Kółeczko 5M 50 zębów wyszło poprawnie. Przy przełożeniu 3.125 kręci na około 900 obrotów. Na mniej nie mam już paska. Jeśli będzie za dużo jeszcze (choć nie sądzę), to jeszcze większe koło i nieco dłuższy pasek. Ten sam układ przełożenia w druga stronę to 8750 obrotów. Generalnie mam koła do przełożeń na 900, 1400 , 2800 , 5600 , 8750. Na razie tyle wystarczy a co dalej czas pokaże.
A mógłby Kolega zrobić zdjęcie jak rozwiązana jest ta oś obrotowa?
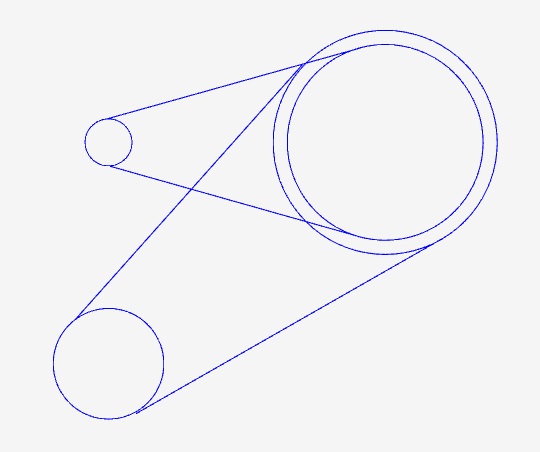
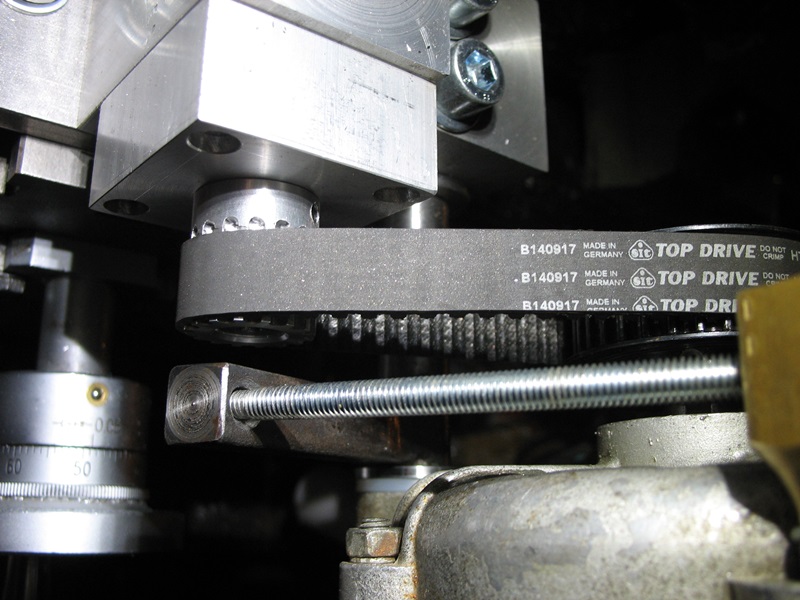
To jest prosto zrobione. Pasek silnika ten dolny na foto jest bliżej obudowy wewnętrznej. Pasek napędu osi jest przed nim. łatwo go zdjąć i założyć i twa to kilka sekund. Koło 72 zęby 5M dokręcone do koła pasowego. Na krokowcu jest koło pasowe 5M 12 zębów. Daje to przełożenie 1:6 i trzyma dostatecznie to takich zadań jak moje. Schematycznie tak wygląda.
senio gdzieś mi umknęło w Twoich postach (tematach), wrzeciono tokarki napędzasz dużym serwem? Czy przełączasz między silnikiem a czymś sterowanym krokowo?
Nie wrzeciono leci z silnika 3F z falownikiem. A do osi obrotowej dorobiony jest napęd na krokowcu. Tyle że nie rozłączam 3F a dopinam tylko pasek na oś obrotową i kreci wrzecionem i silnikiem też.
Podobnie robiłem takie kółeczka. Ale patrząc na fotkę z paskiem - (może źle widzę , albo zdjęcie nie takie ) , ale wydaje mi się, że jest troszeczkę za duża średnica, minimalnie. Albo lekko za płytko zęby. No i zaokrąglić kanty zębów.
