



Gwintownik jest ok. Trochę mi zajmie napisanie tego jak i dla czego powstał taki gwintownik w przystępny sposób chce to zrobić tak żeby nie tylko ludzie zajawieni mogli skorzystać. Czasu teraz na to ma mało więc czeka w kolejce.
Jeśli chodzi o samą geometrie ostrzy to wszystko się zgadza bo to jest gwintownik lewy.
Przecież jak bym tak odwrotnie naostrzył to by rzeczywiście nie skrawało i nie dało by się zrobić gwintów.
Wygniatak ma jednak inną geometrię ostrza i inny otwór należy wykonać do jego użycia.
Znaleziono 19 wyników
Wróć do „Jakie gatunki stali narzędziowej kupić? Na zapas.”
- 27 kwie 2018, 18:34
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Jakie gatunki stali narzędziowej kupić? Na zapas.
- Odpowiedzi: 67
- Odsłony: 10547
- 24 kwie 2018, 09:32
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Jakie gatunki stali narzędziowej kupić? Na zapas.
- Odpowiedzi: 67
- Odsłony: 10547
Re: Jakie gatunki stali narzędziowej kupić? Na zapas.
Coś mi się wydaje że nie zaszalejesz z tą mocą. Ponad kilowat mają palniczki na kartusze. Myślę że pręty do fi 3mm zahartujesz ale nie za długi.
"Urządzenia do lutowania wyposażone są w generatory własnej produkcji o mocy od 5kW do 250kW"
- http://termetal.com.pl/produkty/urzadze ... lutowania/
Masz jedną piątą najmniejszego zakresu do lutowania ...
Do hartowania - "Urządzenia wyposażone są w generatory własnej produkcji o mocy od 30kW do 500kW" czyli masz jedną TRZYDZIESTĄ najmniejszego zakresu. Ilość energii wypromieniowana przez przedmiot nagrzany do 800 st. C jest ogromna do tego jeszcze przewodność cieplna i wychodzi że zahartujesz wiertło fi 1.5mm
Sam robiłem próby i udało mi się nagrzać do czerwoności pręt fi 1mm.
"Urządzenia do lutowania wyposażone są w generatory własnej produkcji o mocy od 5kW do 250kW"
- http://termetal.com.pl/produkty/urzadze ... lutowania/
Masz jedną piątą najmniejszego zakresu do lutowania ...
Do hartowania - "Urządzenia wyposażone są w generatory własnej produkcji o mocy od 30kW do 500kW" czyli masz jedną TRZYDZIESTĄ najmniejszego zakresu. Ilość energii wypromieniowana przez przedmiot nagrzany do 800 st. C jest ogromna do tego jeszcze przewodność cieplna i wychodzi że zahartujesz wiertło fi 1.5mm
Sam robiłem próby i udało mi się nagrzać do czerwoności pręt fi 1mm.
- 31 mar 2018, 08:03
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Jakie gatunki stali narzędziowej kupić? Na zapas.
- Odpowiedzi: 67
- Odsłony: 10547
Re: Jakie gatunki stali narzędziowej kupić? Na zapas.
Przyczyną niepowodzenia z pierwszą próbą nagrzewania z retortą było natychmiastowe uszkodzenie termopary. Do tanich mierników są termopary i mają one izolację z włókna szklanego przynajmniej wszystkie mają taką izolację z zewnątrz. Okazało się że niektóre mają izolację pojedynczej żyły z jakiegoś tworzywa. To oznacza że nie nadają się do wysokich temperatur, przy 300 stopniach C to już chyba każde tworzywo sztuczne się rozpada. W 850 stopniach C z izolacji został tylko węgiel i zakłócił pomiar temperatury wewnątrz retorty. Na szczęście niektóre termopary z tych mierników mają wszystkie izolacje wykonane z włókna szklanego i o ile dalej nie są one przeznaczone do pracy powyżej chyba 400 st. C to dają poprawny pomiar nawet w powyżej 800 st. C. Jedynie włókno szklane traci elastyczność i jest podatne na pękanie co jednak pozwala na co najmniej kilkukrotne użycie. Cena takiej termopary to kilka zł. więc można traktować jako materiał eksploatacyjny.
Ta wyglądają te dwa rodzaje izolacji opisane wcześniej.

O robieniu gwintownika to mi tyle materiału wyszło że jego opracowanie jeszcze trochę potrwa. Teraz przynajmniej zdjęcie pokaże - gwintownik 1" UNS LH nr1.

Detale wykonane przy użyciu własnego wykonania kompletu dwóch sztuk gwintowników.
Kostki gwintowane do wspawania.

Nakrętki kontrujące.

Jeszcze dwa detale hartowane ostatnio. Tuleja zaciskowa i gniazdo oba z NC6 oczywiście.
Nie wszystko mogę pokazać więc jest zasłonięte ale i tak widać o co chodzi.

Tuleja połączona z rurą ze "zwykłej" stali. Na dole ma być jeszcze przyspawana stalowa płytka.

Jak widać tuleja jest połączona z rurą, to połączenie gwintowe. Jest to jak najbardziej w temacie pytań na forum odnośnie jak pospawać stale bardzo różniące się własnościami od siebie. Chyba najprościej nie spawać tylko projektować elementy tak żeby były łączone w inny bardziej przewidywalny i wyliczany sposób. Może nie zawsze się da ... ale czy na pewno?
Jeszcze o gwintowniku trapezowym ... to jest długie i wiotkie narzędzie jak ktoś kiedyś robił śrubę trapezową z noża będzie wiedział jakie to łatwe. Cena sklepowa tego narzędzie jest adekwatna do jego wartości.
Gwintownik to nie tylko zarys gwintu to jeszcze rowki wirowe które dają miejsce na wióry ale i odpowiedni kąt pracy narzędzia oraz odpowiednie naostrzenie a to bez specjalnych ostrzałek jest dość kłopotliwe a przynajmniej wymaga odrobiny fantazji.
Ta wyglądają te dwa rodzaje izolacji opisane wcześniej.
O robieniu gwintownika to mi tyle materiału wyszło że jego opracowanie jeszcze trochę potrwa. Teraz przynajmniej zdjęcie pokaże - gwintownik 1" UNS LH nr1.
Detale wykonane przy użyciu własnego wykonania kompletu dwóch sztuk gwintowników.
