



Dodane 58 minuty :
Posiedziałem pokombinowałem - coś wyszło i nawet Mach to rozgryza prawidłowo ale mam kilka pytań:
1. Jeśli bym chciał np żeby "referencja" odbywała się tak aby palnik zjeżdzał np do Z50 z prędkością F4000 a od Z50 do G31 z F500 to gdzie i jak to zapisać?
2. Co oznacza:
"function OnPenDown()
if(toolClass == "MarkerTool") or tool > 99 then
if (firstRef) then
Reference()"
Że jeśli narzędzie jest z numerem powyżej 99 to następuje referencja osi Z czy poniżej i następuje jeśli po raz pierwszy tak? Czy wogóle o coś innego tutaj chodzi?
3. Do czego służą funkcje THC On i THC Off - czy przed danym narzędziem tworząc w sheetcam fragment kodu można sterować włączeniem i wyłączeniem THC z poziomu postprocesora? Jaki kod należałoby utworzyć w sheetcam aby włączał THC i wyłączał?
Z tego co rozumiem to np narzędzie 1-99 będzie miało włączone THC a 100-99999 będzie wyłączone tak ale poprzez załączenie wyjścia czy przycisk który się "Świeci" w Machu?
Znalazłem jeszcze opcje makr m101 i m102 patrzące na wskaźnik LED THC ale nie bardzo mi to wychodzi - ma ktoś coś takiego żeby działało?
Taki postprocesor mi wyszedł:
Znaleziono 3 wyniki
- 09 lis 2018, 11:05
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: Grawerka do plazmy
- Odpowiedzi: 3
- Odsłony: 1322
- 04 lis 2018, 12:10
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: Grawerka do plazmy
- Odpowiedzi: 3
- Odsłony: 1322
Re: Grawerka do plazmy
A więc tak:
Grawerka jako osobna oś pionowa zawieszona będzie na liniale z wózkiem HIWIN sterowanym siłownikiem pneumatycznym a więc przy grawerowaniu napisów na elementach oś Z jest nieruchoma - chodzi o to że np rysuję rysunek detalu i inną warstwą / conturem napis do wygrawerowania. Robiąc w sheetcam program do cięcia chce aby jedno narzędzie które sobie przypisze np jako "Grawerka" będzie mi sterować "tylko" grawerką a więc elektrozaworem poprzez np M04 przypisane do wyjścia sterującego, który spowoduje wysunięcie się siłownika wraz z grawerką i załączenie jej (spięte mechanicznie).
Widok z góry osi X (od przodu maszyny) na mocowania narzędzi czyli grawer ucieka w "-" osi X :
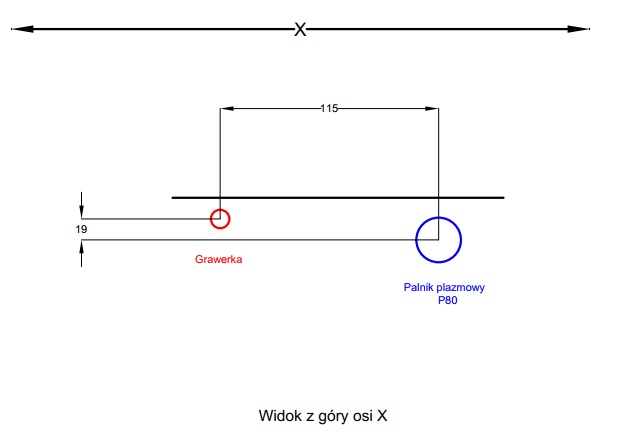
Dodatkowo dochodzi sprawa przypisania przesunięcia narzędzia względem palnika plazmowego.
Wygląda to dokładnie tak jak z tego filmiku i tak bym chciał żeby działało:
Detekcja materiału jest zapisana w postprocesorze z tego co pamiętam jako G92 ale nie jestem pewny - jutro będę przy maszynie więc dokładnie sprawdzę - nie jest to realizowane przez makro na 100%.
Znalazłem w Sheetcam postprocesor do Mach3 "Mach3 THC with scriber" i faktycznie po wpisaniu mu odsunięcia w postprocesorze narzędzia grawerującego po wrzuceniu do Macha G-kodu widać że jest przesunięte zgodnie z wpisanymi danymi także działa jak chcę (stworzone dodatkowe narzędzie jako "plate marker").
