



Znaleziono 3 wyniki
Wróć do „Linux CNC do sterowania pila tasmową”
- 20 mar 2020, 14:25
- Forum: INNE MASZYNY i URZĄDZENIA
- Temat: Linux CNC do sterowania pila tasmową
- Odpowiedzi: 5
- Odsłony: 1718
Re: Linux CNC do sterowania pila tasmową
Dzięki za podpowiedź kolego Adam maszynotwór Tak właśnie podpowiadał mi też jeden kolega z forum żeby użyć Linux ladder ale nie bardzo wiem jak się za to zabrać bo dosyć zagmatwane to jest i nawet nie wiem od czego zaczac, wiec zaczolem szukac prostszych komend .Póki co po kolei wszystko rozpracowuje troche informacji juz zebralem, kilkanascie godzin czytania roznych przyklafow po polsku i angielsku w wiekszosci.Wiem na pewno że komenda M66 mi się przyda do tej krańcówki w imadle. A to 5 sekundowe opóźnienie w otwarciu lub zamknięciu imadła zrealizuję za pomocą G4 czyli postój na przykład 3 sekundy zanim oś z imadłem zacznie się poruszać. Oglądałem twoje filmy dużo pomogły aczkolwiek to już jest inny stopień zaawansowania i powoli się uczę
- 19 mar 2020, 15:40
- Forum: INNE MASZYNY i URZĄDZENIA
- Temat: Linux CNC do sterowania pila tasmową
- Odpowiedzi: 5
- Odsłony: 1718
Re: Linux CNC do sterowania pila tasmową
Mam w nie dalekiej przyszlosci w planach przerobke tej pily na gantry loader do tokarki wiec sterownik na 3 osie i tak bedzie podlaczony.Ale najpierw musze uporac sie z automatyzacja pily a potem doloze poprzeczke nad pila i tokarka po ktorej ma jezdzic ramie i zacisk pneumatyczny.Wolalbym na linuxie bo sterownik lezy nie uzywany i tak
- 19 mar 2020, 15:30
- Forum: INNE MASZYNY i URZĄDZENIA
- Temat: Linux CNC do sterowania pila tasmową
- Odpowiedzi: 5
- Odsłony: 1718
Linux CNC do sterowania pila tasmową
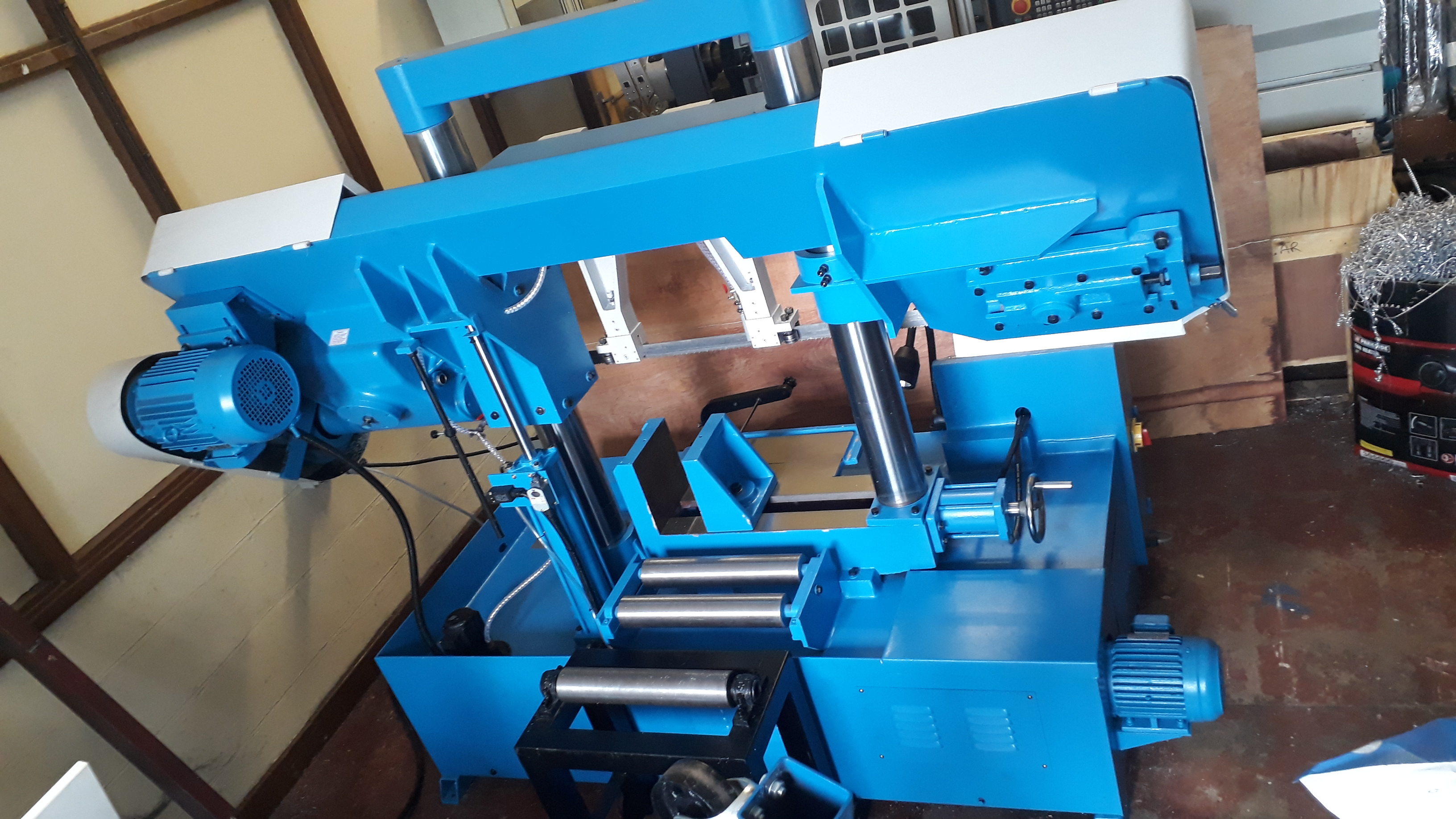
Witam, prosze o pomoc w ogarnieciu konfiguracji sterowania pily tasmowej Linuxem, pila jest polautomatyczna i posiada hydrauliczny zacisk imadla zamierzam dorobic drugie imadlo i praca pily w zalozeniu ma byc w pelni automatyczna. Oprocz ladowania materialu oczywiscie .