Kostki gwintowane do wspawania.
Nakrętki kontrujące.
Jeszcze dwa detale hartowane ostatnio. Tuleja zaciskowa i gniazdo oba z NC6 oczywiście.
Nie wszystko mogę pokazać więc jest zasłonięte ale i tak widać o co chodzi.
Tuleja połączona z rurą ze "zwykłej" stali. Na dole ma być jeszcze przyspawana stalowa płytka.
Jak widać tuleja jest połączona z rurą, to połączenie gwintowe. Jest to jak najbardziej w temacie pytań na forum odnośnie jak pospawać stale bardzo różniące się własnościami od siebie. Chyba najprościej nie spawać tylko projektować elementy tak żeby były łączone w inny bardziej przewidywalny i wyliczany sposób. Może nie zawsze się da ... ale czy na pewno?
Jeszcze o gwintowniku trapezowym ... to jest długie i wiotkie narzędzie jak ktoś kiedyś robił śrubę trapezową z noża będzie wiedział jakie to łatwe. Cena sklepowa tego narzędzie jest adekwatna do jego wartości.
Gwintownik to nie tylko zarys gwintu to jeszcze rowki wirowe które dają miejsce na wióry ale i odpowiedni kąt pracy narzędzia oraz odpowiednie naostrzenie a to bez specjalnych ostrzałek jest dość kłopotliwe a przynajmniej wymaga odrobiny fantazji.
- 15 mar 2018, 09:04
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Jakie gatunki stali narzędziowej kupić? Na zapas.
- Odpowiedzi: 67
- Odsłony: 10547
Re: Jakie gatunki stali narzędziowej kupić? Na zapas.
Trafiłeś w 10.
Jak się odrobię to o tym napisze bo to dość obszerny materiał parę zdjęć wrzucę. Generalnie zrobiłem ostatnio z dobrym skutkiem Gwintownik 1"14zw/cal LH czyli lewy dwu sztukowy.
Nie jest to 15 minut chyba że marny gwint na gwałt w aluminium a i nawet to myślę że minimum godzina roboty.
Już opisywałem gwintownik mojego wykonania na forum tylko on miał być do kalibrowania zdeformowanego gwintu a nie robienia od zera:
piec-prozniowy-budowa-hartowanie-t84106 ... c6#p592908
Policz sobie czas jaki był potrzebny do jego wykonania. Mniejszy nie oznacza mniej roboty. Gwintowniki się kupuje chyba że akurat nie ma albo kosztuje 550 zł tak jak ten calowy, drobny, lewy to się można zastanawiać.
Jak się odrobię to o tym napisze bo to dość obszerny materiał parę zdjęć wrzucę. Generalnie zrobiłem ostatnio z dobrym skutkiem Gwintownik 1"14zw/cal LH czyli lewy dwu sztukowy.
Nie jest to 15 minut chyba że marny gwint na gwałt w aluminium a i nawet to myślę że minimum godzina roboty.
Już opisywałem gwintownik mojego wykonania na forum tylko on miał być do kalibrowania zdeformowanego gwintu a nie robienia od zera:
piec-prozniowy-budowa-hartowanie-t84106 ... c6#p592908
Policz sobie czas jaki był potrzebny do jego wykonania. Mniejszy nie oznacza mniej roboty. Gwintowniki się kupuje chyba że akurat nie ma albo kosztuje 550 zł tak jak ten calowy, drobny, lewy to się można zastanawiać.
- 25 lut 2018, 23:27
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Jakie gatunki stali narzędziowej kupić? Na zapas.
- Odpowiedzi: 67
- Odsłony: 10547
Re: Jakie gatunki stali narzędziowej kupić? Na zapas.
Taka cisza że myślałem, że takich bzdur dawno nikt nie czytał i wszystkim słów brakło na opisanie tego. 

Za dużo było na raz rzeczy które były niesprawdzone żeby jeszcze doczyszczać gaz. Na szczęście wiem co można z nim w miarę prosty sposób zrobić aby go poprawić.
