



tak może być . Ja natomiast unikam programowania metodą przyrostową, za wyjątkiem sytuacji korygowania stożka. O wiele łatwiej jest zapisać to co napisałeś. załużmy że jedziesz na średnicę 50mm
Ty napisałeś :
G2 U1.6 W-0.8 R0.8
Ja natomiast zdecydowanie wolę to zrobić tak
G1 X50.0 R0.8
Efekt będzie taki sam ale czytelnść programu jakby większa.
Co o tym myślisz ?
Znaleziono 10 wyników
- 30 wrz 2015, 21:12
- Forum: Fanuc
- Temat: Problem z G41 G42
- Odpowiedzi: 28
- Odsłony: 6856
- 30 wrz 2015, 16:54
- Forum: Fanuc
- Temat: Problem z G41 G42
- Odpowiedzi: 28
- Odsłony: 6856
- 29 wrz 2015, 20:34
- Forum: Fanuc
- Temat: Problem z G41 G42
- Odpowiedzi: 28
- Odsłony: 6856
Chyba nie do końca się zrozumieliśmy.
Metoda programowania nie ma specjalnie znaczenia i kompensacja
zadziała zarówno przy metodzie absolutnej (X , Z) jak również przy metodzi przyrostowej (U, W), oczywiście można je również łączyć np. X50.2 W-2,50 . Kompensacja zadziała również przy użyciu kodów A , C, R
Metoda programowania nie ma specjalnie znaczenia i kompensacja
zadziała zarówno przy metodzie absolutnej (X , Z) jak również przy metodzi przyrostowej (U, W), oczywiście można je również łączyć np. X50.2 W-2,50 . Kompensacja zadziała również przy użyciu kodów A , C, R
- 29 wrz 2015, 17:16
- Forum: Fanuc
- Temat: Problem z G41 G42
- Odpowiedzi: 28
- Odsłony: 6856
Witaj.
Kompensacja działa obliczając rzeczywisty punkt styku narzędzia z materjałem tak aby detal wyszedł maksymalnie zgodnie z rysunkim. Maszyna kompensyje promień płytki a o reszcie musimy pomyśleć sami - tzn. dobrać odpowiednie narzędzi aby móc wykonać dany profil.
Ja stosuję założenie
- podcięcie do 30st. - płytka DNMG
- podcięcie do 45st. - płytka VNMG, VCMT lub VBMT
- powyżej 45st. używam ucinaków
Jeśli będziesz się tego trzymał gwarantuję, że kompensacja materjału nie przeorze tylną krawędzią. Musisz natomiast pamiętać o tym aby podcięcia nie wykonywać zgróbnie w tym samym cyklu co resztę profilu lub wkalkulować promień płytki, bo cykle zgrubne nie działają w Fanuku z kompensacją
Kompensacja działa obliczając rzeczywisty punkt styku narzędzia z materjałem tak aby detal wyszedł maksymalnie zgodnie z rysunkim. Maszyna kompensyje promień płytki a o reszcie musimy pomyśleć sami - tzn. dobrać odpowiednie narzędzi aby móc wykonać dany profil.
Ja stosuję założenie
- podcięcie do 30st. - płytka DNMG
- podcięcie do 45st. - płytka VNMG, VCMT lub VBMT
- powyżej 45st. używam ucinaków
Jeśli będziesz się tego trzymał gwarantuję, że kompensacja materjału nie przeorze tylną krawędzią. Musisz natomiast pamiętać o tym aby podcięcia nie wykonywać zgróbnie w tym samym cyklu co resztę profilu lub wkalkulować promień płytki, bo cykle zgrubne nie działają w Fanuku z kompensacją
- 27 wrz 2015, 22:44
- Forum: Fanuc
- Temat: Problem z G41 G42
- Odpowiedzi: 28
- Odsłony: 6856
- 26 wrz 2015, 23:49
- Forum: Fanuc
- Temat: Problem z G41 G42
- Odpowiedzi: 28
- Odsłony: 6856
Witaj, Ja w takich sytuacjach jak toczenie za profilem stosuję cykl zgrubny gdzie zgrubnie przesówam o około 2mm.
Następnie całe przejście na gotowo rozisuję z kompensacją bez użycia cyklu G70.
Ponieważ cykl G70 wykona przejście prawidłowo natomiast G71 bez kompensowania promienia płytki zbierze materiał jej tylną krawędzią (niestety)
W przeciwnym wyadku :
-Jeśli przesuniesz w cyklu zgrubnym o wartość promienia płytki to cykl zgrubny będzie ok ale na gotowo też wykona z przesunięciem o tą wartość
-Jeśli nie przesuniesz to w cyklu na gotowo wykona ok ale po zgrubnym profil już będzie spiepszony bo go zetniesz tylną krawędzią.
