



Ok, w porządku nie spinam się, tylko wczoraj jechałem półtorej godziny do pracy takimi objazdami że przy zdrowych zmysłach nigdy bym nimi nie jechał, ale pogoda narzuciła i mnie i wielu innym zmierzającym do bielska swoje warunki.
I racja, zupełnie nie zwróciłem uwagi że siedzimy w dziale plazm, pamiętałem tylko temat o niecodziennej blasze i nie chciałem zakładać nowego na jedno małe pytanko. Choć może powinienem był.
Będę to badziewie dzisiaj wycinał (znaczy się przygotowywał), grubości to 4mm i 5mm, na dokładkę mam jeszcze N960 3mm.
Pozdrawiam serdecznie i dzięki za wskazówki
Znaleziono 6 wyników
- 18 maja 2010, 06:50
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: DOMEX 650MCD
- Odpowiedzi: 18
- Odsłony: 12495
- 17 maja 2010, 07:57
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: DOMEX 650MCD
- Odpowiedzi: 18
- Odsłony: 12495
- 14 maja 2010, 15:26
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: DOMEX 650MCD
- Odpowiedzi: 18
- Odsłony: 12495
Odkopiemy temacik gdyż na tapetę trafia nowa ciekawa blacha. A mianowicie:
ROC 400
zgodnie z takim pdfem:
http://www.abraservice.com/ims/ims_abra ... poland.pdf
blacha o wysokiej odporności na ścieranie, hartowana wodą.
Ale jaki to ma skład? Czy potnę to tlenem czy będę musiał azotem?
ROC 400
zgodnie z takim pdfem:
http://www.abraservice.com/ims/ims_abra ... poland.pdf
blacha o wysokiej odporności na ścieranie, hartowana wodą.
Ale jaki to ma skład? Czy potnę to tlenem czy będę musiał azotem?
- 16 lut 2010, 21:10
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: DOMEX 650MCD
- Odpowiedzi: 18
- Odsłony: 12495
- 16 lut 2010, 14:51
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: DOMEX 650MCD
- Odpowiedzi: 18
- Odsłony: 12495
Berdysz - to była trójeczka, wycinana jak to nazywamy "obcięciami" - spreparowany rysunek uwzględniający kerf (szczelinę po cięciu). Widocznie to tylko kwestia że pierwsze obcięcie zostawiało wąski pasek (15mm) powodowało że ten pasek się giął i skręcał. Nie było później problemu.
I oczywiście na laserku ciąłem. Właśnie to przesunięcie podczas testowego cięcia było dziwne.
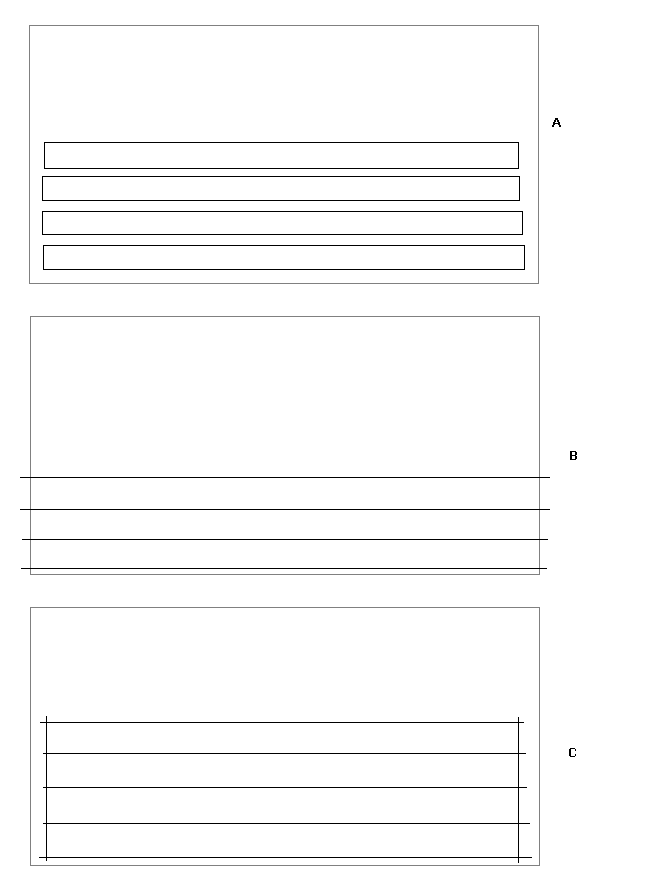
Dla lepszego wyobrażenia - schemacik
Wersja A - każdy płaskownik traktowany jako osobny element (cięcie po zewnętrznym obrysie) - tak nie robiłem tego
Wersja B - w szerokość płaskownika wliczono szerokość kerfu - obcinanie przez całą długość arkusza - to powodowało problemy przy testowych egzemplarzach
Wersja C - podobnie jak wyżej tylko że nie cięto przez całą długość arkusza - najpierw cięcia poziome po osi X (dłuższa krawędź) potem obcięcia w osi Y - tak wycinałem resztę.