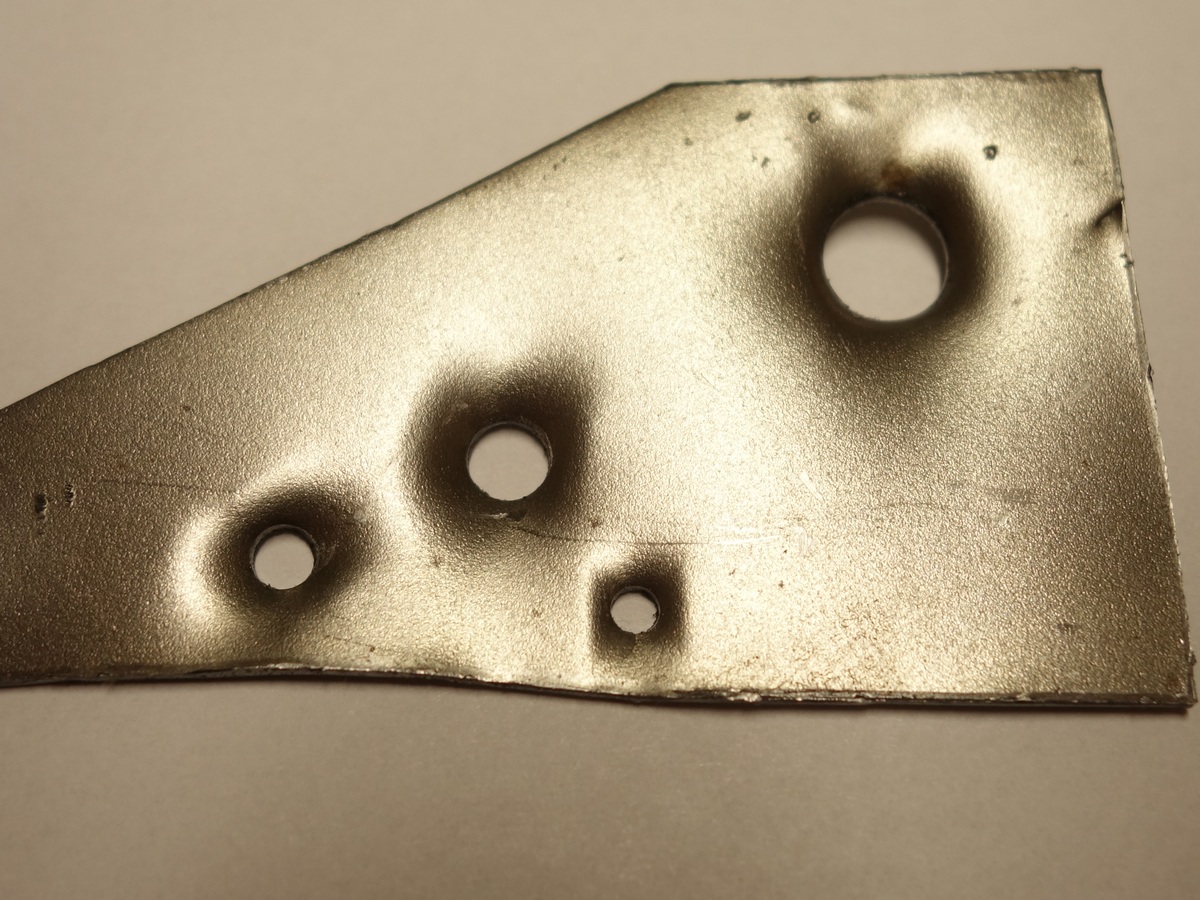
Oczywiście cały czas był przepływ gazu, minimalny żeby za nadto nie chłodzić jakże małej retorty. Prawdopodobnie w pierwszej minucie nastąpiło uszkodzenie termopary wewnątrz retorty więc cała reszta eksperymentu jest dyskusyjna w związku z tym nigdzie tych próbek nie będę nosił na twardościomierz. Nastąpiło przekroczenie planowanej temperatury, przekroczenie planowanego czasu, całkowite zniszczenie termopary. Na modelu z dziurką zrobiłem próbę łamania niestety po odpuszczeniu, widać rozrost ziarna. Wiele by można pisać co poszło źle ale wiem że na pewno nie nastąpiło odwęglenie powierzchni. Dlaczego ? Bo ten model z otworem zahartowany był z niższej temperatury (ledwie czerwony kolor - zostało w retorcie i stwierdziłem że nie zaszkodzi też wrzucić w olej) i jest minimalnie mniej twardy a te przebijaki bez szlifowania miały na tyle ostrą i twardą krawędź że rysowały powierzchnie. Pierwsze co zahartowałem z tej stali to przebijak fi 6 palnikiem w oleju i on po ok 1 minucie grzania miał już wyraźnie miękka powierzchnie którą te grzane w atmosferze ochronnej rysowały.
Próba technologiczna na blaszce 1mm, przebijanie na "matrycy" z imadła została z powodzeniem wykonana dla wszystkich "narzędzi"
Do Częstochowy nie mam daleko ... piwo i cydr?
Dość wróżenia z fusów. Czas planować następny eksperyment. Troszkę zdjęć.



Za dużo było na raz rzeczy które były niesprawdzone żeby jeszcze doczyszczać gaz. Na szczęście wiem co można z nim w miarę prosty sposób zrobić aby go poprawić.
Oczywiście cały czas był przepływ gazu, minimalny żeby za nadto nie chłodzić jakże małej retorty. Prawdopodobnie w pierwszej minucie nastąpiło uszkodzenie termopary wewnątrz retorty więc cała reszta eksperymentu jest dyskusyjna w związku z tym nigdzie tych próbek nie będę nosił na twardościomierz. Nastąpiło przekroczenie planowanej temperatury, przekroczenie planowanego czasu, całkowite zniszczenie termopary. Na modelu z dziurką zrobiłem próbę łamania niestety po odpuszczeniu, widać rozrost ziarna. Wiele by można pisać co poszło źle ale wiem że na pewno nie nastąpiło odwęglenie powierzchni. Dlaczego ? Bo ten model z otworem zahartowany był z niższej temperatury (ledwie czerwony kolor - zostało w retorcie i stwierdziłem że nie zaszkodzi też wrzucić w olej) i jest minimalnie mniej twardy a te przebijaki bez szlifowania miały na tyle ostrą i twardą krawędź że rysowały powierzchnie. Pierwsze co zahartowałem z tej stali to przebijak fi 6 palnikiem w oleju i on po ok 1 minucie grzania miał już wyraźnie miękka powierzchnie którą te grzane w atmosferze ochronnej rysowały.
Próba technologiczna na blaszce 1mm, przebijanie na "matrycy" z imadła została z powodzeniem wykonana dla wszystkich "narzędzi"
Do Częstochowy nie mam daleko ... piwo i cydr?
Dość wróżenia z fusów. Czas planować następny eksperyment. Troszkę zdjęć.
- 24 lut 2018, 15:10
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Jakie gatunki stali narzędziowej kupić? Na zapas.
- Odpowiedzi: 67
- Odsłony: 10547
Re: Jakie gatunki stali narzędziowej kupić? Na zapas.
Już jest niespodzianka.

Retorta ze stali nierdzewnej, z termoparą do kontroli temperatury wewnątrz.

