Jak zwykle ze mną. Do przeróbki. Teraz będzie wypalarka. Frezarka za skomplikowana i kasy większej nie ma. No fakt zwróciła się robota ale co z tego. Na płaskorzeźby nie ma popytu
maciek
[ Dodano: 2013-01-12, 10:10 ]
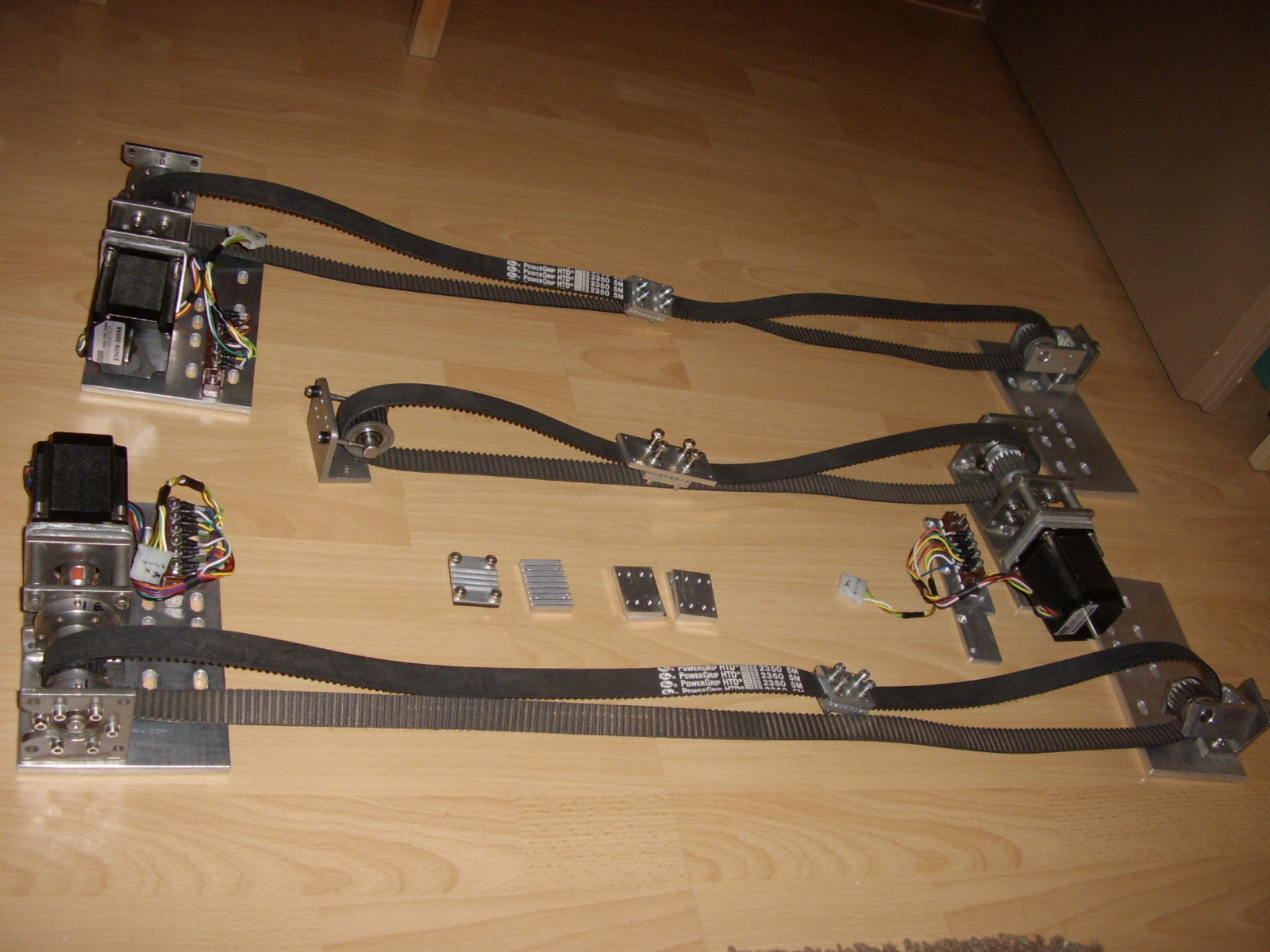
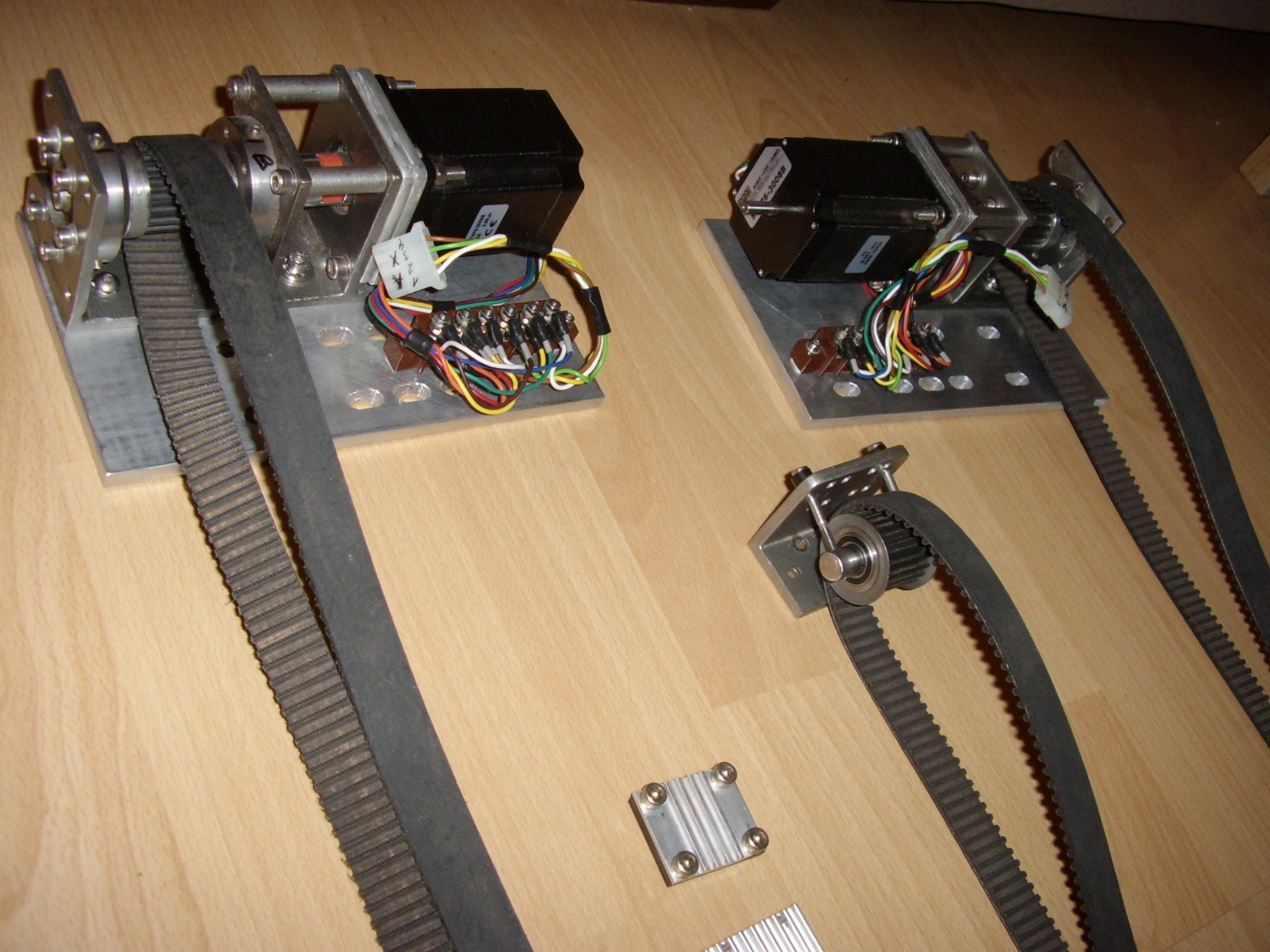
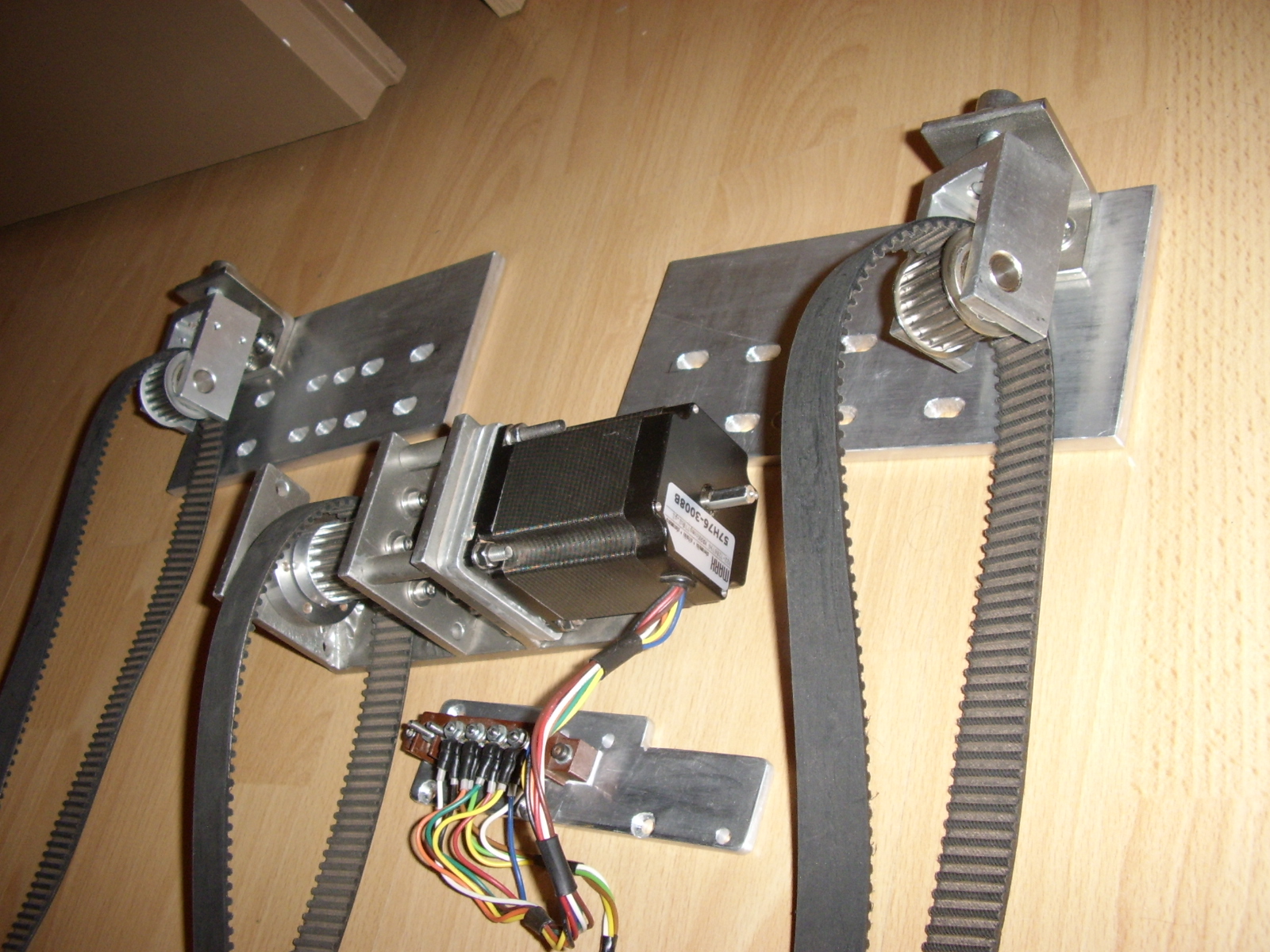