Najlepiej wklej jakiś prosty rysunek z takim podcięciem to ci na przykładzie to opiszę.
Następnie całe przejście na gotowo rozisuję z kompensacją bez użycia cyklu G70.
Ponieważ cykl G70 wykona przejście prawidłowo natomiast G71 bez kompensowania promienia płytki zbierze materiał jej tylną krawędzią (niestety)
W przeciwnym wyadku :
-Jeśli przesuniesz w cyklu zgrubnym o wartość promienia płytki to cykl zgrubny będzie ok ale na gotowo też wykona z przesunięciem o tą wartość
-Jeśli nie przesuniesz to w cyklu na gotowo wykona ok ale po zgrubnym profil już będzie spiepszony bo go zetniesz tylną krawędzią.
Najlepiej wklej jakiś prosty rysunek z takim podcięciem to ci na przykładzie to opiszę.
- 26 wrz 2015, 10:21
- Forum: Fanuc
- Temat: Problem z G41 G42
- Odpowiedzi: 28
- Odsłony: 6856
Jeśli to robisz przecinakiem np 4mm z kompensacją to musisz ustawić geometrie dla dwuch krawendzi.
Np.
T0404 dla lewej krawendzi i
T0414 dla prawej krawędzi
w promieniu płytki podaj 0.4, chyba że masz inne.
Dla lewej krawędzi T0404 podaj pozycje narzędzia (kwadrat) nr. 3
natomiast dla prawej krawędzi T0414 podaj pozycje narzędzia nr. 4

I tak po skończeniu lewej strony wyjedź sobie na bezpieczną odległość i wywołaj T0414
i spokojnie wykończ prawą stronę kanałka.
Pozdrawiam.
Np.
T0404 dla lewej krawendzi i
T0414 dla prawej krawędzi
w promieniu płytki podaj 0.4, chyba że masz inne.
Dla lewej krawędzi T0404 podaj pozycje narzędzia (kwadrat) nr. 3
natomiast dla prawej krawędzi T0414 podaj pozycje narzędzia nr. 4
I tak po skończeniu lewej strony wyjedź sobie na bezpieczną odległość i wywołaj T0414
i spokojnie wykończ prawą stronę kanałka.
Pozdrawiam.
- 24 wrz 2015, 17:45
- Forum: Fanuc
- Temat: Problem z G41 G42
- Odpowiedzi: 28
- Odsłony: 6856
sammuel pisze:No a co z tą funkcją przy G70? Może to tak wyglądać czy powinno być tak jak czytałem, że musi być pomiędzy G42, a G40 tylko G00, G01, G02, G03?
Co się stanie jak nie podam w tabeli kwadrantu albo się pomylę? Jaki ruch wykona maszyna? Pytam czysto teoretycznie.
Który kwadrant podać do przecinaka?
Wpisując położenie narzędzia informujesz maszynę gdzie znajduje się owa krawędź.
Jeśli nie używasz kompensacji G41/G42 podanie złego położenia krawędzi narzędzia nie będzie miało znaczenia. Natomiast w sytuacji gdy używasz kompensacji będzie miało to wpływ na wymiary detalu obrabianego, ponieważ maszyna będzie kompensowała promień narzędzia w złym kierunku. Równie "złe" efekty będą gdy użyjesz zamiast G41 kompensacji G42 i na odwrór.
- 21 wrz 2015, 23:44
- Forum: Fanuc
- Temat: Problem z G41 G42
- Odpowiedzi: 28
- Odsłony: 6856
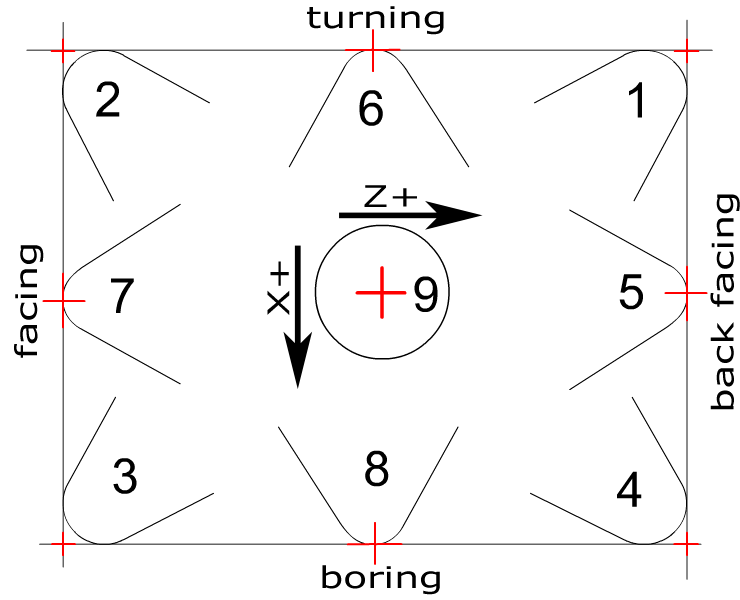
Kwadraty podajesz w tabeli geometrii narzędzia.
