kamar pisze:kamar pisze:Nieźle się zapowiada

.
Normalnie prorok
A poważnie to wyszło super i miło obserwować temat doprowadzony do końca.
Drobne dwie uwagi :
W takiej maszynce nie musisz ganiać szybko a po trochu.
- Ten sam efekt czasowy osiągniesz zmniejszając posuwy a zwiększając przybranie. Zdrowiej dla freza, maszynki i uszu.
- robiąc pętlę b. zdrowo jest dodawać zabezpieczenie np. w tym przypadku
%
g0 x300 y0 z-22
#1=300
o100 while [#1 gt 0]
#1=[#1-0.6]
o10 if [#1 lt 0]
#1=0
o10 endif
g1 y-18 z0 f1800
g1 y0 z-22 f1800
g0 x#1
o100 endwhile
Nie będzie zagrożenia że przejedzie za daleko gdy zakres nie będzie podzielny przez przybranie.
I jeszcze drobiazg - oglądając filmik chciałbym choć przez chwilę zobaczyć całą maszynkę i monitor. No chyba ze jesteś wrażliwy na zarzuty co do porządku, wiórów itp.
Witam.
Temat jeszcze nie zakończony, jeszcze wiele drobiagów planuje zrobić i co najważniejsze wzmocnić kolumnę bo czasami potrafi zadygotać..