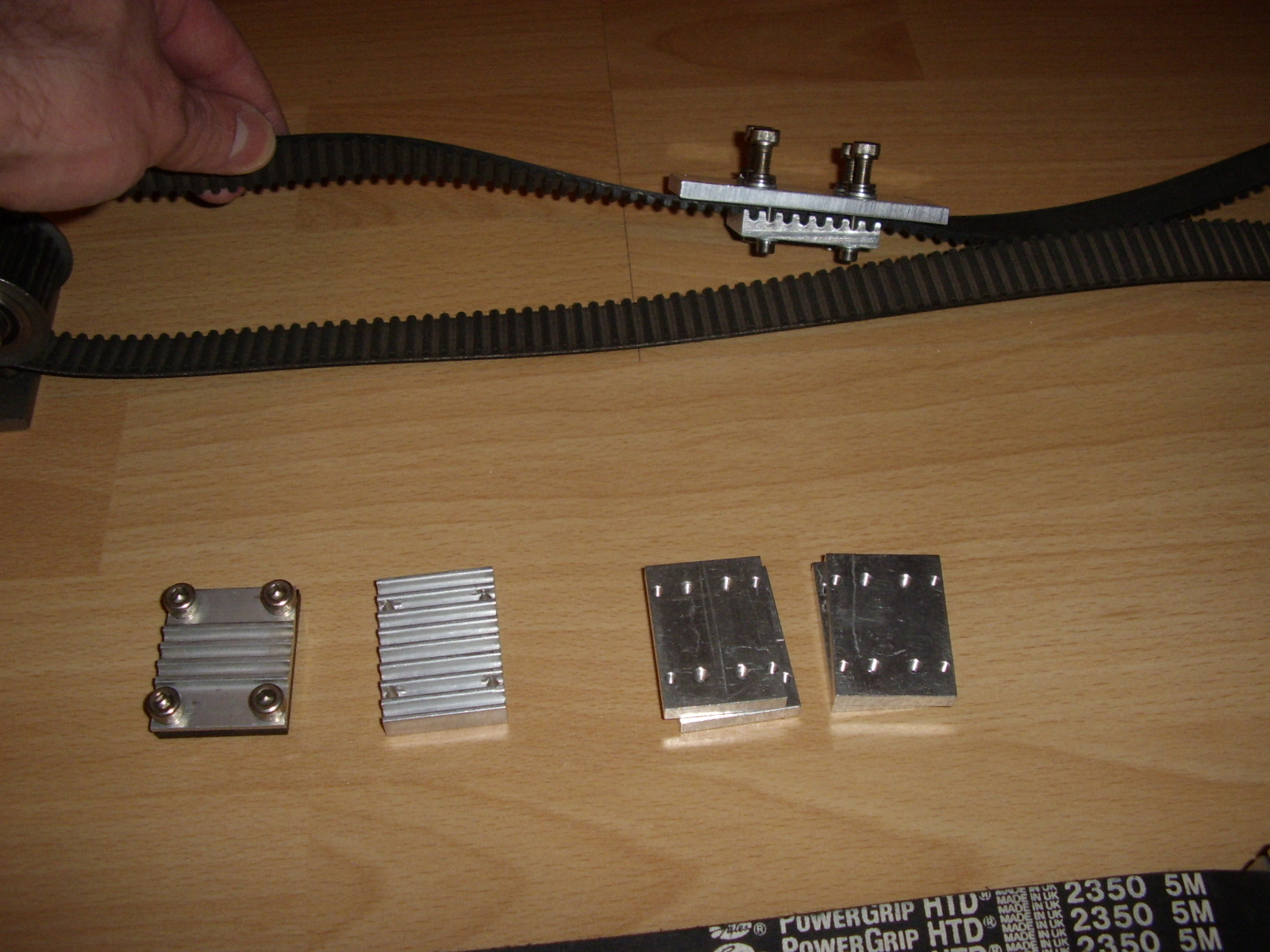
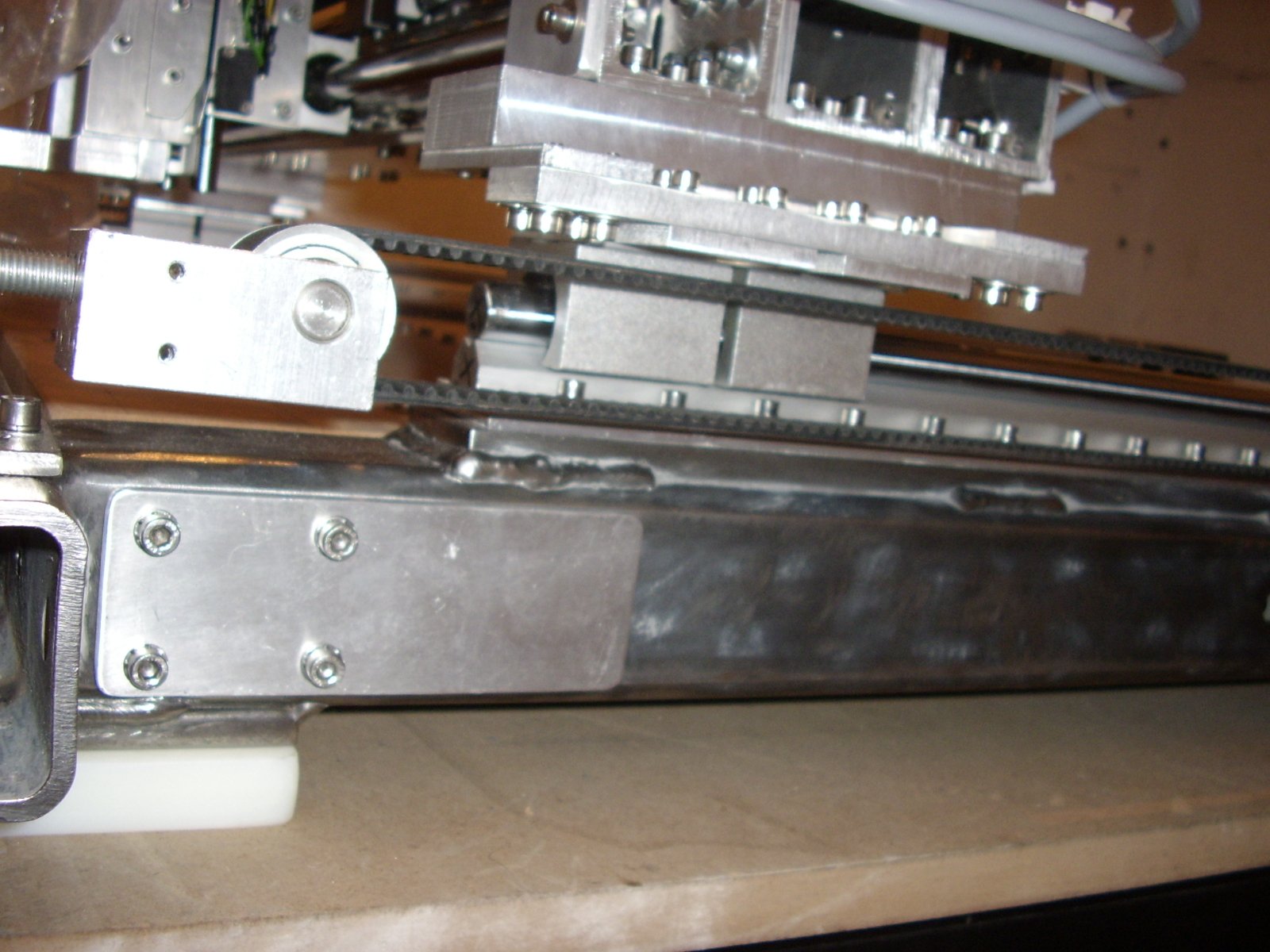
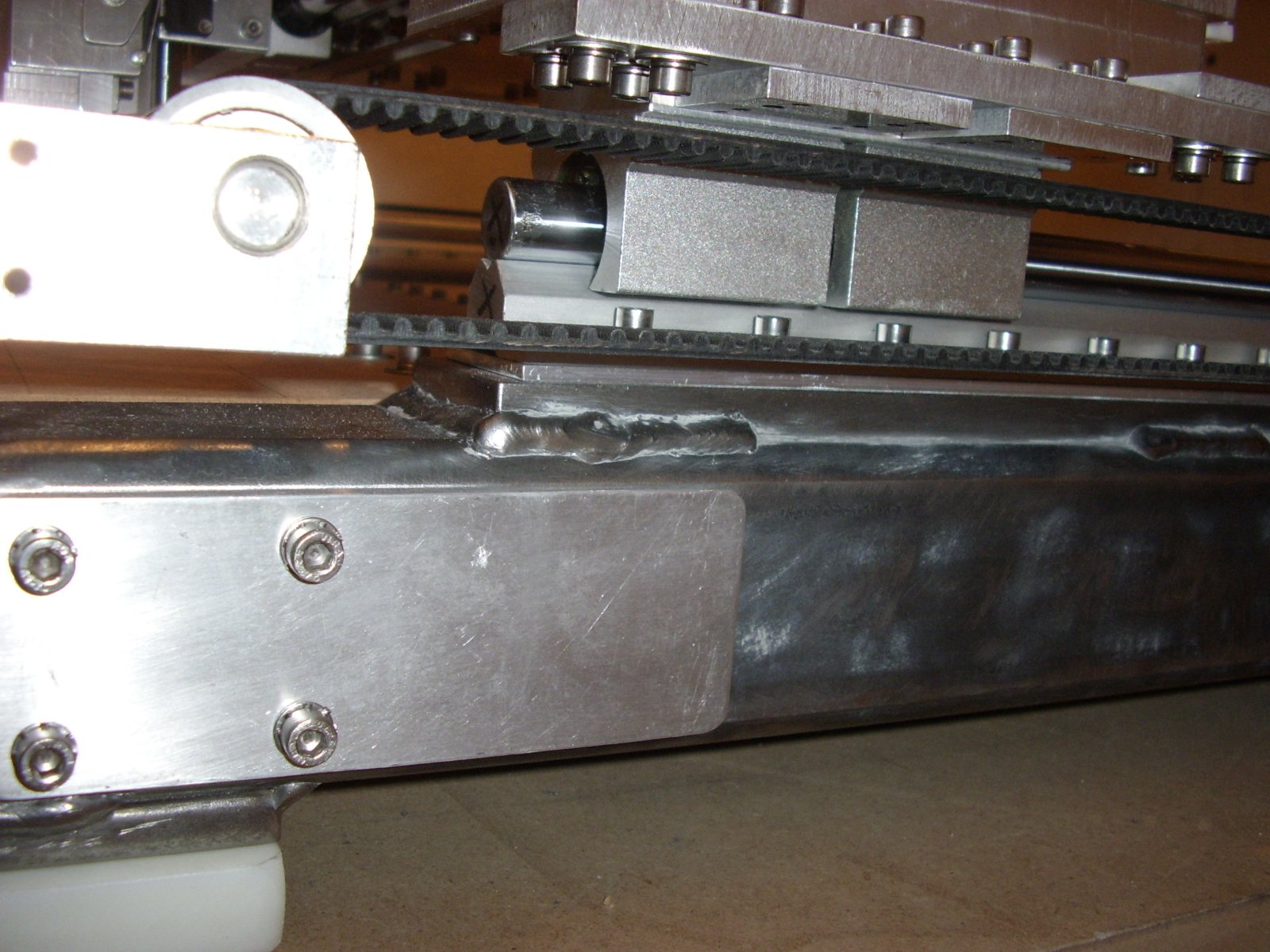
PS. Kilka osób pytało mnie jak zrobione mam napędy tymi pasami, więc teraz jak miałem wszystko zdemontowane z maszyny to porobiłem fotki, moje rozwiązania wyglądają tak. Na środku napęd si jezdnej czyli belki Y, na zewnątrz oczywiście napędy X.