Przedmioty do hartowania w "koszach załadunkowych"
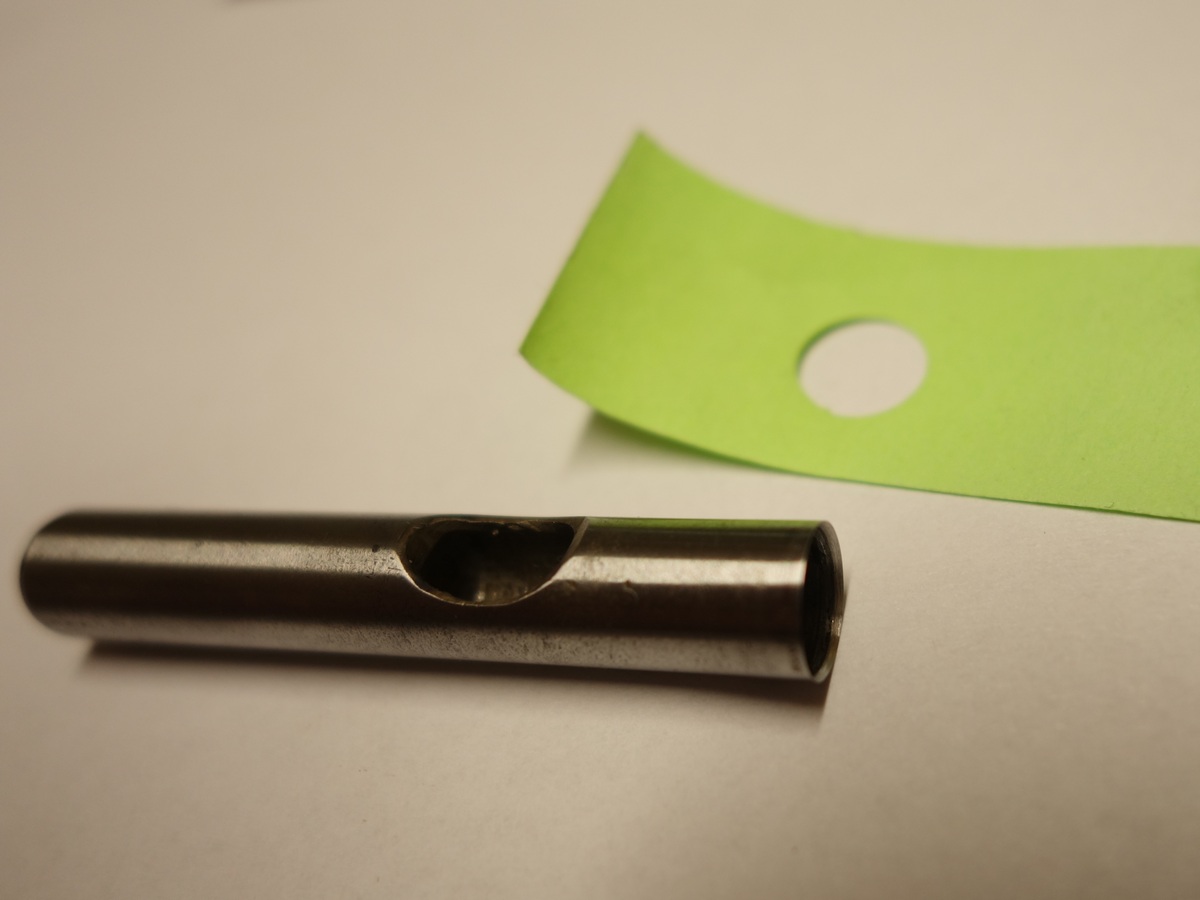
Model z otworem do pomiaru temperatury detali.
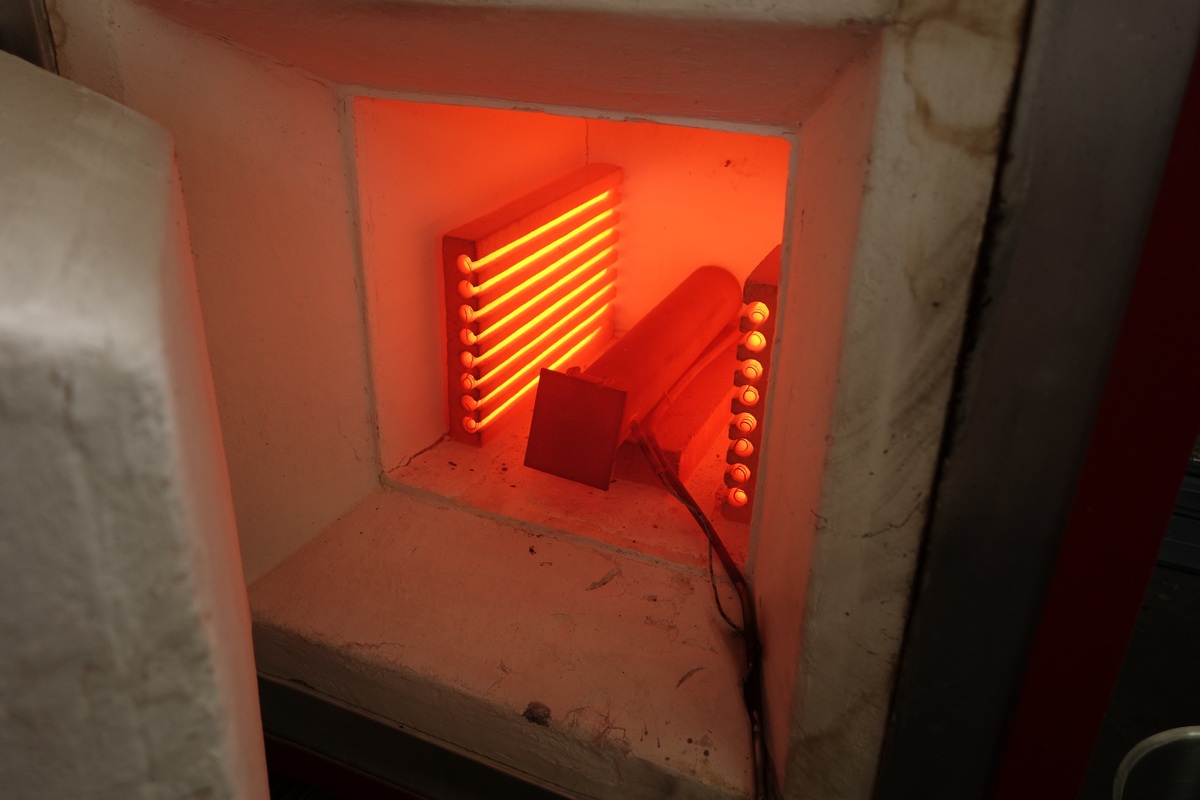
Retorta w piecu.

Zahartowane detale 1, 2, 3 wybijaki z pierwszego podejścia do tematu, 5,6 kolejne próbki, 4 dziurkacz chroniony Melonkote 850, 7 model do pomiaru temperatury.

Model do pomiaru temperatury widok otworka na termoparę.
Jak nie trudno się domyśleć stal nierdzewna nie jest żaroodporna z zewnątrz retorta łuszczy się ale na kilka eksperymentów wystarczy.