Zabezpieczenia w pętli nie używam, i jeszcze sie nie zdarzyło że maszyna przejechała za daleko
Natomiast ostatnio zauważyłem mały problem przy wierceniu otworów w w linii, mianowicie maszyna robi ilość otworów które zadałem, dojeżdża do ostatniego ale go nie wykonuje.
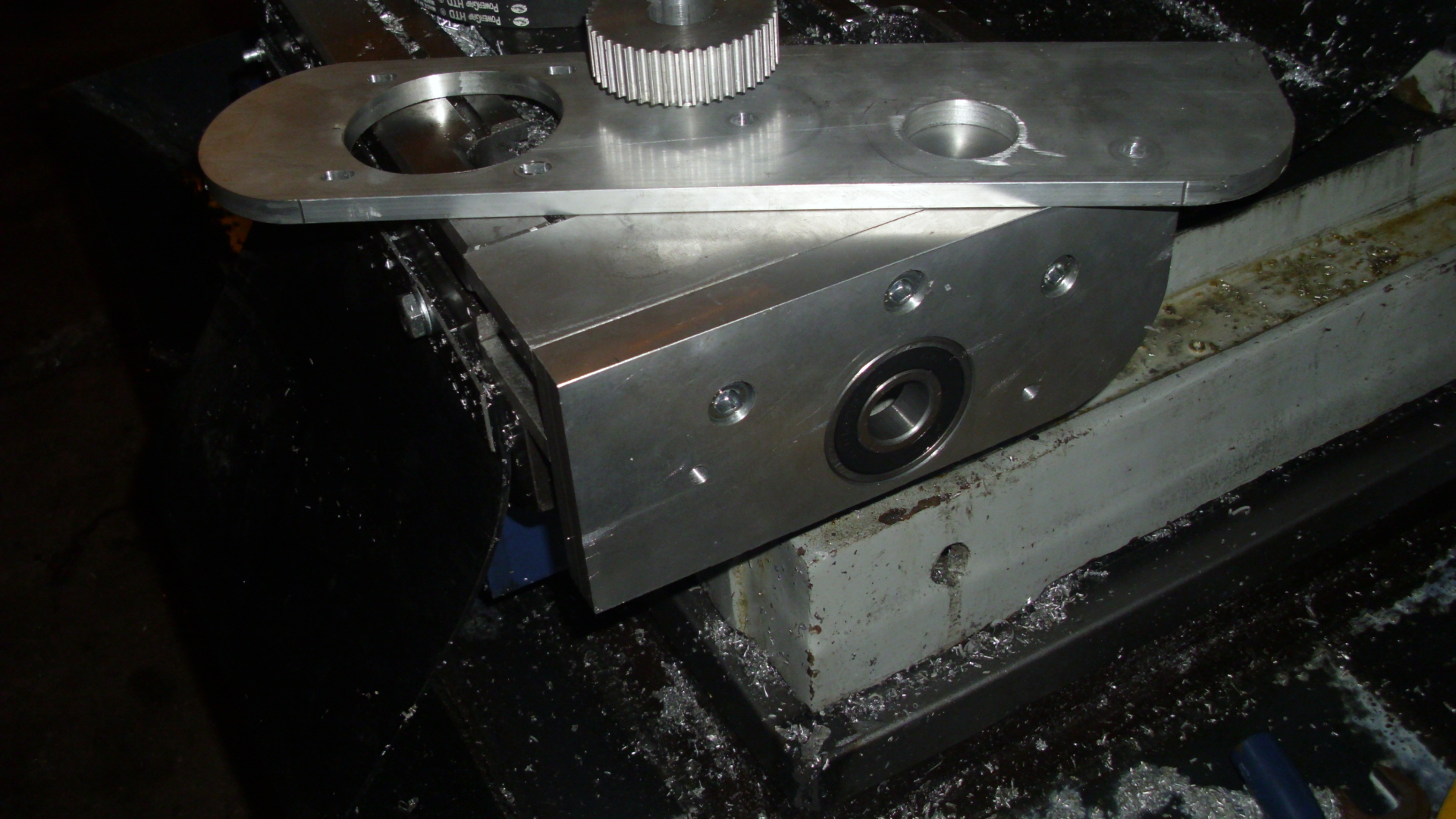
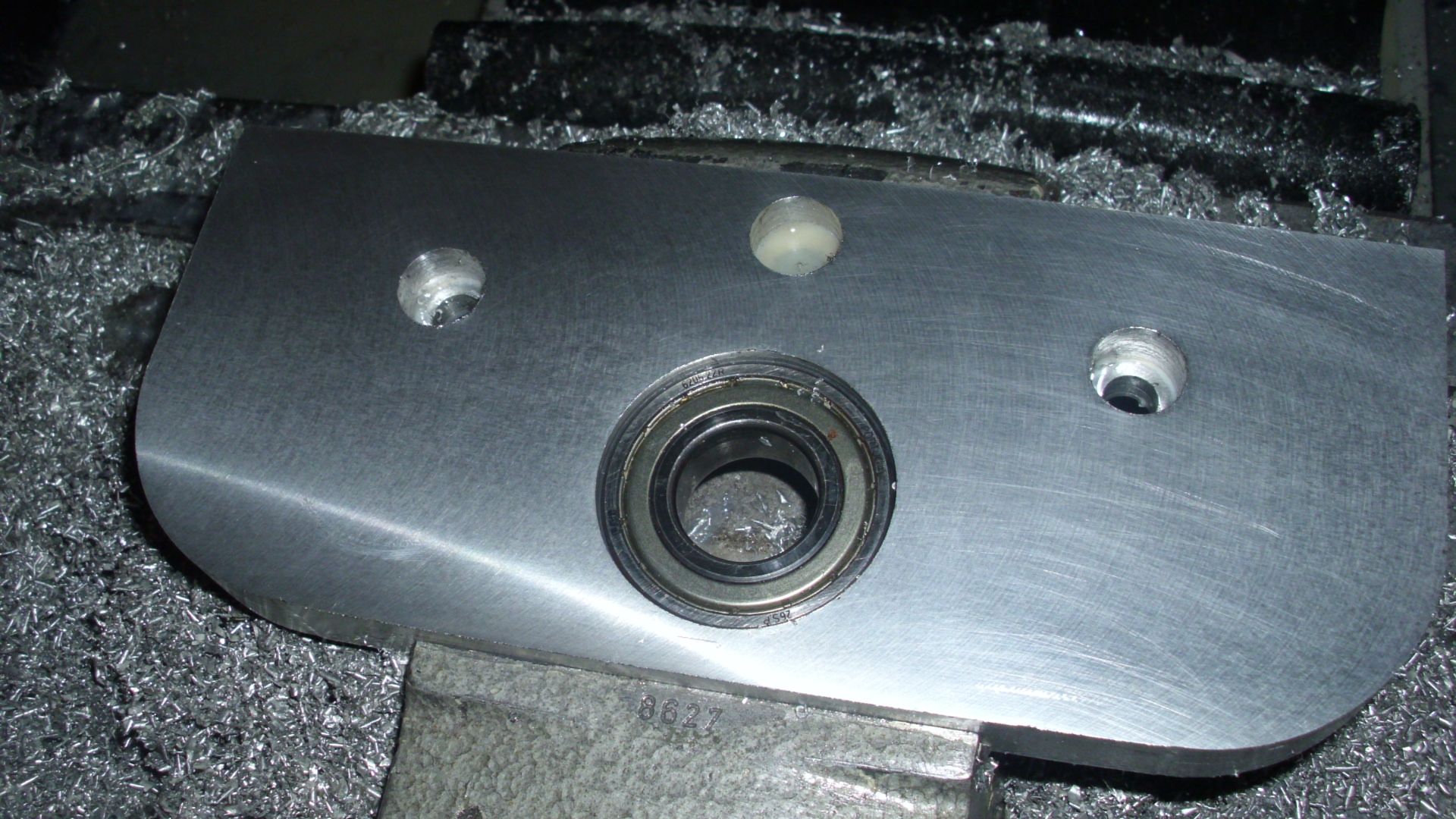
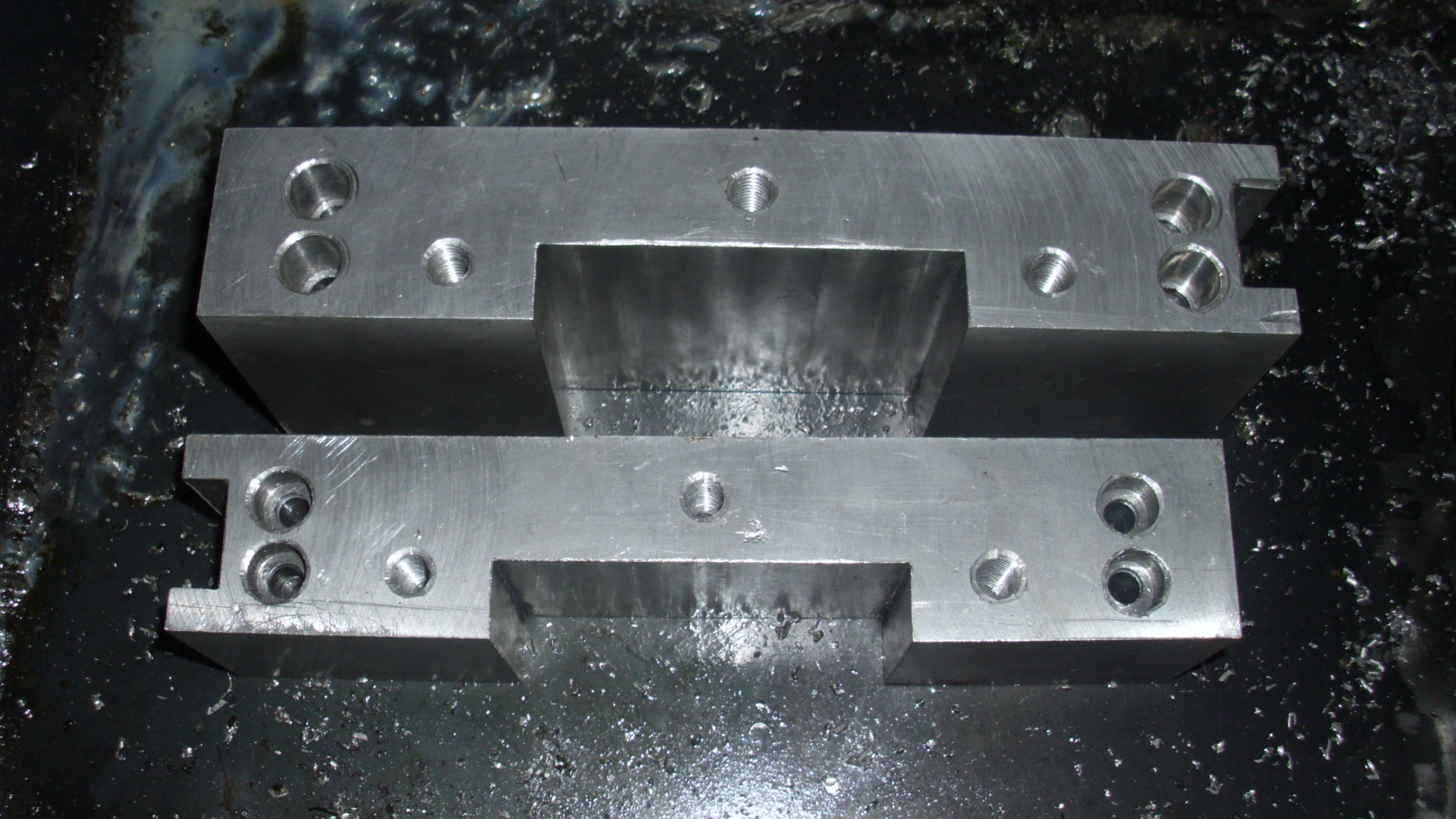
A tutaj troche brudnej roboty co byś kolego Kamar nie był osamotniony w wrzucaniu zdjęć robót