Chłopaki chętnie coś porobię, tylko muszę jakiś materiał ukręcić i jakieś projekty skąd wziąść. teraz chce poćwiczyć płaskorzeźbę jakąś, a żyrafki mogę porobić.
Ja sobie zdaję sprawę że to nie jest maszyna do cieżkich robót, ale na drewnie i hdfie po wstępnych testach widzę że sobie radzi,
najważniejsze wg mnie to to że jakość widzę powierzchni jest zadowalająca w stosunku do prędkości obróbki, a frez jaki miałem to był leżak magazynowy hss z allego firmy polska produkcja za 9 zł, więc myślę że nie jest źle.
mam jeszcze trochę tych frezów bo głupi byłem i ponakupowałem, więc będzie trzeba nimi ciąć.
Ja jeszcze niemam doświadczeń jak wy, narazie się ucze.
Mam już meranti ocheblowane, te dziwnego koloru plamki co się okazało to były dziury po kornikach zaszpachlowane. jutro jadę walnąć tego gościa w łęb tą deską
Co do zleceń, byłem u tego stolarza, wziął namiary bo jak zobaczył krzyż to mu się oczy zaświeciły, ale czy będzie miał coś dla mnie wątpie, narazie szukam,
Za granicę bardzo możliwe, ale jak by się coś trafiło na plotterka to nie odmówię
maciek
[ Dodano: 2011-06-17, 15:54 ]
Meranti wymienione w bardzo korzystnym stosunku, ocheblowana deska 1200 mm za surową 2000, znowu trzeba jechać cheblować, a może zostawić coby znowu korników niezobaczyć
Dzisiaj postanowiłem skonstruować sobie z mojego dremela frezarkę dolnowrzecionową ze stolikiem bo frezować ręcznie krawędzie to udręka. Tak więc brak testów, jutro może do stolarza się przejadę.
maciek
[ Dodano: 2011-06-19, 09:49 ]
Oczywiście wszystko się przedłuża. Ale nie próżnuję. Muszę zrobić uchwyt z osłoną na wióry oraz osłonić jakoś wałki i pasy.
maciej
[ Dodano: 2011-06-21, 21:13 ]
Dziś przekonałem się o sile maszynki. Frez 4 hss, obroty kress pokrętło 2. Coś nie tak się wygenerowało w programie i punkt początkowy nie był w początku detalu a materiał był dość mały i mocowanie półfabrykatu dość blisko detalu.
W konsekwencji - zebarało część 1,5 mm nakrętki stalowej ocynkowanej szerokiej do m5
pozdrawiam maciek
ps. syfem na około przestałęm się już przejmować
ps. czy wiórki drewniane jakoś wielce przeskadzają jak leżą na wałkach? Zgarniacze w łożyskach z tym sobie radzą, ale może powoduje to szybsze zużywanie łożysk to postaram się to jakoś zabezpieczyć.
Wykonamy testy i podejmiemy decyzję, jednak wydaje mi się że przekładnia będzie niepotrzeebna. Przemyślałem sprawę i stwierdzam że zrobienie na istniejących konstrukcjach zespołów silników przekładni nie będzie niczym skąplikowanym, zrobi się blaszkę-ramie mocowane w miejscu teraz silnika a w miejscu sprzęgła założy koło zębate przekładni, na silnik drugie koło i wiśta wio
maciek
[ Dodano: 2011-06-15, 14:45 ]
Ponieważ czas wykonania krańcówek osi X trochę się przedłuża z powodu braku zdobycia kawałka aluminiowej blaszki, postanowiłem przeprowadzić dziś pierwsze testy i odpalenie maszyny
A więc tak, ze względu że mam największą tulejkę fi 6 do kressa (frez mam 10 największy), postanowiłem nie bawić się w planowanie stołu a jedynie przejechać po maksymalnym bezpiecznym (czyli jeszcze trochę można) obszarze obróbki z różnymi parametrami.
Materiał - płyta HDF, frez fi 6 hss 4 piórowy, zagłębienie 3 mm, obroty na kressie 1 KW - 5 i 6 pokrętło czyli 25-32 tysia.
Przy 50 mm/min - jest strasznie wolno, więc poszło 100 mm/min - bez najmiejszego oporu, więc poszło 150 mm - bez problemu, potem 200 mm - zero odczucia, wkońcu 250 mm - tu już widać że jakiś opór dla freza był, przy 300mm/min zaczął się od freza wydobywać lekki pisk, uznałem że zaczyna być palenie, frez się faktycznie lekko przydypcił.
Co oznacza pisk?
Proszę o ocenę tych parametrów osób które się na tym znają, jak to wygląda, czy te parametry są wysoki dla takich maszynek, czy niskie bo ja jeszcze niewiem. 300 mm/min frez fi 6 hss 4 ostrzowy, kress 1 KW, prędkość 25 tysia/min, zagłębienie 3 mm, materiał hdf.