Niestety obawiam się że trzeba będzie scalić oba postprocesory - ten który używam obecnie oraz ten który obsłuży grawerke a tego się ciut boję....
Jutro będę przy maszynie - ściągnę z niej postprocesor który działa do tej pory bardzo dobrze i dorzucę ten który działa z grawerką i może ktoś z was pomoże mi złożyć dwa w jeden
Grawerka jako osobna oś pionowa zawieszona będzie na liniale z wózkiem HIWIN sterowanym siłownikiem pneumatycznym a więc przy grawerowaniu napisów na elementach oś Z jest nieruchoma - chodzi o to że np rysuję rysunek detalu i inną warstwą / conturem napis do wygrawerowania. Robiąc w sheetcam program do cięcia chce aby jedno narzędzie które sobie przypisze np jako "Grawerka" będzie mi sterować "tylko" grawerką a więc elektrozaworem poprzez np M04 przypisane do wyjścia sterującego, który spowoduje wysunięcie się siłownika wraz z grawerką i załączenie jej (spięte mechanicznie).
Widok z góry osi X (od przodu maszyny) na mocowania narzędzi czyli grawer ucieka w "-" osi X :
Dodatkowo dochodzi sprawa przypisania przesunięcia narzędzia względem palnika plazmowego.
Wygląda to dokładnie tak jak z tego filmiku i tak bym chciał żeby działało:
Detekcja materiału jest zapisana w postprocesorze z tego co pamiętam jako G92 ale nie jestem pewny - jutro będę przy maszynie więc dokładnie sprawdzę - nie jest to realizowane przez makro na 100%.
Znalazłem w Sheetcam postprocesor do Mach3 "Mach3 THC with scriber" i faktycznie po wpisaniu mu odsunięcia w postprocesorze narzędzia grawerującego po wrzuceniu do Macha G-kodu widać że jest przesunięte zgodnie z wpisanymi danymi także działa jak chcę (stworzone dodatkowe narzędzie jako "plate marker").
Niestety obawiam się że trzeba będzie scalić oba postprocesory - ten który używam obecnie oraz ten który obsłuży grawerke a tego się ciut boję....
Jutro będę przy maszynie - ściągnę z niej postprocesor który działa do tej pory bardzo dobrze i dorzucę ten który działa z grawerką i może ktoś z was pomoże mi złożyć dwa w jeden
- 02 lis 2018, 21:38
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: Grawerka do plazmy
- Odpowiedzi: 3
- Odsłony: 1322
Grawerka do plazmy
Witam kolegów po raz kolejny 
Zabieram się za zamontowanie do plazmy grawerki sterowanej pneumatycznie aby oznaczać części i mam dwa problemy - może ktoś z was już to przechodził i pomoże więc byłbym bardzo wdzięczny:
Sterowanie: Mach3
CAM: Sheetcam
1. Chodzi o zrealizowanie odsunięcia - offsetu drugiego narzędzia tzn X-100 Y20 i chyba da się to zrealizować poprzez np G54 zapisanego na stałe w Mach3 - dobrze myślę?
2. Jak w Sheetcam zrobić tzn jakie narzędzie wybrać i jak go przypisać żeby nie wyrzucał kodu do opuszczania i detekcji blachy czyli ruch osią Z tylko żeby na początku wykonywania lini detalu wrzucił kod M04 a na końcu M05 bez ruszania osią Z?
Zabieram się za zamontowanie do plazmy grawerki sterowanej pneumatycznie aby oznaczać części i mam dwa problemy - może ktoś z was już to przechodził i pomoże więc byłbym bardzo wdzięczny:
Sterowanie: Mach3
CAM: Sheetcam
1. Chodzi o zrealizowanie odsunięcia - offsetu drugiego narzędzia tzn X-100 Y20 i chyba da się to zrealizować poprzez np G54 zapisanego na stałe w Mach3 - dobrze myślę?
2. Jak w Sheetcam zrobić tzn jakie narzędzie wybrać i jak go przypisać żeby nie wyrzucał kodu do opuszczania i detekcji blachy czyli ruch osią Z tylko żeby na początku wykonywania lini detalu wrzucił kod M04 a na końcu M05 bez ruszania osią Z?