Kanty złamane pilniczkiem. Właśnie w subie jak by było jeszcze start początkowy C to bym złamał je tym samym frezem. Pewnie i tak Kamara będę o to męczył żeby zrobił mi to jak w subie frezarkowym żeby dodać opcję C początkowe.
Średnica tak się chyba wydaje bo to stary pasek i tak widać. Polata trochę z nowym to zdejmę i popatrzę jak to wygląda. Jak będzie dobrze to wymiar zostanie, a jak źle to coś skoryguję a kółko lekko liznę nożem. To na razie pierwsze kółko więc mogą być jakieś poprawki jeszcze. Nie twierdzę że nie . Ważne że wychodzi dobrze, a korekty niewielkie zawsze można nanieść.
Ostatnio trochę modyfikacji zrobiłem w swojej maszynce i możliwości zadań nieco się powiększyły. Najpierw zabudowałem oś obrotową. Ale oś to nie wszystko potrzeba do niej wrzeciona. Mam Kressa przy frezarce ale on nie do wszystkiego się nadaje. Do pracy w stali potrzeba mniejszych obrotów i takie niewielkie wrzeciono w zakresie obrotów 800-10.000 postanowiłem wykonać. Założenia miałem takie aby zrobić co tylko się da samemu. Inaczej mówiąc własna praca i jak najwięcej przydasi które miałem. Nie chciałem ładować się w silnik 3 fazowy i falownik. Wrzeciono