Filmiki, sorry ale ja mam tylko aparat do filmowania sprzed 8 lat, a przy sztucznym świetle to on filmuje tragicznie.
Reszta zdjęć:
Bezpieczny obszar roboczy 880 x 510 mm, jutro potestuję na sośnie parametry
Jeśli chodzi o te parametry co wyżej napisałem, żadnego objawu od silników niebyło, jakiegoś gubienia kroków czy dziwnych dźwięków brak. Silniczki na 1,6 A nawet się ciepłe porządnie niezrobiły. Jutro przeprowadzę testy na drewnie, tylko muszę sobie przygotować półfabrykat do podkładania na blat aby szybko blatu niezniszczyć, wytnę z cieńkiego 10 mm hdfu który mam podkładkę pod deskę sosnową bo będę wycinał na wylot.
maciej
pozdrawiam maciej
[ Dodano: 2011-06-15, 14:55 ]
Muszę jeszcze nad jakimś zabezpieczeniem dla laptopa pomyśleć bo się syfi niemiłosiernie
macij
[ Dodano: 2011-06-16, 13:34 ]
Kolejny dzień testów. U jakoś cicho nikt się w moim wątku nieodzywa
Dzisiaj poszła sosna w ruch, postanowiłem przetestować spekulacje kolegów nad tymi pasami, nad mocą silników oraz nad za małym ramieniem oraz za dużymi przełożeniami - a tym bardziej ich braku. Oto co z tego wyszło, nie będę za wiele opisywał się, powiem tylko, żę:
- silniki 2NM 4,2A chodzące na 1,6 A, napęd pasem, kres1KW, przełożenie bezpośrednie 1 obrót 100 mm/przesuwu.
Maksymalne testowane dotychczas parametry to:
1. SOSNA KLEJONA - kress ustawienie na 1, frez 4 mm HSS, prędkość 2000 mm/min, zagłębienie 3 mm.
Objaw - brak niepokąjących dźwięków, nic się niepali, nic nie gubi kroków, powtarzalność jest 100 %. Generalnie idzie jak w masełko
2. HDF - parametry - kress 1, zagłębienie 2 mm, prędkość 1500 mm/min, frez fi 4 hss. Daj radę, ale wg mojego odczucia raczej nie powinno się stosować tej prędkości dla ostrych kantów, mam wrażenie że trochę za dużo jak dla hdfu tym frezem, a może trzeba podkręcić obroty na kresie?
3. HDF, kress 1, zaglębienie 4 mm, frez fi 4 hss, posuw - 200 mm/min - zadziwiająco elegancko jak na takie duże zagłębienie, ale to po radzie kolegi bartussa który kazał mi zmiejszyć obroty na kressie z 5 na 1.
Dla sosny i hdfu testowałem te prędkości zarówno dla osi X z dwoma silnikami, jak i osi Y z jednym silnikiem - oraz w ruchu mieszanym.
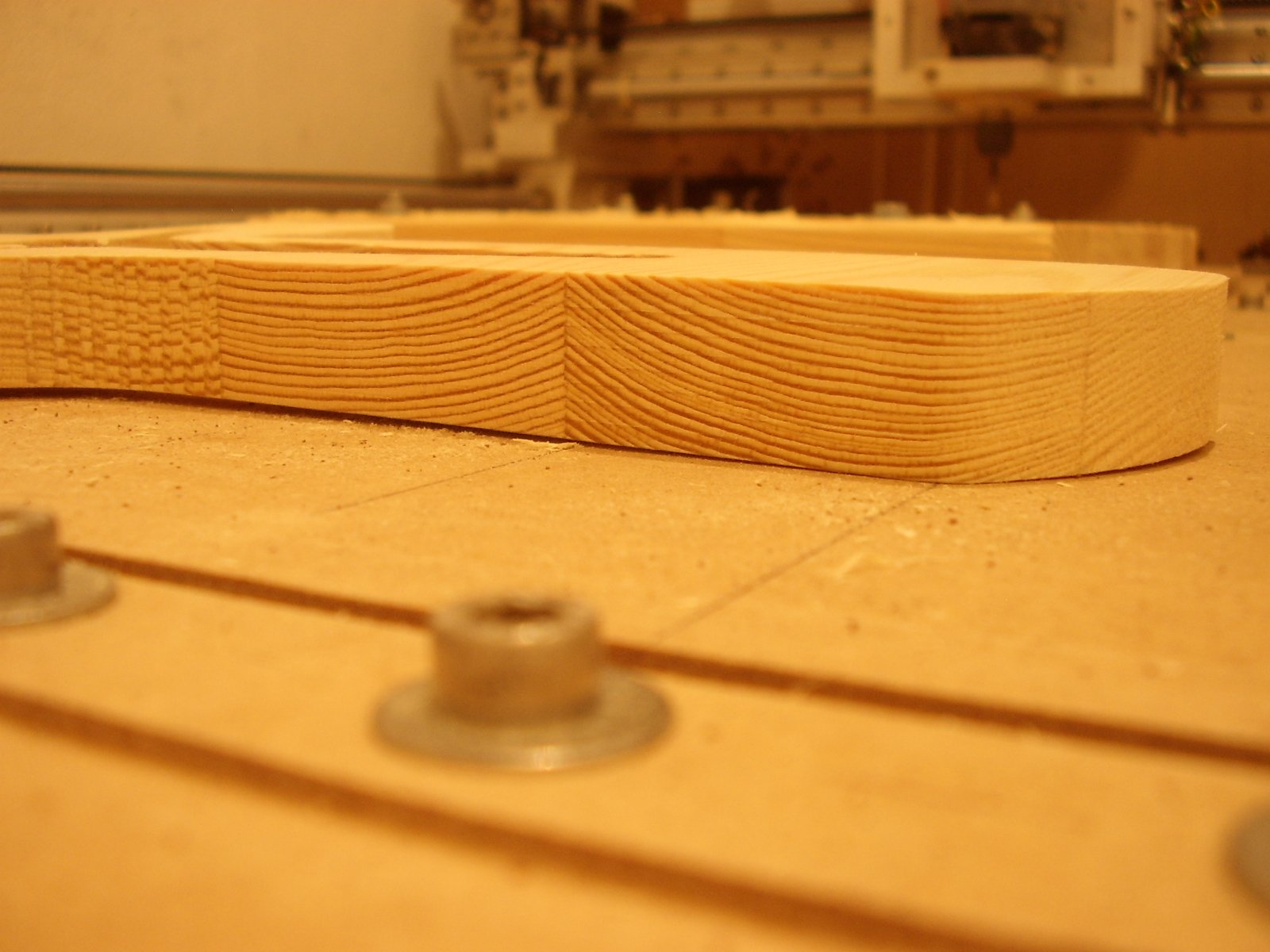
Detalik z sosny, grubość 20 mm, frez fi 4 hss, kress pozycja 1-2, różna, bo już niepamiętam, przejścia co 2 mm zagłębienia, prędkość jakieś 800-900 mm/min. Czas realizacji jakieś 20 min z przestojami, gabaryt 16cm x 230 cm.