Używałem argonu 4.8. wyniki nie powalają. Cały eksperyment nie obył się bez niespodzianek nie byłem w stanie prawidłowo kontrolować temperatury gdyż ... nie wiadomo dokładnie co poszło nie tak ale ta termopara jest do 400 st. pod względem izolacji. Generalnie odczyt temperatury retorty był błędny. Ostatecznie całość była w piecu 70 minut przy temperaturze pieca początkowo 860 ostatecznie 1000 st.C Detale 1 do 3 prawdopodobnie są przegrzane. Z powodu zbyt wolnego wzrostu temperatury podniosłem temperaturę pieca na 900 a potem 1000 st C.
W pojedynku Melonkote 850 i piec z retortą wygrywa Melonkot 850. Nawet nie stosowałem 5 godzin suszenia i było dobrze.
Ktoś może się wypowie o powierzchni detali szczególnie tego kawałka z otworkiem. Stal NC6.
Retorta od środka do połowy od drzwiczek jest mocno utleniona dalsza część jest w zasadzie dobra, nie błyszczy jak nowa ale zmiany koloru nie ma.
Żarówka w planach ale na eksperymenty nierdzewka.
Dodane 2 godziny 6 minuty 20 sekundy:
Jednak nie jest tak źle. Utlenianie nastąpiło najprawdopodobniej w czasie transferu a nie we wnętrzu retorty. Naiwne byłoby się spodziewać metalicznie czystej powierzchni jak stal jest wystawiona na działanie powietrza nawet tak krótki czas jak kilka sekund. Jest kilka punktów gdzie próbki nie są czarne tylko kolorowe tam gdzie był kontakt z zawieszkami czyli miejsca o mniejszym dostępie do powietrza w trakcie przenoszenia i tam nie zdążył się materiał utlenić na czarno. Nie wykryłem też miękkiej warstwy powierzchniowej charakterystycznej dla odwęglenia, krawędzie tych wybijaków przyłożone do dość twardej stali (ulepszonej) mocno się w nią zagłębiają czuć wyraźny opór a nie poślizg. Czyli jest ok???
Retorta ze stali nierdzewnej, z termoparą do kontroli temperatury wewnątrz.
Przedmioty do hartowania w "koszach załadunkowych"
Model z otworem do pomiaru temperatury detali.
Retorta w piecu.
Zahartowane detale 1, 2, 3 wybijaki z pierwszego podejścia do tematu, 5,6 kolejne próbki, 4 dziurkacz chroniony Melonkote 850, 7 model do pomiaru temperatury.
Model do pomiaru temperatury widok otworka na termoparę.
Jak nie trudno się domyśleć stal nierdzewna nie jest żaroodporna z zewnątrz retorta łuszczy się ale na kilka eksperymentów wystarczy.
Używałem argonu 4.8. wyniki nie powalają. Cały eksperyment nie obył się bez niespodzianek nie byłem w stanie prawidłowo kontrolować temperatury gdyż ... nie wiadomo dokładnie co poszło nie tak ale ta termopara jest do 400 st. pod względem izolacji. Generalnie odczyt temperatury retorty był błędny. Ostatecznie całość była w piecu 70 minut przy temperaturze pieca początkowo 860 ostatecznie 1000 st.C Detale 1 do 3 prawdopodobnie są przegrzane. Z powodu zbyt wolnego wzrostu temperatury podniosłem temperaturę pieca na 900 a potem 1000 st C.
W pojedynku Melonkote 850 i piec z retortą wygrywa Melonkot 850. Nawet nie stosowałem 5 godzin suszenia i było dobrze.
Ktoś może się wypowie o powierzchni detali szczególnie tego kawałka z otworkiem. Stal NC6.
Retorta od środka do połowy od drzwiczek jest mocno utleniona dalsza część jest w zasadzie dobra, nie błyszczy jak nowa ale zmiany koloru nie ma.
Żarówka w planach ale na eksperymenty nierdzewka.
Dodane 2 godziny 6 minuty 20 sekundy:
Jednak nie jest tak źle. Utlenianie nastąpiło najprawdopodobniej w czasie transferu a nie we wnętrzu retorty. Naiwne byłoby się spodziewać metalicznie czystej powierzchni jak stal jest wystawiona na działanie powietrza nawet tak krótki czas jak kilka sekund. Jest kilka punktów gdzie próbki nie są czarne tylko kolorowe tam gdzie był kontakt z zawieszkami czyli miejsca o mniejszym dostępie do powietrza w trakcie przenoszenia i tam nie zdążył się materiał utlenić na czarno. Nie wykryłem też miękkiej warstwy powierzchniowej charakterystycznej dla odwęglenia, krawędzie tych wybijaków przyłożone do dość twardej stali (ulepszonej) mocno się w nią zagłębiają czuć wyraźny opór a nie poślizg. Czyli jest ok???
- 23 lut 2018, 20:29
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Jakie gatunki stali narzędziowej kupić? Na zapas.
- Odpowiedzi: 67
- Odsłony: 10547
Re: Jakie gatunki stali narzędziowej kupić? Na zapas.
Oczywiście książki papierowe to podstawa i to im starsze tym lepiej. Mniej w takich reklam i wyników badań na zamówienie i tendencyjnych informacji. Kawa na ławę bo z tego mieli się ludzie kształcić. Niestety w bibliotece osiedlowej niema nic o hartowaniu.
Mam skany: Mały poradnik hartownika, Poradnik inżyniera obróbka cieplna żelaza, Stale narzędziowe obróbka cieplna narzędzi. Patrzyłem na używane książki ale nie są po 10 zł, też ciężko kupować co popadnie. Kolega Melon zrobił zdjęcia okładek książek ale po odświeżeniu forum zniknęły. Piękne to były czasy i ja też byłem piękny i młody, co się całymi dniami siedziało w Jagiellonce i kopało wiedzę z zakurzonych książek żółte karteczki ehh te czasy te se ne wrati.
Rakiety na księżyc ... no właśnie mnie kolega Kolec7 wpuszcza w technologię kosmiczną.
Tak sobie myślę że na co dzień to można zrobić coś w miarę standardowego a na miecze... nie mam pieca tak długiego. Raczej tak będzie że właściwą temperaturę to się zrobi ręcznie i wleje do rury w pionie na długie detale. To nie będzie hartownia 24/7 więc nie ma co przesadzać.
Przy odrobinie staranności można myślę uzyskać zadowalające efekty.
