Sprawa umarła śmiercią naturalną.
Ogólnie kolega który spawa aluminium na co dzień przyszedł do mnie ze swoim aluminium , ustawił spawarkę po swojemu i spaw wyszedł mu taki jak z filmów na YT czyli po prostu ładny.
Mi spawy ogólnie słabo wychodzą ze względu na brak precyzji w ręce i to nawet na nierdzewce potrafię zewrzeć kilka razy na minutę elektrodę bo łapa mi się trzęsie...
Od tamtego czasu jak kupiłem spawarkę to robiłem próby przez 2 tyg , potem się poddałem i leżała w kartonie do dziś....
Ogólnie jeśli ktoś by chciał to mogę odsprzedać tą spawarkę - można rzec praktycznie nową spawarkę
Mam miga którym spawam prawie co dzień , ale widać z tigiem mi nie po drodze...
Próbowałem już wszystkiego...
Czyścilem nawet drut , materiał jechałem papierem i potem acetonem.
Dalej brzydko...
Wydaje mi się ,że powodem jest materiał spawany...
Bo na samym początku próbowałem zespawać 2 rurki alu .
Zrobiłem to bez zbytniej zabawy - rurki przetarłem szmatą z kurzu i zespawałem i spaw wyglądał ok...
Muszę kupić kawałek alu takiego jak gościu spawa na kanale:
acetylenek pisze:Nie zależnie od tego powinno się dobrze dać spawać za pomocą "normalnych" rozmiarów w zakresie do 200A i z ładnie lśniącym licem.
Dać się pewnie da ale dla początkującego lepiej jak jest większa osłona gazowa.
acetylenek pisze:Dasz radę zrobić filmik jak spawasz?
Dam radę , ale to temat na następny tydzień jak odkopię się z innych tematów.
acetylenek pisze:Może wyskalowanie rotametru jest niewłaściwe miałem taki który dawał przepływ kilkanaście jak pokazywał 5. Może u Ciebie jest odwrotnie?
Raczej bym w to wątpił , bo przy 20l/min to gaz z małej butli schodzi w oczach;)
acetylenek pisze:Puls pomaga też złapać tempo dodawania drutu.
No właśnie mi bardzo pomaga w dodawaniu drutu
Dziś udało mi się położyć już kilka ładnych spawów.
Dochodzę do wniosku ,że to kwestia bardziej wprawnego spawania i doboru parametrów.
Na pewno ta soczewka jumbo mi pomoże w tym wszystkim.
No i podstawowa sprawa to ostrzenie elektrody!
Muszę zrobić przystawkę aby to robić powtarzalnie i dobrze.
Bo teraz to jest tak na pałę...
luckash pisze:Jak dodajesz drut to nie odsuwaj go zbyt daleko od osłony gazowej. I spawaj bez pulsu na początek.
Właśnie zuważyłem teraz ,że jak używam pulsu to mam lepszą kontrolę nad wprowadzanym ciepłem.
Zauważyłem też ,że spaw przegrzewałem dlatego wcześniej bo było bez pulsu.
Robił się spaw wtedy krupiasty .
Teraz ogarnąłem w miarę parametry i to co mówisz właśnie żeby nie odsuwać drutu też działa dobrze...
Ogólnie to mam wrażenie ,że słabo działa osłona gazowa.
Mimo soczewki gazowej i dyszy 7 przy przepływie 7,5l/min to słabo działa bo lepsze spawy mi wychodzą przy przepływie 15-20l/min co jest już bardzo dużym przepływem.
Dobra panowie , nie wytrzymałem i chwilę temu wróciłem z warsztatu
A więc od początku.