Krawędzie - idealne, no może tylko nie w tych miejscach co mi jakieś soki z deski wypłynęły - nie dziwię się że te półfabrykaty się krzywią. Jak uda mi się znaleźć stolarza dziś co mi deseczkę moją Meranti odmianę twardą przechebluje, to jutro poćwiczę te parametry.
Podchodzę z taką trochę nieśmiałością do tych 4,2A, WIEM że sterowniki co prawda m542 i oszczędzają prąd ale zastanawiam się czy transformator 9A udźwignie 3 silniki na 4,2A i jednen na 2,8?
Panie MArku proszę o poradę, może wymienić na większy?
Mam pytanie: jak w autocadzie 2008 LT połączyć dwie linie typu split w jedną ?
maciek
[ Dodano: 2011-06-09, 20:46 ]
Panie Marku, czy do mojej konstrukcji lepiej podłączyć silniki na połączeniu przewodów równoległe 4,2A 2NM, czy szeregowo 2,1A 2NM ?
maciej
[ Dodano: 2011-06-09, 22:08 ]
Dziękuję koledze za udostępnienie konta na youtoobie, macie tu filmiki z testów napędu na starej ramie. Czy ktoś tu widzi gubienie kroków? A to jest tylko 1,6 A a gdzie im jeszcze do 4,2A
Filmik 1:
Filmik 2:
Pragnę zaznaczyć że opór od frezowania odbywa się tylko w osi Y więc jest napór na jeden silnik, oś X ma dwa silniki ale tutaj nie brała udziału w obróbce.
maciej
[ Dodano: 2011-06-09, 22:10 ]
Oczywiście prędkości na drugim filmie są małe bo nikt tego w ręku nieutrzyma.
Jak ktoś ma konto na youtubie to niech do mnie napisze na gg, podrzuce mu filmik z wczesnych testów maszyny na tamtej ramie z wejścia freza fi 6 w deskę sosnową bodajże na głębokość bodajże 15 mm i co z tego wyszło bez zamocowania detalu. Będzie widać siłę tych silników ustawionych na 1,6 A tylko.
Wiem wiem, dzięki. Mi poprostu nie jest potrzebny wypas, maszyna na miarę mozliwości i kosztów. Zawsze można później ulepszyć. Jak napędy okażą się za słabe to się zrobi przekładnie i też będzie dobrze. Jednak człowiek uczy się cały czas. Ta maszyna ewoluowała od stacjonarnej z nieruchomą bramą, poprzez konstrukcje skręcaną z pewnymi wadami aż do spawanej ramy. Generalnie 3 lata od koncepcji budowy do zakończenia. Wrażenia bezcenne za wszystko inne płacisz kartą mastercard
Ale co do budowy drugiej mam mieszane uczucia. Wolałbym robić plazmę na zębatkach niż ploterek frezujący
Teraz zajmę się detalami A jak się może zwróci budowa to zainwestuję kaskę w drugą, a jak w międzyczasie trafi się gdzieś materiał poprodukcyjny to napewno zapasy zrobię
maciek
[ Dodano: 2011-06-09, 12:36 ]
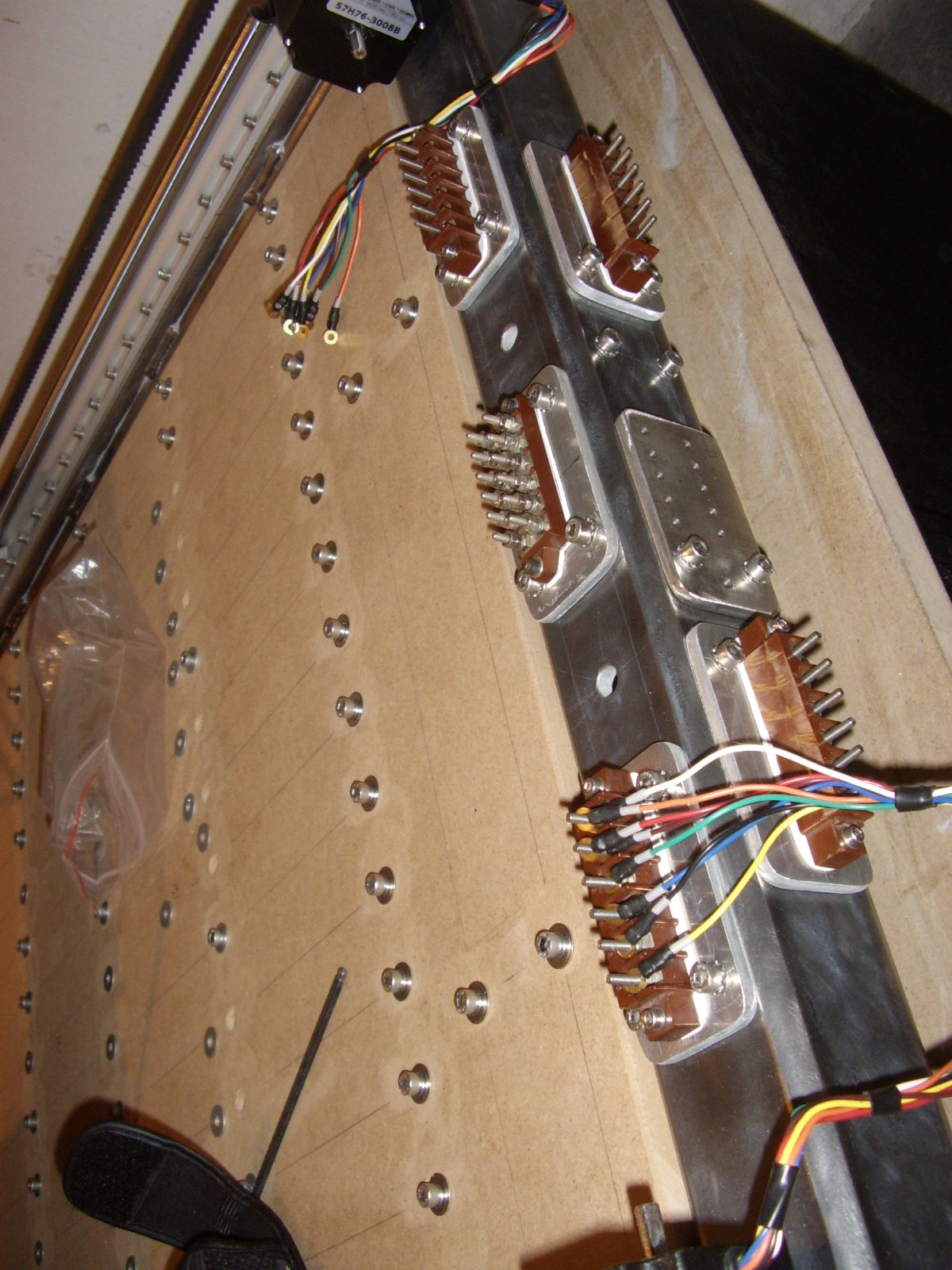
Elektryka prąd nie tyka.
Od góry: na zewnątrznych podłaczenie silników osi X, na środku podłaczenie z zbiorcze krańcówek, stopów.