Robię to dla siebie. Tan termometr to mam tak jakby przy okazji robiłem przetwornik analogowo-cyfrowy do komputera ma 24bity i 10s/s do tego specjalizowany układ do zimnych końców termopary i gotowe. Komunikacja z komputerem po rs232 i Labview do wizualizacji. Potem zrobiłem jeszcze transmisję bezprzewodową na bluetooth. Ciekawy jest wykres jak się taką termoparę z taniego miernika z kuleczką jak główka od szpilki przyłoży do ust i oddycha. Przy tej rozdzielczości i prędkości próbkowania widać każdy wdech i wydech w postaci gór i dolin.
Pisałem że "leży mi" kamera termowizja, niestety tylko do 800 st. ale skąd mogłem wiedzieć że przyda się do 1200.
Mam sporo klocków i mogę sobie składać wiele fajnych rzeczy bawi mnie to. Są droższe hobby na świecie. Oczywiście wszystko to leży gdzieś w zakresie działalności zarobkowej i nie jest czystym hobby. Już kilka detali hartowanych poszło w świat.
Twardościomierz ... no pasowałoby kiedyś kupić. Na razie mam skale twardości własną twarde i nietwarde ... pilnik się ślizga albo nie.
to znaczy mam twardościomierz hobbystyczny z kulką stalową i wagą do pomiaru raczej w okolicy HB. Pomiar odcisku suwmiarką, waga to mini siłownik hydrauliczny i ciśnieniomierz. Porównuje odciski przy jednakowym nacisku i czasie. Potrzebne mi to było przy sprawdzaniu twardości przy napawaniu koła zębatego elektrody miały dać HB250.
Mam skany: Mały poradnik hartownika, Poradnik inżyniera obróbka cieplna żelaza, Stale narzędziowe obróbka cieplna narzędzi. Patrzyłem na używane książki ale nie są po 10 zł, też ciężko kupować co popadnie. Kolega Melon zrobił zdjęcia okładek książek ale po odświeżeniu forum zniknęły. Piękne to były czasy i ja też byłem piękny i młody, co się całymi dniami siedziało w Jagiellonce i kopało wiedzę z zakurzonych książek żółte karteczki ehh te czasy te se ne wrati.
Rakiety na księżyc ... no właśnie mnie kolega Kolec7 wpuszcza w technologię kosmiczną.
Tak sobie myślę że na co dzień to można zrobić coś w miarę standardowego a na miecze... nie mam pieca tak długiego. Raczej tak będzie że właściwą temperaturę to się zrobi ręcznie i wleje do rury w pionie na długie detale. To nie będzie hartownia 24/7 więc nie ma co przesadzać.
Przy odrobinie staranności można myślę uzyskać zadowalające efekty.
Robię to dla siebie. Tan termometr to mam tak jakby przy okazji robiłem przetwornik analogowo-cyfrowy do komputera ma 24bity i 10s/s do tego specjalizowany układ do zimnych końców termopary i gotowe. Komunikacja z komputerem po rs232 i Labview do wizualizacji. Potem zrobiłem jeszcze transmisję bezprzewodową na bluetooth. Ciekawy jest wykres jak się taką termoparę z taniego miernika z kuleczką jak główka od szpilki przyłoży do ust i oddycha. Przy tej rozdzielczości i prędkości próbkowania widać każdy wdech i wydech w postaci gór i dolin.
Pisałem że "leży mi" kamera termowizja, niestety tylko do 800 st. ale skąd mogłem wiedzieć że przyda się do 1200.
Mam sporo klocków i mogę sobie składać wiele fajnych rzeczy bawi mnie to. Są droższe hobby na świecie. Oczywiście wszystko to leży gdzieś w zakresie działalności zarobkowej i nie jest czystym hobby. Już kilka detali hartowanych poszło w świat.
Twardościomierz ... no pasowałoby kiedyś kupić. Na razie mam skale twardości własną twarde i nietwarde ... pilnik się ślizga albo nie.
to znaczy mam twardościomierz hobbystyczny z kulką stalową i wagą do pomiaru raczej w okolicy HB. Pomiar odcisku suwmiarką, waga to mini siłownik hydrauliczny i ciśnieniomierz. Porównuje odciski przy jednakowym nacisku i czasie. Potrzebne mi to było przy sprawdzaniu twardości przy napawaniu koła zębatego elektrody miały dać HB250.
- 23 lut 2018, 18:37
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Jakie gatunki stali narzędziowej kupić? Na zapas.
- Odpowiedzi: 67
- Odsłony: 10547
Re: Jakie gatunki stali narzędziowej kupić? Na zapas.
Dziękuje za wykresy.
Ta moja niezwykła wiedza to kopiuj wklej z internetowych źródeł więc bym nie przesadzał z zachwytem.
Jak ktoś ze studiów nie wyniósł wiedzy o tym, że jednym z pierwszych etapów projektowania jest przegląd istniejących rozwiązań to co wyniósł? Kredę w kieszeni.
Spawam choć nie jestem spawaczem (tylko nie wszyscy o tym wiedzą szczególnie klienci i przychodzą ciągle coś spawać), hartuję ale nie jestem hartownikiem ale projektować maszyny i urządzenia to już mam prawo. Mogę je również "wprowadzać do obrotu" po odpowiednim onaklejkowaniu.
Doczytałem troszkę o atmosferach ochronnych - ciekawe.
Na podstawie takiej oferty:
Tool Shop Hardening System KHS 17
http://www.nabertherm.pl/produkte/detai ... rtesysteme
Widzę że to o czym tu dyskutujemy do chłodzenia to by było mocno ponad standard "warsztatowego zestawu hartownika" oni oferują opcjonalnie do tego grzanie nie wspominając nic o mieszaniu, chłodzeniu kontroli temperatury. Ten wózek na olej i wodę ... wyborne my tu o grzaniu mieszaniu kontroli temperatury a ja tam nawet pokrywki nie widzę. Kółka ma to znaczy że jest pro. i rozumiem że jak mi woda trochę pryśnie do oleju to jest ok? Trochę szkoda 50 litów oleju tam wlewać i go od razu zepsuć wodą.
Jeszcze sobie kulkę ze srebra odleje uruchomię "trochę" lepszy termometr z rejestracją 10próbek/s i będę miał laboratorium hartownicze a nie amatorskie hartowanie. Wiem wiem jeszcze twardościomierz, mikroskop, trochę "kwasu" i pewnie całą masę innych "pierdół" których i tak nikt nie używa bo przecież "pilnik się ślizga to o co chodzi".