Zadanie Linuxa w skrocie to:
-po otwarciu/ zadzialaniu krancowki NC na pierwszym glownym imadle, drugie imadlo (ktore jest zacisniete na materiale i wczesniej bylo zbazowane, i znajduje sie w odpowiednim miejscu a os na ktorej jest zamocowane imadlo ruchome nr 2 to os Z) ma: dojechac w strone imadla glownego nr1 o wpisana wartosc np 20mm nastepnie imadlo nr 1 ma sie zamknac zamykajac krancowke z kolei ten sygnal ma dac sygnal na przekaznik ktory da sygnal do stycznika glownego silnika uruchamiajac opad ramienia i prace pily w dol z rownoczwsnym sygnalem do imadla nr 2 ze ma otworzyc szczeki w pelni i odjechac do tylu o 20mm i zacisnac sie.Ma czekac w tym polozeniu zacisniete az do momentu kiedy imadlo nr 1 znowu sie otworzy i krancowka znowu zostanie otwarta i zadanie ma byc powtorzone jeszcze raz .Reszta pracy bedzie wykonana przez przekazniki ktore juz w tym momencie czynia prace pily polautomatyczna po dolaczeniu linuxa i drugiegk imadla praca bedzie w pelbi automatyczna .Prosze o pomoc
Zadanie Linuxa w skrocie to:
-po otwarciu/ zadzialaniu krancowki NC na pierwszym glownym imadle, drugie imadlo (ktore jest zacisniete na materiale i wczesniej bylo zbazowane, i znajduje sie w odpowiednim miejscu a os na ktorej jest zamocowane imadlo ruchome nr 2 to os Z) ma: dojechac w strone imadla glownego nr1 o wpisana wartosc np 20mm nastepnie imadlo nr 1 ma sie zamknac zamykajac krancowke z kolei ten sygnal ma dac sygnal na przekaznik ktory da sygnal do stycznika glownego silnika uruchamiajac opad ramienia i prace pily w dol z rownoczwsnym sygnalem do imadla nr 2 ze ma otworzyc szczeki w pelni i odjechac do tylu o 20mm i zacisnac sie.Ma czekac w tym polozeniu zacisniete az do momentu kiedy imadlo nr 1 znowu sie otworzy i krancowka znowu zostanie otwarta i zadanie ma byc powtorzone jeszcze raz .Reszta pracy bedzie wykonana przez przekazniki ktore juz w tym momencie czynia prace pily polautomatyczna po dolaczeniu linuxa i drugiegk imadla praca bedzie w pelbi automatyczna .Prosze o pomoc