Pierwsze masz długości narzędzi w osi X i Z potem masz promień narzędzia R i ostatnia pozycja T czyli to o czym mówimy ( położenie krawędzi narzędzia )
Dla toczenia zawnętrznego narzędzie pozycja 3 i 4
Dla wytaczania narzędzie pozycja 2 i 1
Pozycją za i przed osią się narazie nie przejmuj bo zapewne (99%) będziesz korzystał ze standardowych ustawień czyli krawędzi
Pierwsze masz długości narzędzi w osi X i Z potem masz promień narzędzia R i ostatnia pozycja T czyli to o czym mówimy ( położenie krawędzi narzędzia )
Dla toczenia zawnętrznego narzędzie pozycja 3 i 4
Dla wytaczania narzędzie pozycja 2 i 1
Pozycją za i przed osią się narazie nie przejmuj bo zapewne (99%) będziesz korzystał ze standardowych ustawień czyli krawędzi
- 21 wrz 2015, 18:19
- Forum: Fanuc
- Temat: Problem z G41 G42
- Odpowiedzi: 28
- Odsłony: 6856
Dlaczego używasz kompensacji w cyklu zgrubnym ?
Przecież Fanuc nie czyta kompensacji w cyklach zgrubnych.
Wystarczy, że wpiszesz :
G42 G70 P1 Q2 F.15;
I cały kontur z cyklu zgrubnego będzie wykonany z kompensacją.
Co do kwadratów to najczęściej będziesz używał tylko 4.
Podsumowując określasz dla kompensacji położenie krawędzi płytki
I tak przy toczeniu zewnętrznym od czoła używasz pozycji 3 natomiast przy toczeniu wstecznym użyjesz pozycji 4.
Dla toczenia wewnętrznego użyjesz od czoła pozycji 2 natomiast dla wytaczania od tyłu pozycja 1.
I tak samo przy użyciu kompensacji.
Przy toczeniu zewnędtrznym od czoła użyjesz G42 (narzędzie pozycja 3) toczenie powrotne G41 (narzędzie pozycja 4).
Analogicznie przy wytaczaniu tylko, że odwrotnie.
Wytaczasz od czoła z kompensacją G41 ( narzędzie pozycja 2) i wytaczanie powrotne z kompensacją G42 (narzędzie pozycja nr 1) pozostałe pozycje przy toczeniu klasycznym (2 osie) są raczej nieużywane - można pozostawić wartość 0
Pozdrawiam
Przecież Fanuc nie czyta kompensacji w cyklach zgrubnych.
Wystarczy, że wpiszesz :
G42 G70 P1 Q2 F.15;
I cały kontur z cyklu zgrubnego będzie wykonany z kompensacją.
Co do kwadratów to najczęściej będziesz używał tylko 4.
Podsumowując określasz dla kompensacji położenie krawędzi płytki
I tak przy toczeniu zewnętrznym od czoła używasz pozycji 3 natomiast przy toczeniu wstecznym użyjesz pozycji 4.
Dla toczenia wewnętrznego użyjesz od czoła pozycji 2 natomiast dla wytaczania od tyłu pozycja 1.
I tak samo przy użyciu kompensacji.
Przy toczeniu zewnędtrznym od czoła użyjesz G42 (narzędzie pozycja 3) toczenie powrotne G41 (narzędzie pozycja 4).
Analogicznie przy wytaczaniu tylko, że odwrotnie.
Wytaczasz od czoła z kompensacją G41 ( narzędzie pozycja 2) i wytaczanie powrotne z kompensacją G42 (narzędzie pozycja nr 1) pozostałe pozycje przy toczeniu klasycznym (2 osie) są raczej nieużywane - można pozostawić wartość 0
Pozdrawiam