jest przenośne i chciałem aby było jak najmniej mateklosów przy nim. Wykorzystałem jako napęd silnik 1 fazowy produkcji ZSSR który został mi z jakiejś małej krajzegi kupionej kiedyś u braci ze wschodu. Zrobiłem mu tylko lifting , dostał nowe łożyska, przetoczyłem nieco wał, dopasowałem kondensator i żyje. Parametry 370 wat 2800 obrotów. To wrzecionko ciągnie bez stresu.
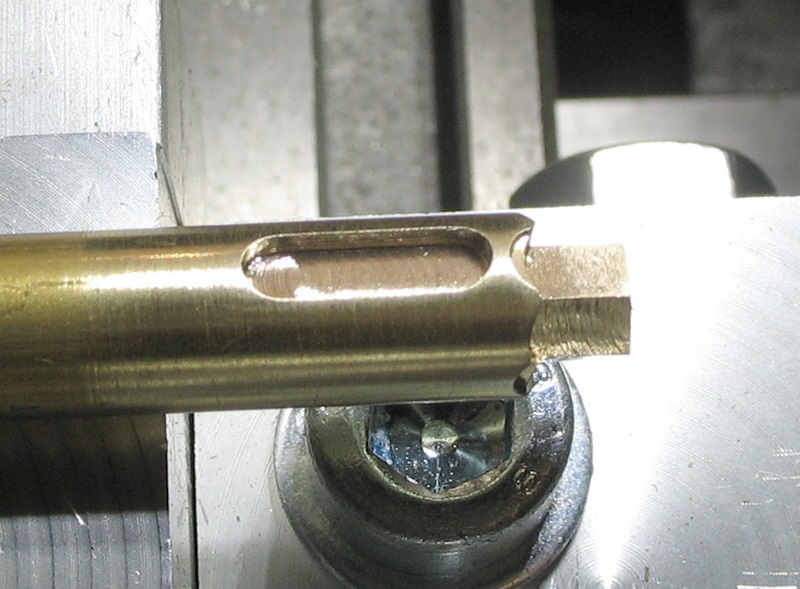
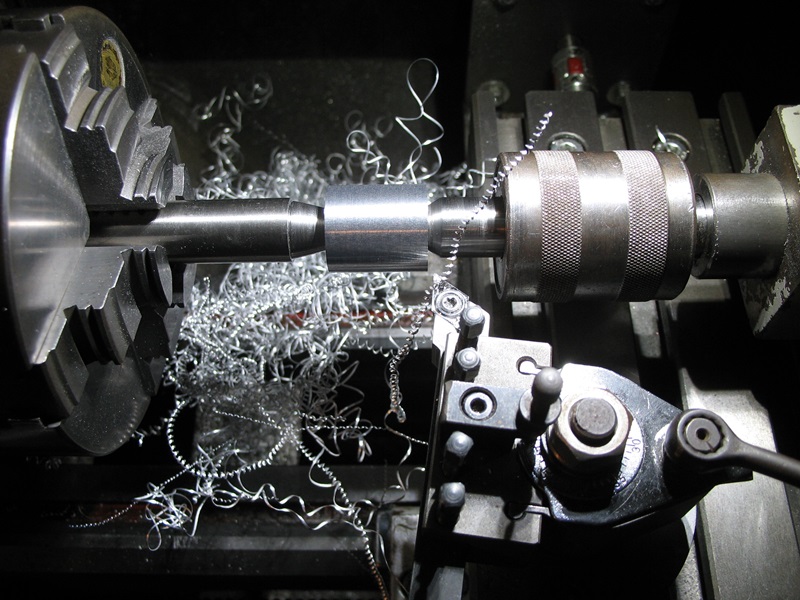
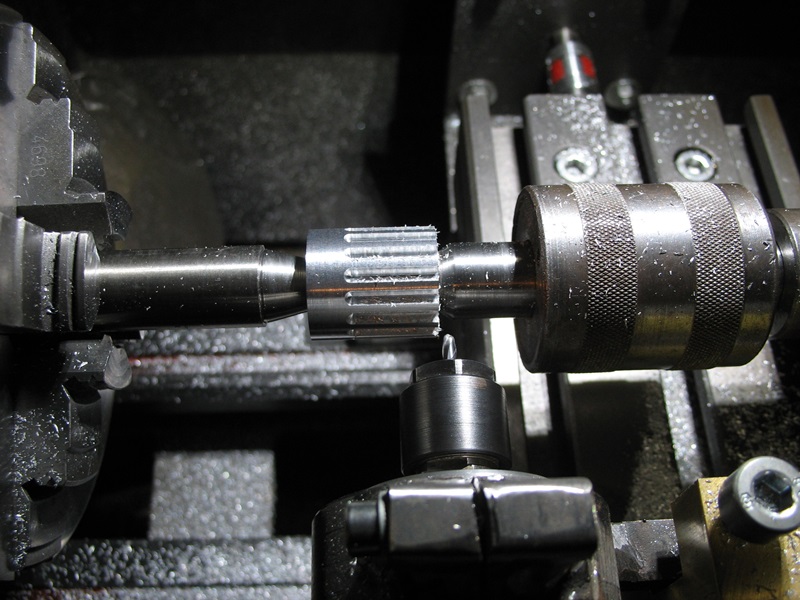
I tak sobie dłubałem to wrzecionko wieczorkami, aż w końcu przyszła pora na napęd. Postanowiłem go zrobić na kołach zębatych HTD 5M. Może głośniejsze niż inne napędy ale nie ma szans żeby się pasek zaczął ślizgać. A skoro napęd ma być ze zmianą obrotów potrzeba do niego kół pasowych HTD 5M. I teraz parę fotek i filmiki o co chodzi. Koła 5M muszą być dokładne bez bicia. Najpierw więc wierciłem i roztaczalem otwór pod wał wrzeciona. Dalej ta przygotówka w kły i już na CNC toczenie na wymiar. Poniżej będzie o kole HTD 5M 16 zębów. Ono ma średnicę 24.32mm i na taki wymiar została przetoczona przygotówka już nawiercona pod wał wrzeciona i zamocowana w kłach.
