Q211=+0 ;PRZERWA CZAS. DNIE
20 CYCL CALL
21 TOOL CALL 3 Z S500 ;GWINT_M10
22 CALL LBL 1
23 L B+Q121 C+Q122 X-30 Y+0 Z+100 R0 FMAX M3
24 CYCL DEF 207 GWINTOWANIE GS-NOWE ~
Q200=+5 ;BEZPIECZNA WYSOKOSC ~
Q201=-18 ;GLEBOKOSC GWINTU ~
Q239=+1.5 ;SKOK ~
Q203=+0 ;WSPOLRZEDNE POWIERZ. ~
Q204=+200 ;2-GA BEZPIECZNA WYS.
25 CYCL CALL
26 CYCL DEF 19.0 PLASZCZ.ROBOCZA
27 CYCL DEF 19.1 A+0 B+0 C+0
28 CYCL DEF 19.0 PLASZCZ.ROBOCZA
29 CYCL DEF 19.1
30 L B+Q121 C+Q122 Z+200 R0 FMAX
31 M30
32 LBL 1
33 CYCL DEF 19.0 PLASZCZ.ROBOCZA
34 CYCL DEF 19.1 A+0 B+0 C+0
35 CYCL DEF 7.0 PUNKT BAZOWY
36 CYCL DEF 7.1 X-50
37 CYCL DEF 7.2 Y+0
38 CYCL DEF 7.3 Z+0
39 CYCL DEF 19.0 PLASZCZ.ROBOCZA
40 CYCL DEF 19.1 B-45
41 LBL 0
42 LBL 2
43 CYCL DEF 19.0 PLASZCZ.ROBOCZA
44 CYCL DEF 19.1 A+0 B+0 C+0
45 CYCL DEF 7.0 PUNKT BAZOWY
46 CYCL DEF 7.1 X+50
47 CYCL DEF 7.2 Y+0
48 CYCL DEF 7.3 Z+0
49 CYCL DEF 19.0 PLASZCZ.ROBOCZA
50 CYCL DEF 19.1 B+45
51 LBL 0
52 END PGM faza_45_c19 MM
jeśli głowica obrotowa to oś A to ''B+Q121'' musi być zastąpione "A+Q120''
I to samo z PLANE (jeśli jest w dyspozycji):
0 BEGIN PGM FAZA_45_PLANE MM
1 TOOL CALL 1 Z S1500 ;GLOWICA_40
2 CALL LBL 1
3 L X-15 Y+50 Z+100 R0 FMAX M3
4 L Z+0 R0 FMAX
5 L Y-50 R0 F800
6 L X-40
7 L Y+50
8 L Z+200 R0 FMAX
9 CALL LBL 2 ;DRUGA STRONA
10 L X+15 Y+50 Z+100 R0 FMAX
11 L Z+0 R0 FMAX
12 L Y-50 R0 F800
13 L X+40
14 L Y+50
15 L Z+200 R0 FMAX
16 TOOL CALL 2 Z S2000 ;WIERTLO_8.5
17 CALL LBL 1
18 L X-30 Y+0 Z+100 R0 FMAX M3
19 CYCL DEF 200 WIERCENIE ~
Q200=+5 ;BEZPIECZNA WYSOKOSC ~
Q201=-20 ;GLEBOKOSC ~
Q206=+250 ;WARTOSC POSUWU WGL. ~
Q202=+20 ;GLEBOKOSC DOSUWU ~
Q210=+0 ;PRZER. CZAS.NA GORZE ~
Q203=+0 ;WSPOLRZEDNE POWIERZ. ~
Q204=+200 ;2-GA BEZPIECZNA WYS. ~
Q211=+0 ;PRZERWA CZAS. DNIE
20 CYCL CALL
21 TOOL CALL 3 Z S500 ;GWINT_M10
22 CALL LBL 1
23 L X-30 Y+0 Z+100 R0 FMAX M3
24 CYCL DEF 207 GWINTOWANIE GS-NOWE ~
Q200=+5 ;BEZPIECZNA WYSOKOSC ~
Q201=-18 ;GLEBOKOSC GWINTU ~
Q239=+1.5 ;SKOK ~
Q203=+0 ;WSPOLRZEDNE POWIERZ. ~
Q204=+200 ;2-GA BEZPIECZNA WYS.
25 CYCL CALL
26 PLANE RESET MOVE DIST200 FMAX
27 M30
28 LBL 1
29 PLANE RESET STAY
30 CYCL DEF 7.0 PUNKT BAZOWY
31 CYCL DEF 7.1 X-50
32 CYCL DEF 7.2 Y+0
33 CYCL DEF 7.3 Z+0
34 PLANE SPATIAL SPA+0 SPB-45 SPC+0 TURN FMAX SEQ+ TABLE ROT
35 LBL 0
36 LBL 2
27 PLANE RESET STAY
38 CYCL DEF 7.0 PUNKT BAZOWY
39 CYCL DEF 7.1 X+50
40 CYCL DEF 7.2 Y+0
39 CYCL DEF 7.3 Z+0
40 PLANE SPATIAL SPA+0 SPB+45 SPC+0 TURN FMAX SEQ+ TABLE ROT
41 LBL 0
42 END PGM FAZA_45_PLANE MM
Oczywiście struktura programu może być inna, ja biorę to w LBL w celu odchudzenia programu