I oczywiście na laserku ciąłem. Właśnie to przesunięcie podczas testowego cięcia było dziwne.
Dla lepszego wyobrażenia - schemacik
Wersja A - każdy płaskownik traktowany jako osobny element (cięcie po zewnętrznym obrysie) - tak nie robiłem tego
Wersja B - w szerokość płaskownika wliczono szerokość kerfu - obcinanie przez całą długość arkusza - to powodowało problemy przy testowych egzemplarzach
Wersja C - podobnie jak wyżej tylko że nie cięto przez całą długość arkusza - najpierw cięcia poziome po osi X (dłuższa krawędź) potem obcięcia w osi Y - tak wycinałem resztę.
- 09 lut 2010, 08:07
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: DOMEX 650MCD
- Odpowiedzi: 18
- Odsłony: 12495
Chciałem dodać że właśnie dostaliśmy zlecenie na ceowniki z Domexu S700MC.
Wyciąłem próbki dwie na dwie różne matryce (V32 i V40) jako że blacha jest twardsza od normalnych este-trójek czy 18gie-dwa-a. Ceownik miał być z całej długości arkusza (2000mm) - zawsze dla bezpieczeństwa (równam krawędź) odcinam mały paseczek najpierw (tnę laserem trumpf l3030) 12mm powiedzmy, i tu tak samo - blacha chyba była nie rozwalcowana i nie odprężona bo paseczek momentalnie zamienił się w łuk o prześwicie na łokieć.
Ale paseczek trzymał wymiar - no to drugie obcięcie - na wymiar rozwinięcia. Nie wiem jakim cudem próbny ceownik zgubił niemal 5mm z szerokości - w miarę cięcia (z głębi maszyny w moją stronę - do zera) odbijało go w dodatku w kierunku "od arkusza". Nie mówię już że przesunął arkusz na stole maszyny.
Co do gięcia to przebiegło bez żadnego problemu, operator dał radę.
Czy ktoś miał podobne przejścia z S700MC ? Dziś mam do ścięcia kilka arkuszy, wiem że będę wycinał poszczególne elementy z zachowaniem marginesu również z "przodu" i z "tyłu" blachy (na krótszych krawędziach).
Wyciąłem próbki dwie na dwie różne matryce (V32 i V40) jako że blacha jest twardsza od normalnych este-trójek czy 18gie-dwa-a. Ceownik miał być z całej długości arkusza (2000mm) - zawsze dla bezpieczeństwa (równam krawędź) odcinam mały paseczek najpierw (tnę laserem trumpf l3030) 12mm powiedzmy, i tu tak samo - blacha chyba była nie rozwalcowana i nie odprężona bo paseczek momentalnie zamienił się w łuk o prześwicie na łokieć.
Ale paseczek trzymał wymiar - no to drugie obcięcie - na wymiar rozwinięcia. Nie wiem jakim cudem próbny ceownik zgubił niemal 5mm z szerokości - w miarę cięcia (z głębi maszyny w moją stronę - do zera) odbijało go w dodatku w kierunku "od arkusza". Nie mówię już że przesunął arkusz na stole maszyny.
Co do gięcia to przebiegło bez żadnego problemu, operator dał radę.
Czy ktoś miał podobne przejścia z S700MC ? Dziś mam do ścięcia kilka arkuszy, wiem że będę wycinał poszczególne elementy z zachowaniem marginesu również z "przodu" i z "tyłu" blachy (na krótszych krawędziach).