Miałem obawy że za lekka będzie do takiej roboty ale wyszło idelanie, zero drgań i pisków, zgrubnie leciałem około 0.35mm na strone
O dziwo silnik 2800 dał rade przy tak małych obrotach, jednak tryb wektorowy trzyma dobrze moment
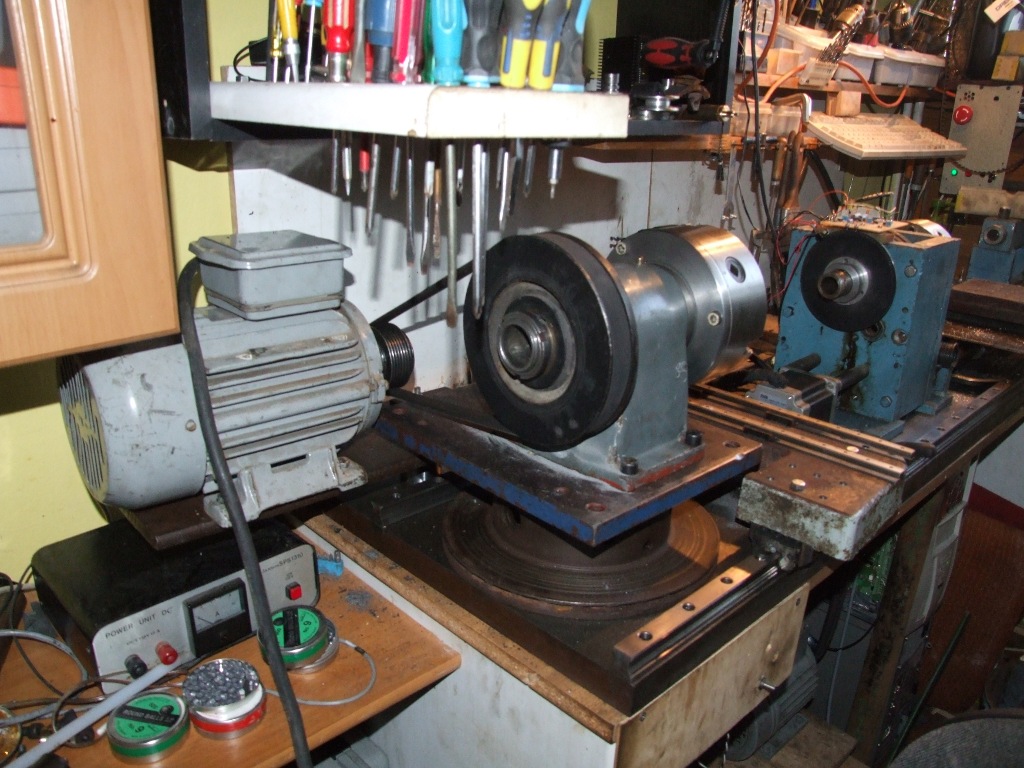
Tutaj wytaczadło mojego autorstwa:

Ciekawe ilu powie że samobójstwo
Typ jak widać odkręć, "puk puk: dokręć i jedziem

Pozdrawiam.




. Ładnie to w stali rąbie, z początku myślałem że to alu ale dźwięk mi się nie podobał. Potem załapałem że to stal gryzło. Pięknie