papier2000 pisze:Cytat:
Z opisu wynika że masz albo tępy nóż albo jest ustawiony poniżej środka
papier2000 pisze:Spróbuje ciut podnieść i zobaczymy co wyjdzie. Choc kilka razy patrzylem i wydawalo sie ok
Wysokość wytaczaka do osi ma znaczenie, ale są też i pewne od tej wysokości zależności.
Na przykładzie: siły(
F) działające na nóż, i kąty natarcia dla różnych wysokości nad (
a.), w (
b.), i pod osią(
c.)
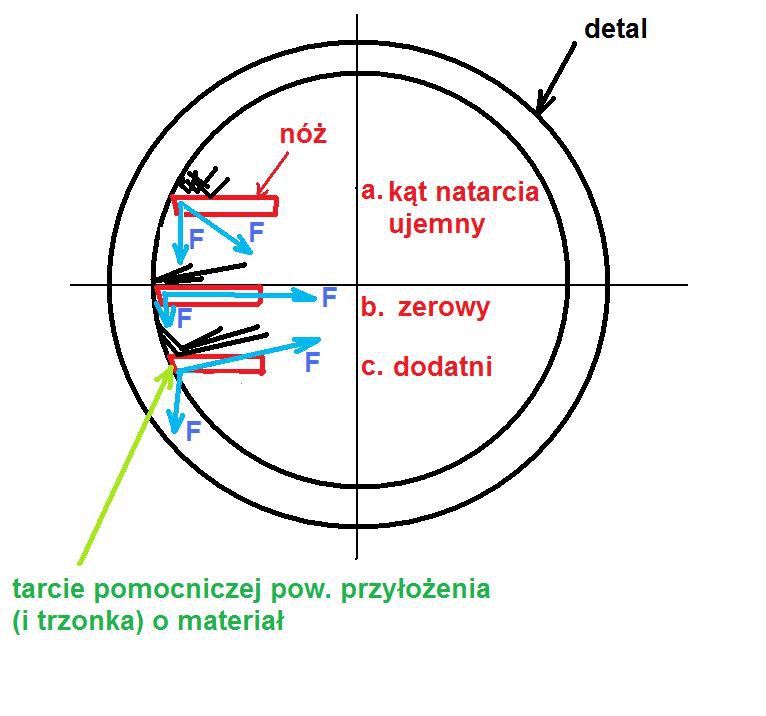
Jak łatwo zauważyć
- w przypadku
a duże opory skrawania przy ujemnym kącie natarcia zaburzają dobry spływ wióra, skutkujący dużą chropowatością i większymi oporami zwłaszcza tarcia. Te siły oporu odpychają jednocześnie ostrze od materiału, paradoksalnie zmniejszając głębokość skrawania i wytaczaną średnicę.
- w przypadku
b wartość kąta jest zerowa przy której spływ wióra powinien być regularny, co da dobrą chropowatość, ale wiotkość noża pod wpływem sił oporu skrawania powoduje z jednej strony odpychanie noża po promieniu w kierunku osi obrotu pomniejszając wytaczaną średnicę, a z drugiej działając w dół będą lekko wciągać w materiał w wyniku czego będą się w dużym stopniu znosić.
- w przypadku
c w małej średnicy otworze nóż (który powinien być z powodu wiotkości jak najgrubszy), może trzeć o materiał usiłując wypchnąć go z materiału. Z drugiej strony mała sztywność długiego trzonka powoduje, że składowa siły F przy dodatnim kącie natarcia będzie (do granicy sprężystości trzonka) próbować wciągać go w materiał, powodując wzrost głębokości skrawania i powiększanie się wytaczanej średnicy. Wypadkowa obu zależy od wysokości do osi, przekroju i długości trzonka oraz rodzaju materiału.
Oczywiście jest to bardzo bardzo uproszczony opis zjawiska, bo działa na nie także wiele innych tu nie uwzględnionych czynników. Ale pokrótce można by powiedzieć: lepiej w małych otworach dać nóż nawet lekko powyżej osi, bo może stracimy na gładkości ale nie powiększymy wymiaru,
niż za nisko, bo nie dość, że powiększy nam otwór, to jeszcze trąć spaprze nam powierzchnię. Znaczący wpływ w obu przypadkach ma tu sztywność trzonka.
W dużych otworach natomiast, ze względu na duży promień krzywizny można dać lekko poniżej, uzyskując bardziej pożądany kąt natarcia. I lepszą powierzchnię, gdyż pomimo ugięcia, ani trzonek ani powierzchnia przyłożenia ostrza nie będzie nam trzeć o materiał..
Oczywiście zdrowy rozsądek jest jak najbardziej pożądany, bo te zależności najbardziej sprawdzają się w metalach, które maja dużo mniejszą sprężystość i "płyniecie" pod nożem niż tworzywa. I trzeba sobie z tego zdawać sprawę, że będą się zachowywać czasem zupełnie niestandardowo.
Dlatego właśnie kolega
grg12 miał ciężko nad tym zapanować... nie on jeden zresztą.
Zrób może próbę z tym mrożeniem, utwardzony materiał inaczej się skrawa...
papier2000 pisze:spojrze ile kosztuje.
komplet z chwytem ø12mm - a' 88 PLN
http://allegro.pl/noze-do-glowicy-wytac ... 73463.html
http://narzedziomis.pl/category/wytacza ... wytaczadel