



https://www.cnc.info.pl/topics92/spawan ... t57645.htmmarek1997 pisze: Przydatne to jest? Czy tylko taki bajer?
http://www.harispal.pl/d-o-c/
zwłaszcza tu jest w bardzo dużym skrócie wyjaśnione
http://jswelding.pl/_cms/view/29/spawanie-tig.html
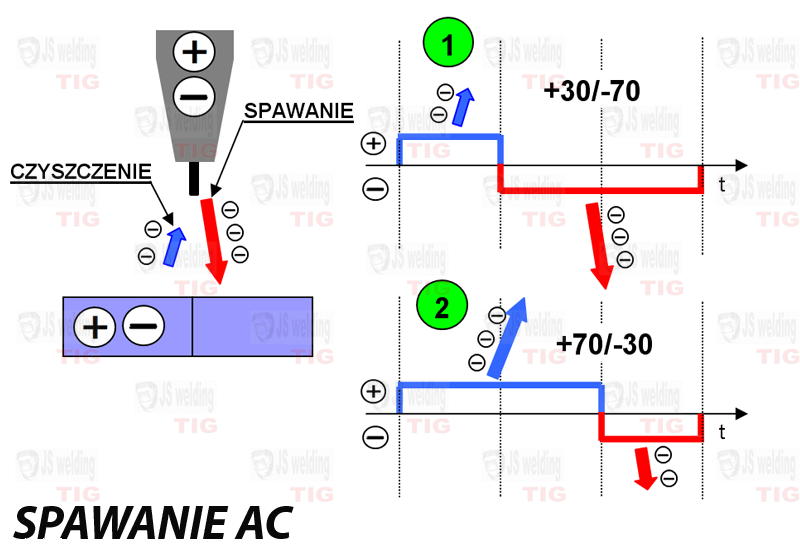
Prąd spawania płynie w części okresu od elektrody do materiału spawanego nagrzewając go (strzałka czerwona),
w drugiej części okresu płynie od materiału spawanego do elektrody co umożliwia rozbicie warstwy tlenków
i umożliwienie spawania (strzałka niebieska). Stosunek prądów w okresie sterowany jest funkcja AC BALANS
- umożliwia ona płynną zmianę kierunku przepływu prądu w funkcji czasu trwania 1 impulsu.
PRZYKŁADOWE NASTAWY:
1.Material spawany czysty, bez wtrąceń. Nastawa 30/70 - przez 30% czasu trawania impulsu materiał spawany jest czyszczony, przez 70% czasu trwania prąd płynie do materiału nagrzewając go i umozliwiając spawanie.
2.Materiał spawany z duża iloscią wtraceń, wytwarzający dużą ilość tlenków. Nastawa 70/30 - przez 70% czasu trwania impulsu materiał spawany jest czyszczony (wysoka koncentracja ciepła na elektrodzie zwiekszająca zużycie) reszta okresu (tj 30%) to czas spawania.