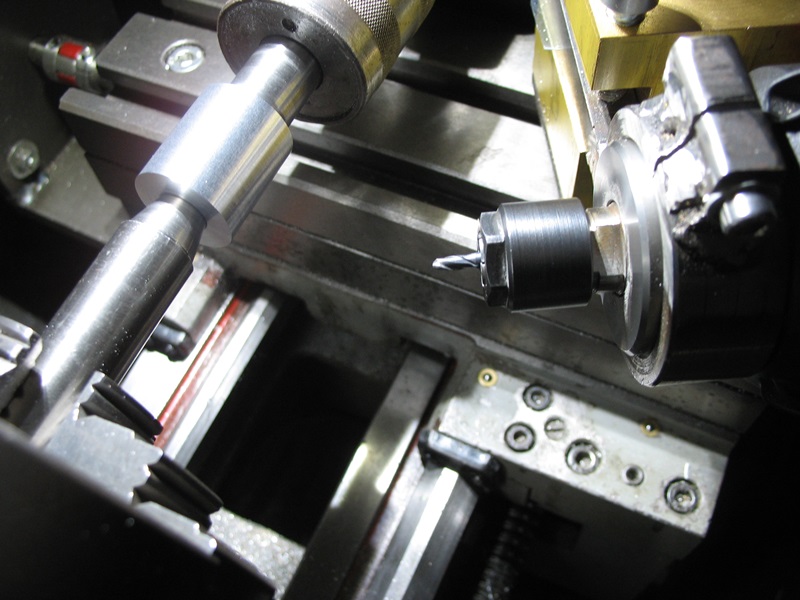
Do frezowania użyłem kressa ponieważ frez fi3 mm kulisty wymaga dużych obrotów i frezowałem to na 25.000 obrotów z posuwem 800 i dobieraniem po 0.1mm. Tak delikatnie dlatego że szło bez chłodzenia i nie chciałem żeby się frez zakleił. Przy tych parametrach koło frezuje parę minut i nie ma stresu że coś padnie.
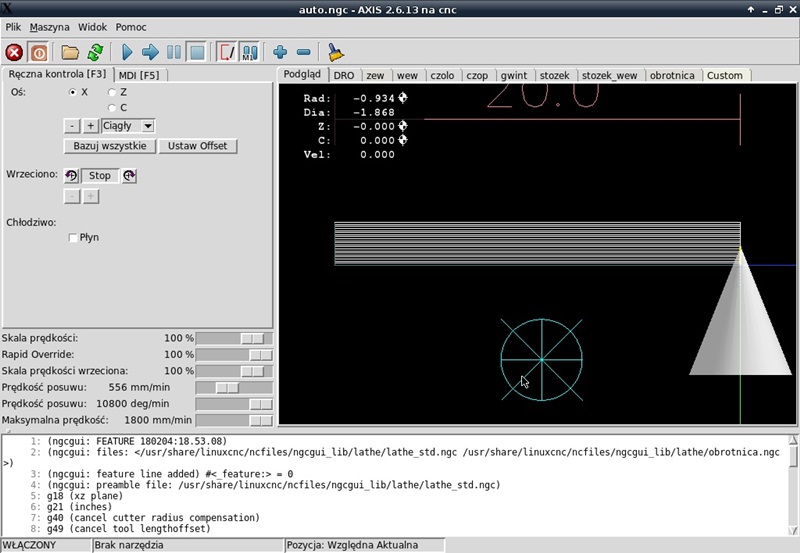
No to frezujemy. Używam LinuxCNC z osią C obrotową. Podziękowania w tym miejscu dla Kamara za cierpliwość i pomoc w ogarnięciu zagadnienia z osią obrotową C i suba. Teraz może zobaczyć po co mi to było
Krótki film jak to idzie żeby nie zanudzić.