Gaz 4.8
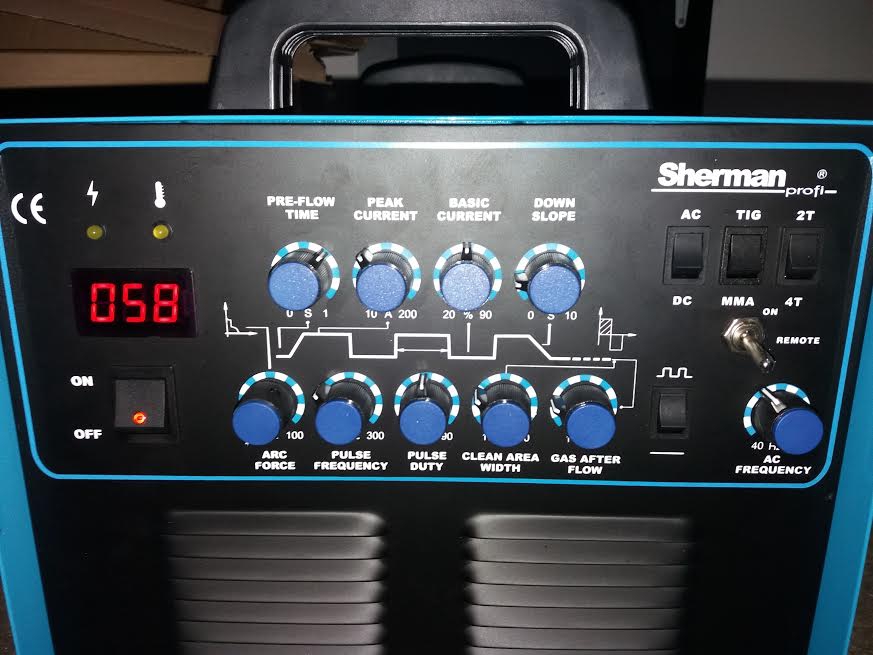
Parametry ustawiłem jak niżej
Gaz na 7,5l/min
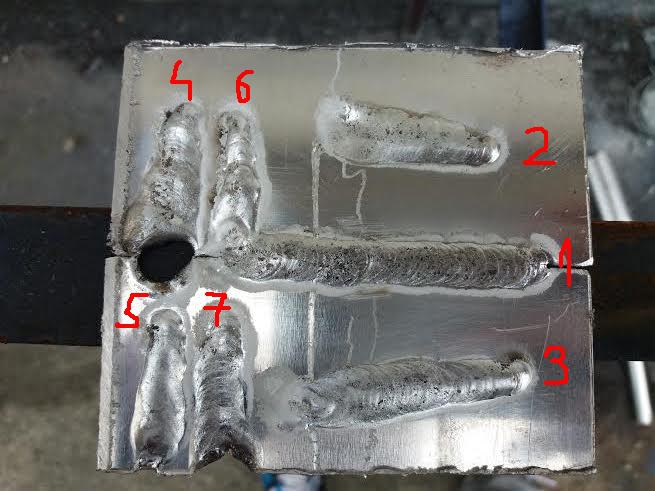
Zrobiłem trzy spawy
Górny i dolny z drutem
Widać wtrącenia , spaw matowy i krupiasty.
Dla porównania , po środku przespawałem bez drutu....
No i teraz moje wnioski.
Jak dodaję drutu to wypływają mi te czarne boby...
Jak przejadę blaszkę bez drutu samym łukiem to spaw jest gładki i błyszczący.
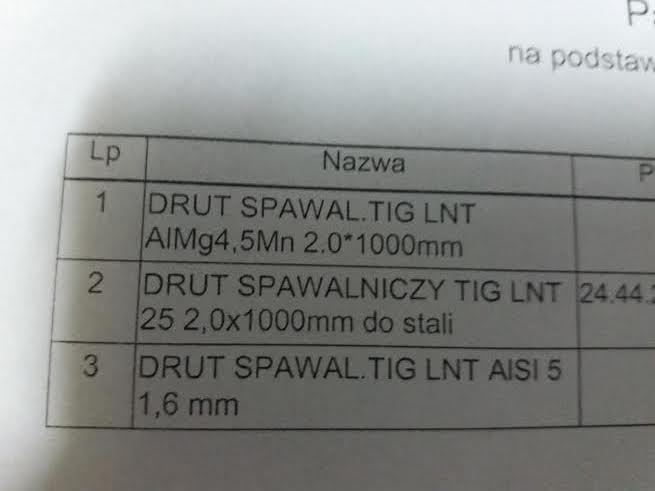
Drut jeden mam ER5183 a drugi ER4043 - takie cechy są wybite.
Na fakturze są opisane tak:
Więc teraz pytanie do znawców ...
Co jest z tym drutem nie halo i gdzie szukać drutu który jest ok.
Co do elektrody to spawałem lantanową 2,4 i porcelanka 6.
Wcześniej też spawałem porcelanką 6 a nie 7 jak pisałem mimo ,że 7 leży w pudełku ale już po zabawie się skapnąłem:(
Tu chyba ktoś się pomylił przy tej lantanowej.