Ciekawi mnie co się dzieje hartowanym detalem w drodze między tą retortą a olejem, bo przez chwilkę mamy atmosferę "trochę" nieodpowiednią??? Gdzieś tam piszą że to nie przeszkadza. To już chyba detal przestaje być koszerny.
Na chwilę obecną to najmniejszy standardowy "pojemnik na olej" znalazłem 50dm3
http://www.nabertherm.com/produkte/deta ... reckbaeder
I znowu opcjonalnie grzanie, tyle dobrze że pokrywkę już dają w zestawie.
My tu rozmawiamy o 30 litrowej kąpieli z grzaniem, chłodzeniem, mieszaniem.
Przez chwilę się podnieciłem że taki fajny mały piecyk niestety to tylko model.
Mam już coś ciekawego może się uda jutro przetestować będzie niespodzianka.
Ta moja niezwykła wiedza to kopiuj wklej z internetowych źródeł więc bym nie przesadzał z zachwytem.
Jak ktoś ze studiów nie wyniósł wiedzy o tym, że jednym z pierwszych etapów projektowania jest przegląd istniejących rozwiązań to co wyniósł? Kredę w kieszeni.
Spawam choć nie jestem spawaczem (tylko nie wszyscy o tym wiedzą szczególnie klienci i przychodzą ciągle coś spawać), hartuję ale nie jestem hartownikiem ale projektować maszyny i urządzenia to już mam prawo. Mogę je również "wprowadzać do obrotu" po odpowiednim onaklejkowaniu.
Doczytałem troszkę o atmosferach ochronnych - ciekawe.
Na podstawie takiej oferty:
Tool Shop Hardening System KHS 17
http://www.nabertherm.pl/produkte/detai ... rtesysteme
Widzę że to o czym tu dyskutujemy do chłodzenia to by było mocno ponad standard "warsztatowego zestawu hartownika" oni oferują opcjonalnie do tego grzanie nie wspominając nic o mieszaniu, chłodzeniu kontroli temperatury. Ten wózek na olej i wodę ... wyborne my tu o grzaniu mieszaniu kontroli temperatury a ja tam nawet pokrywki nie widzę. Kółka ma to znaczy że jest pro. i rozumiem że jak mi woda trochę pryśnie do oleju to jest ok? Trochę szkoda 50 litów oleju tam wlewać i go od razu zepsuć wodą.
Jeszcze sobie kulkę ze srebra odleje uruchomię "trochę" lepszy termometr z rejestracją 10próbek/s i będę miał laboratorium hartownicze a nie amatorskie hartowanie. Wiem wiem jeszcze twardościomierz, mikroskop, trochę "kwasu" i pewnie całą masę innych "pierdół" których i tak nikt nie używa bo przecież "pilnik się ślizga to o co chodzi".
Ciekawi mnie co się dzieje hartowanym detalem w drodze między tą retortą a olejem, bo przez chwilkę mamy atmosferę "trochę" nieodpowiednią??? Gdzieś tam piszą że to nie przeszkadza. To już chyba detal przestaje być koszerny.
Na chwilę obecną to najmniejszy standardowy "pojemnik na olej" znalazłem 50dm3
http://www.nabertherm.com/produkte/deta ... reckbaeder
I znowu opcjonalnie grzanie, tyle dobrze że pokrywkę już dają w zestawie.
My tu rozmawiamy o 30 litrowej kąpieli z grzaniem, chłodzeniem, mieszaniem.
Przez chwilę się podnieciłem że taki fajny mały piecyk niestety to tylko model.
Mam już coś ciekawego może się uda jutro przetestować będzie niespodzianka.
- 21 lut 2018, 21:13
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Jakie gatunki stali narzędziowej kupić? Na zapas.
- Odpowiedzi: 67
- Odsłony: 10547
Re: Jakie gatunki stali narzędziowej kupić? Na zapas.
Co do kruchości odpuszczania to mam deja vu
to mój post z 2010 roku
"Już wiem po co po odpuszczaniu chłodzić w oleju lub w wodzie. Zapobiega to kruchości odpuszczania w stalach które zawierają Cr, Cr-Mn, Cr-Ni, Cr-V (powstaje poprzez zbyt powolne chłodzenie w zakresie 600-400st. C). Sprawę można rozwiązać używając stali z dodatkiem molibdenu które nie mają tendencji do kruchości odpuszczania.
(Takiej odpowiedzi się spodziewałem pytając po co się chłodzi w oleju po odpuszczaniu)
Typuje następujące stale 30H2N2M, 40H2MF, 40HM w zależności którą będzie łatwiej kupić.
Najbardziej pasowałaby 30H2N2M Rm-110-130 kg/mm2 Re-90 kg/mm2 (jednostki stare ale takież źródło) to ok 3 razy więcej niż "zwykła stal". Wszystkie mają w składzie molibden więc z kruchością o. nie ma problemu."
material-na-sciagacz-t22505-10.html?hil ... %C4%85gacz
[...]
3) 40HM potrafi być czuła na "efekt kruchości nieodwracalnej" - czyli "kruchości 500".
Trzeba tylko wiedzieć jak ten problem ominąć - da się - łatwo!
[...]
Acetylenku - ja Cię wpuszczam w maliny, a Ty nadal w nie brniesz
[...]
Co ja mam z tego rozumieć? Egzaminujesz mnie czy co, mam przejść przez swoje jak student a ty chcesz się dobrze bawić?
1) Jest pierwiastek, który eliminuje efekt kruchości 300! Jaki? - Krzem
2) Jak naprawić detal z wadą kruchości 300, czyli nieodwracalnej? można zmniejszyć przez powtórne zahartowanie i odpuszczanie poniżej lub powyżej zakresu temperatur kruchości odpuszczania I rodzaju
3) Dlaczego fosfor powoduje kruchość?
przypuszcza się że przyczyną są wydzielenia jakichś faz (węglików, fosforków, arsenków itp.) na granicach ziarn. Fazy te wydzielają się podczas powolnego chłodzenia i rozpuszczają podczas grzania.
4) Jak będziesz kontrolował i sterował temperaturą pracy oleju w swojej frytkownicy?
Chłodzenie pompa i chłodnica oleju. Sterowanie na Ds18b20 i Atmega8 i 2xSSR.