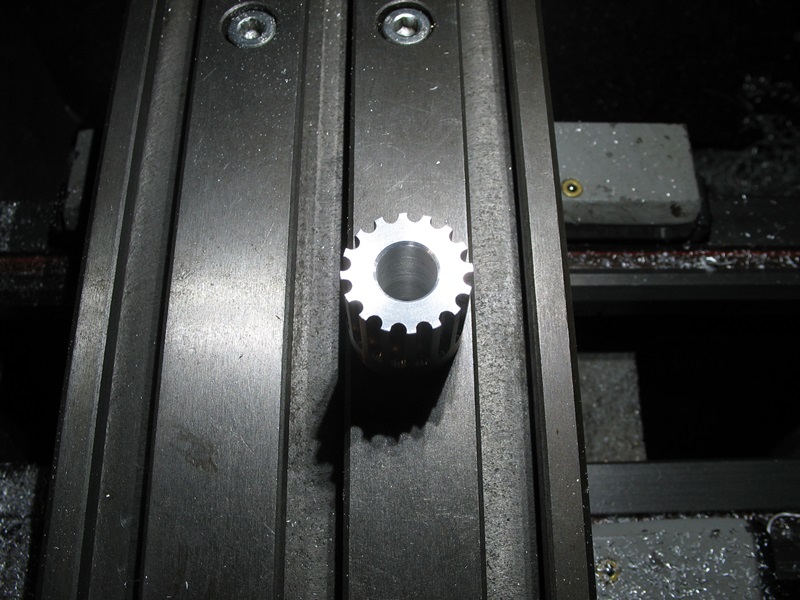
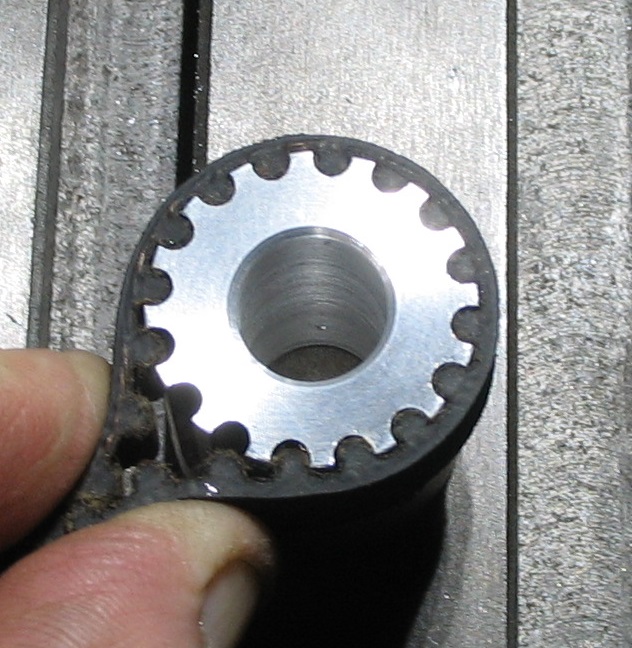
Po frezowaniu tak to wygląda
Dobieramy kilka setek i przejazdy wykończeniowe.
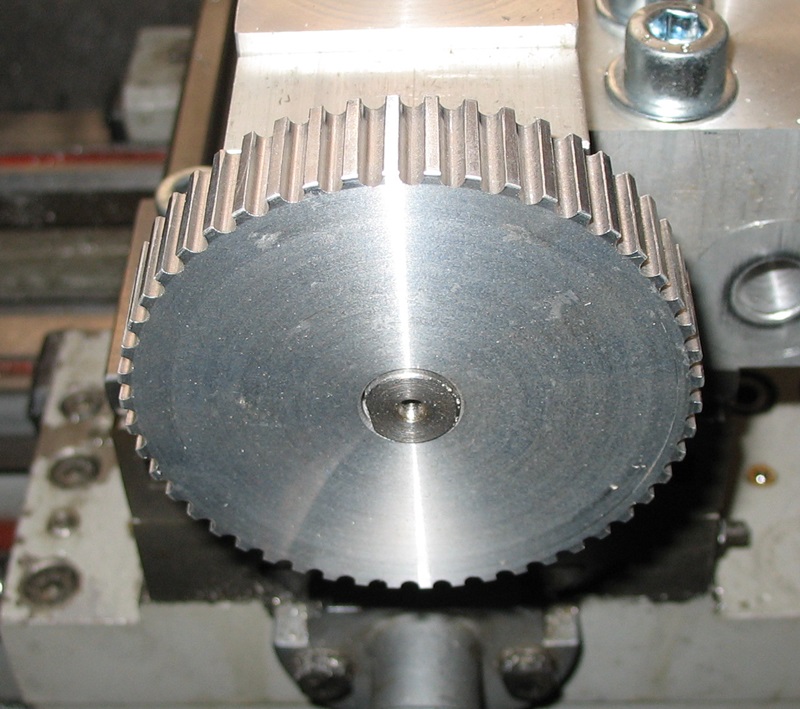
No i mamy ładne kółeczko
Pasek pasuje niczego sobie
Tu już kółeczko zamontowane na wrzecionie. Przełożenie 2:1 czyli jakieś 5600 obrotów.
I samo wrzecionko
I jego praca przy 5600 obrotów
I to tyle. Takich kółeczek jeszcze trochę muszę zrobić żeby mieć komfort pracy w pełnym zakresie obrotów jakie zaplanowałem do zabaweczki.