Bo wszędzie piszą ,że jednak nadaje się do alu.
No i chłopaki z weldingtipstrics na YT też podają ,że spawają 2% lantanową....
acetylenek pisze:Najprościej zwiększ przepływ na reduktorze/rotametrze. Jak nie pomoże cofnij elektrodę tak by wystawała nie więcej niż 1 do 2mm poza płaszczyznę dyszy.
Mam soczewkę gazową i porcelankę 7kę , przepływ ustawiłem na 10-11 litrów.
Z tego co na filmie było to gościu miał przepływ 15cfh co w przeliczeniu daje 7,5 litra na minutę.
Wiatr u mnie nie jest możliwy , było to w głębi warsztatu i na 90% nie jest to to
Być może za duży przepływ gazu jak na soczewkę i rozprasza osłonę?
Butla była nowa razem ze spawarką dostarczona.
Taka coś jak to: http://allegro.pl/pelna-butla-argon-czy ... 93128.html
Muszę zerknąć na etykietę co tam napisane jest na butli.
Ale wątpię aby dodawali do Tiga AC butlę z gazem ,do której potem ktoś miał by mieć jakieś ALE.
Skoro mówisz ,że balans i oczyszczanie było ok to wychodzą 2 rzeczy które trzeba sprawdzić:
-Zmniejszyć przepływ gazu do takiego poziomu jak na filmie
-Zmienić materiał - może g** aluminium
Elektroda raczej odpada , bo ten pierwszy spaw wykonywałem świeżo zaostrzoną , którą kupiłem w sklepie....
Więc tak , sprawa puki co odłożona do wtorku:(
Sprawdzę gaz , spróbuję innych parametrów - może mocniejsze oczyszczanie.
Na koniec zobaczę inny materiał ....
Petroholic pisze:Ja raz tak zrobiłem w lecie (podkoszulek i krótkie rękawice)
Właśnie to mnie zawsze zastanawiało.
Amerykańce w tv czy to OCC z chopperami czy inny program zawsze do tiga w krótkim rękawku i czasami nawet bez rękawic
Ja jestem zwolennikiem rękawic i koszuli flanelowej
Dobra to teraz o dzisiejszej próbie.
Niestety znów szybkiej bo czasu nie było na coś konkretniejszego.
Elektroda szara 3.2
Blaszki ucięte kątówką , trochę przytępione , do tego dokładnie acetonem 2x przemyte. Powierzchnia po acetonie jak by matowiała trochę.
Prąd 140A w pulsie , bazowy na 50%
Częstotliwość pulsu ok 200Hz
Balans ok 25% Częstotliwość AC około 80Hz
Przy powyższych parametrach powstał spaw 1,2,3
No i kurna znów te cholerne kropki czarne nawet tam gdzie blacha płaska.
Spaw 4,5 wykonany tak samo z tym ,że prąd w pulsie na 120A
Spaw 5,6 to samo a prąd 100A
Zastanawia mnie jeszcze sprawa tego balansu.
Bo w necie piszą ,że ustawia się w granicach 20-30%
Tymczasem w filmiku od 6:45.....
Gościu ustawia balans na 99% i wychodzą mu takie kropki jak mi.
Schodzi z balansem do 60% i wtedy mu spaw wygląda jak marzenie...
Teraz pytanie czy to ja ustawiam źle balans czy to oni balans liczą procentowo od złej strony?