5) Masz charakterystykę dla OH-70?
Nie mam.
6) Jak będziesz mieszał olej? Wiesz jak zmienia się szybkość chłodzenia w zależności od szybkości przepływu oleju wokół wsadu?
Mieszadło na silniku. Nie wiem.
7) Jak głęboka wannę będziesz miał w tej frytkownicy? Jak głęboko trzeba zanurzać wsad?
ok 35cm. Nie wiem
8 ) Co z grzaniem? Palnik?
Grzałka z parnika 2kW.
Pisząc że robię projekt nie oznacza że wycinam właśnie blachę na to i już spawam wszystko w ... razem. Oznacza że jak na inżyniera przystało robię przegląd istniejących rozwiązań. Moje wstępne założenia były aby użyć 20 litrów oleju. Przemysłowe wanny hartownicze mają sporo więcej i ciężko o istniejące rozwiązania na tak małą objętość oleju. Raczej ludziska stosują stare beczki wiaderka skrzynie po amunicji. Dzisiaj użyłem prawie nierdzewnego garnka który już w kuchni nie posłuży łatwo w nim zagrzać olej gorzej z chłodzeniem.
to mój post z 2010 roku
"Już wiem po co po odpuszczaniu chłodzić w oleju lub w wodzie. Zapobiega to kruchości odpuszczania w stalach które zawierają Cr, Cr-Mn, Cr-Ni, Cr-V (powstaje poprzez zbyt powolne chłodzenie w zakresie 600-400st. C). Sprawę można rozwiązać używając stali z dodatkiem molibdenu które nie mają tendencji do kruchości odpuszczania.
(Takiej odpowiedzi się spodziewałem pytając po co się chłodzi w oleju po odpuszczaniu)
Typuje następujące stale 30H2N2M, 40H2MF, 40HM w zależności którą będzie łatwiej kupić.
Najbardziej pasowałaby 30H2N2M Rm-110-130 kg/mm2 Re-90 kg/mm2 (jednostki stare ale takież źródło) to ok 3 razy więcej niż "zwykła stal". Wszystkie mają w składzie molibden więc z kruchością o. nie ma problemu."
material-na-sciagacz-t22505-10.html?hil ... %C4%85gacz
[...]
3) 40HM potrafi być czuła na "efekt kruchości nieodwracalnej" - czyli "kruchości 500".
Trzeba tylko wiedzieć jak ten problem ominąć - da się - łatwo!
[...]
Acetylenku - ja Cię wpuszczam w maliny, a Ty nadal w nie brniesz
[...]
Co ja mam z tego rozumieć? Egzaminujesz mnie czy co, mam przejść przez swoje jak student a ty chcesz się dobrze bawić?
1) Jest pierwiastek, który eliminuje efekt kruchości 300! Jaki? - Krzem
2) Jak naprawić detal z wadą kruchości 300, czyli nieodwracalnej? można zmniejszyć przez powtórne zahartowanie i odpuszczanie poniżej lub powyżej zakresu temperatur kruchości odpuszczania I rodzaju
3) Dlaczego fosfor powoduje kruchość?
przypuszcza się że przyczyną są wydzielenia jakichś faz (węglików, fosforków, arsenków itp.) na granicach ziarn. Fazy te wydzielają się podczas powolnego chłodzenia i rozpuszczają podczas grzania.
4) Jak będziesz kontrolował i sterował temperaturą pracy oleju w swojej frytkownicy?
Chłodzenie pompa i chłodnica oleju. Sterowanie na Ds18b20 i Atmega8 i 2xSSR.
5) Masz charakterystykę dla OH-70?
Nie mam.
6) Jak będziesz mieszał olej? Wiesz jak zmienia się szybkość chłodzenia w zależności od szybkości przepływu oleju wokół wsadu?
Mieszadło na silniku. Nie wiem.
7) Jak głęboka wannę będziesz miał w tej frytkownicy? Jak głęboko trzeba zanurzać wsad?
ok 35cm. Nie wiem
8 ) Co z grzaniem? Palnik?
Grzałka z parnika 2kW.
Pisząc że robię projekt nie oznacza że wycinam właśnie blachę na to i już spawam wszystko w ... razem. Oznacza że jak na inżyniera przystało robię przegląd istniejących rozwiązań. Moje wstępne założenia były aby użyć 20 litrów oleju. Przemysłowe wanny hartownicze mają sporo więcej i ciężko o istniejące rozwiązania na tak małą objętość oleju. Raczej ludziska stosują stare beczki wiaderka skrzynie po amunicji. Dzisiaj użyłem prawie nierdzewnego garnka który już w kuchni nie posłuży łatwo w nim zagrzać olej gorzej z chłodzeniem.
- 21 lut 2018, 16:49
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Jakie gatunki stali narzędziowej kupić? Na zapas.
- Odpowiedzi: 67
- Odsłony: 10547
Re: Jakie gatunki stali narzędziowej kupić? Na zapas.
Poezja hartowania taki olej. Na razie prowizorycznie w garnku ale z grzaniem i kontrolą temperatury. Pręcik fi 8 przetoczony na wybijak fi 6 na próbę. Już robię projekt frytkownicy. Czysto, ładny czarny kolor detalu, łatwe w czyszczeniu z resztek.
Z tą kruchością I i II rodzaju to na pewno się zgadza? Kruchość II rodzaju "500" jest odwracalna a kruchość I rodzaju "300" nieodwracalna i nie zależna za bardzo od składu stali. Kruchość "500" jest zależna od składu stale chromowe, chromowo-niklowe, manganowe oraz chromowo-wanadowe, zwłaszcza z podwyższoną zawartością fosforu są wrażliwe (tak wyczytałem). Generalnie po odpuszczaniu wysokim szybko chłodzić i po problemie.
Z tą kruchością I i II rodzaju to na pewno się zgadza? Kruchość II rodzaju "500" jest odwracalna a kruchość I rodzaju "300" nieodwracalna i nie zależna za bardzo od składu stali. Kruchość "500" jest zależna od składu stale chromowe, chromowo-niklowe, manganowe oraz chromowo-wanadowe, zwłaszcza z podwyższoną zawartością fosforu są wrażliwe (tak wyczytałem). Generalnie po odpuszczaniu wysokim szybko chłodzić i po problemie.