Od tyłu: na zewnętrznych silniki osi Y i Z, po środku płytka mas - tzn ekranowania.
maciek
[ Dodano: 2011-06-09, 14:58 ]
liczę na kreatywność kolegów. jak zamontować układ krańcówek w osi X.
Do tej blaszki aluminiowej przykręconej do ramy musi być jakiś ukłąd z krańcówką przykręcony który będzie zaskakiwał jak wózek podjedzie w to miejsce.
Chłopaki nie przekreślajmy tematu zanim jeszcze niedziała. Widziałem takie amatorskie maszynki na tym forum, że gdyby popatrzeć na konstrukcję to można zadać sobie pytanie czy to ma prawo działać. A potem patrzysz na galerię gościa i elementy jakie na niej zrobił i CI koparka opada, że na takiej połatanej konstukcji można coś wykonać.
Moja niunia stanowi kompromis między kosztem wykonania, jakością, możliwościami, efekteem który planowałem uzyskać, możliwościami obróbki jakie będziee można uzyskać, dostępnością materiałów, technologii wykonania, zaplecza maszynowego i ogólnie tego wszystkiego czym dysponowałem. Ja wiem że Ford to nie Mercedes czy Audi - ale też jeździ, nie ma budzić podziwu i określać majętności posiadacza, ale ma przemieszczać dupsko z punktu A do punktu B Taka jest idea mojej maszyny, więc nie róbcie z niej czegoś czym nigdy niebędzie, tylko pokażcie swoje konstrukcje
Kolego jacek-1210 nic nie rozumiem z tego co piszesz, ale to jest machina do drewna i zafalowania rzędu 0,4 mm mi w niczym nieprzeszkadzają. A przełożenie jest takie bo takie miało być od początku, czyli przełożenia brak. Do tych co pisali mi o śrubach, nie wiem jaka musiałby być śruba aby uzyskać rozsądne prędkości do obróbki drewna, przecież silnik musiałby się kręcić jak oszalały.
Co do braku momentu. Też się nad tym obawiałem, ale po przeprowadzonych testach na silnikach 2 NM i sterownikach od Pana Marka M542 jest git. SIlniki 4,2A ustawione są na 2,1A w połączneniu a na sterownikach dałem prąd 1,6A a i tak nie byłem w stanie utrzymać deski podczas cięcia. Więc dlaczego moment miałby być za mały?
Spokojnie łebki się zapadną w blacie, ale to już zrobi moja mała sama sobie.A ilość śrub niestety jest taka duża bo stanowią one mocowanie detali. Jak pisałem wcześniej będzie się część z blatu wykręcało, a w ich miejsce będą wkręcane łapki.
Wiem wiem kolego bartuss1. A jak tam mój wynik na spawanej bez obróbki mechanicznej ramie z pomiarów - do zaakceptowania przy takiej konstrukcji?
maciek
[ Dodano: 2011-06-08, 20:35 ]
Jak będzie strzępić krawędzie mimo zwiększenia kroku to przerobię moje zespoły napędowe na takie z przekładniami na paskach. Ale narazie muszę śmignąć jakąś desunię