Tu przy 6:20 napisane jest ,że balans 65% i ładnie idzie
Tu znów 0:29 balans ustawia na 75%
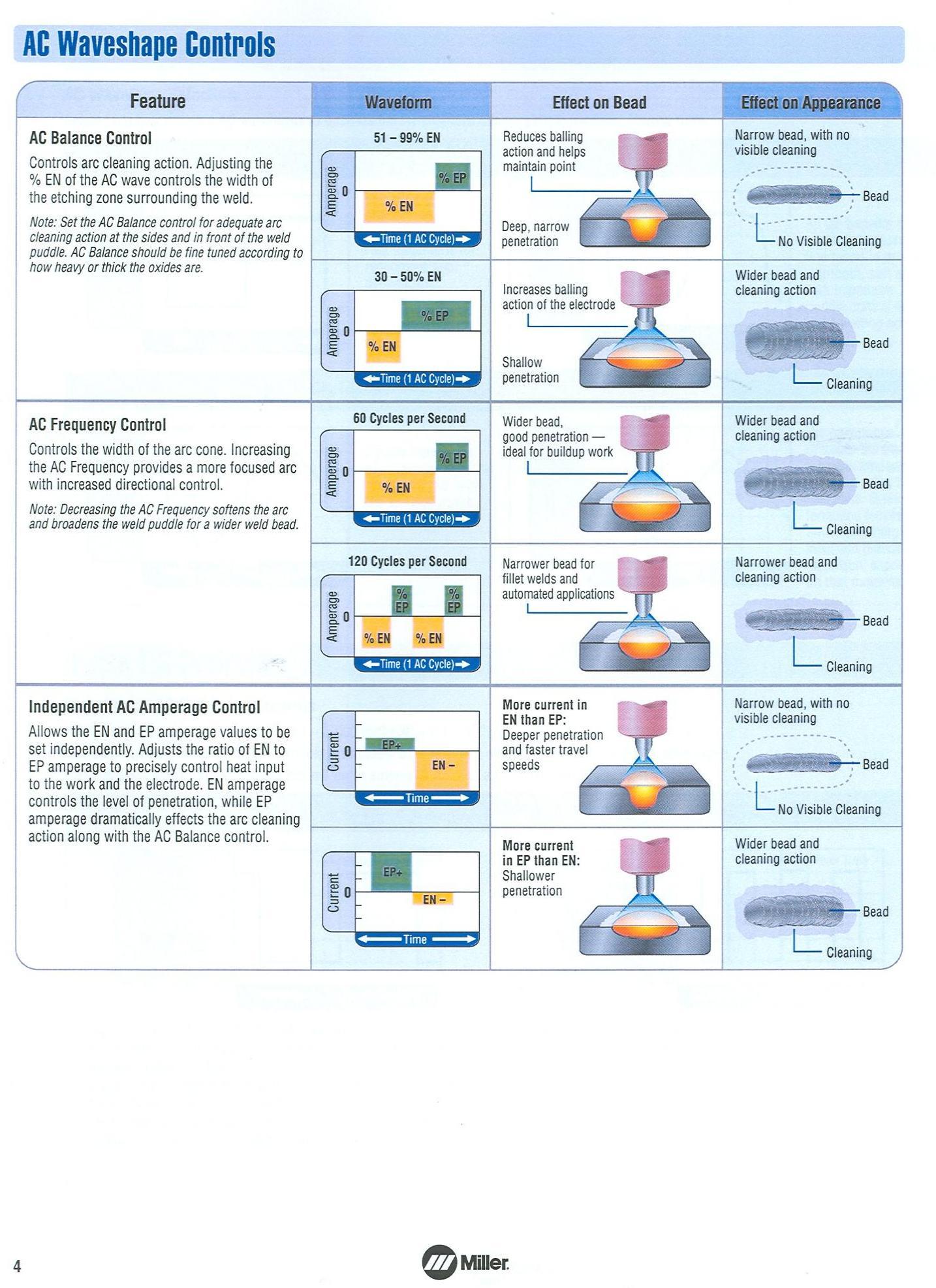
Według obrazka poniżej wynika to samo co na filmach powyżej:
Czy w sumie ja to źle ustawiam i powinienem zwiększyć ten balans do 60%?
Przyznam ,że trochę już zgłupiałem...
Bo ciężko mi uwierzyć ,że źle odtłuściłem blachę itp.
Doszło do tego ,że nawet spoiwo przejechałem acetonem:D
Więc wydaje się ,że muszę zwiększyć balans powyżej 50%....
Co koledzy o tym myślą?
Tylko jeszcze jedna rzecz nie daje mi spokoju ...
Bo na fotce wyżej widać ,że balans do stosunek połówki ujemnej do dodatniej.
Natomiast w instrukcji mojego szermana cyt:
"służy do regulacji balansu prądu (stosunek czasu trwania połówki dodatniej do połówki ujemnej)"
Więc faktycznie tak jak by skala odwrotna...
No nic , muszę próbować.
Mam już podocinane te blaszki , tak ,że we wtorek usiądę do tego na jakąś godzinkę i będę męczył ten balans....
Jeszcze gdzieś doczytałem ,że na 1mm elektrody 40A się przyjmuje...
Więc przyjmujac 200A w piku i 50% prąd bazy to wychodzi średnio 150A...
Jak by nie patrzeć to chyba już pod elektrodę 4mm podchodzi
Dobrze myślę?