



Dopełniając temat dla szukających w nim w przyszłości odpowiedzi na pytanie dlaczego powierzchnia wychodzi nędznie pomimo malej głębokości skrawania, przytoczę tu ciekawy filmik o skrawaniu stali w mikroskali przez pojedyncze ostrze (ziarno), paralelne do procesu toczenia.
Można zauważyć wpływ kształtowania się wióra w zależności od głębokości skrawania, widać także dlaczego wychodzi gorsza powierzchnia przy zbyt małej głębokości (w por. do końca filmu), i związane z tym implikowanie narostów w powierzchnię.
[youtube][/youtube]
Znaleziono 5 wyników
Wróć do „Wizualne różnice w jakości powierzchni.”
- 07 lis 2014, 11:57
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Wizualne różnice w jakości powierzchni.
- Odpowiedzi: 17
- Odsłony: 6479
- 31 paź 2014, 19:26
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Wizualne różnice w jakości powierzchni.
- Odpowiedzi: 17
- Odsłony: 6479
Dokładnie tak.
Analizujac np to zdjecie
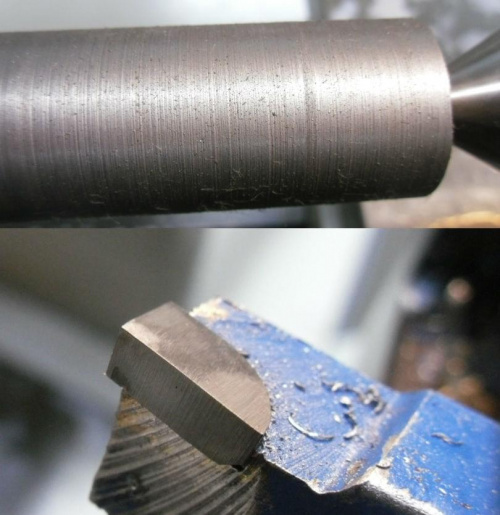
z porysowaną powierzchnią, pełną niesymetrycznie rozmieszczonych zadziorków, można wysnuć wniosek, że odpowiedzialnymi za taki stan są powstające narosty, które zerwane w końcu z ostrza przylegają do powierzchni tworząc owe charakterystyczne zadziorki. winowajcę widać poniżej - wnioski (o jego geometrii) wyciągnijcie sami.
Dokładnie ten proces: powstawania, odrywania i przyklejania do powierzchni detalu widać na przytaczanym wyżej filmie z procesu skrawania przez ostrze
[youtube][/youtube]
Zwróćcie uwagę na tytuł: "Mild steel.. 30 degree rake angle.. HSS tool"

Analizujac np to zdjecie
z porysowaną powierzchnią, pełną niesymetrycznie rozmieszczonych zadziorków, można wysnuć wniosek, że odpowiedzialnymi za taki stan są powstające narosty, które zerwane w końcu z ostrza przylegają do powierzchni tworząc owe charakterystyczne zadziorki. winowajcę widać poniżej - wnioski (o jego geometrii) wyciągnijcie sami.
Dokładnie ten proces: powstawania, odrywania i przyklejania do powierzchni detalu widać na przytaczanym wyżej filmie z procesu skrawania przez ostrze
[youtube][/youtube]
Zwróćcie uwagę na tytuł: "Mild steel.. 30 degree rake angle.. HSS tool"
- 31 paź 2014, 19:07
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Wizualne różnice w jakości powierzchni.
- Odpowiedzi: 17
- Odsłony: 6479
taki obraz przecinania na lekkich maszynach równie dobrze może powstać nie z powodu nadmiernych luzów, a.... małej masy suportu który tylko grawitacyjnie dociskany jest do pryzm łoża, i który będzie w trakcie skrawania niezauważalnie dla oka "podskakiwał"(drgania) unoszony przez siły działające na nóż.Yorgus100 pisze:Alez tego co widzę to mało sztywna maszyna,bo rowek(podciecie) też pięknie :drgające: a szerokość chyba mała
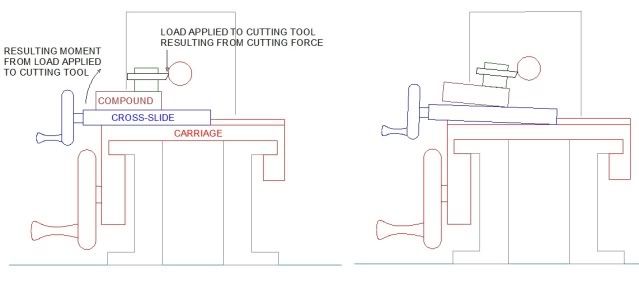
Czasem wystarczy położyć na suporcie znaczny ciężar, albo zacisnąć na łożu, aby drgania "cudownie" ustąpiły lub znacznie się zmniejszyły.
Suporty nawet tych najmniejszych tokarek zazwyczaj mają od spodu listwy prowadzące, ale z ich dopasowaniem do ślizgów łoża i wielkością luzu jest zazwyczaj kiepsko

"2" - łoże
Trochę na temat
https://www.cnc.info.pl/topics89/maktek ... t60680.htm tu naocznie widać wpływ kąta natarcia(rowek wiórowy, również przecinaka) i szybkości skrawania na gładkość powierzchni..
https://www.cnc.info.pl/topics66/powier ... t56693.htm
https://www.cnc.info.pl/topics56/luz-su ... t58561.htm
http://www.google.pl/url?sa=t&rct=j&q=& ... 7474,d.d2s
- 31 paź 2014, 12:57
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Wizualne różnice w jakości powierzchni.
- Odpowiedzi: 17
- Odsłony: 6479
A ile kolega średnio zbiera na raz w jednym przybraniu(głębokość skrawania), jakie obroty i posuw(prędkość skrawania), i jak to maszynka(moc)?grg12 pisze:a że moja tokarka jest stosunkowo słaba, w C45 nie mogę ciąć głęboko)
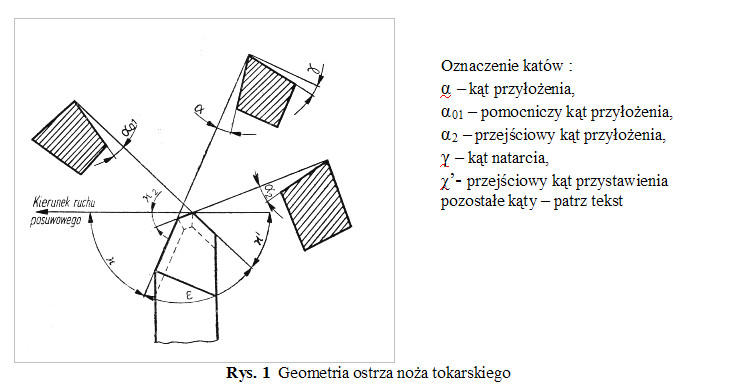
Kąt natarcia(oznaczany γ) rzędu +5° (pochylenia powierzchni natarcia) to bardzo mało dla małej głębokości skrawania (przyjmuje się dla stali miękkich: im mniejsza głębokość - tym większy kąt +γ), co pogarsza spływ wióra i potęguje powstawanie narostu (najbardziej wpływ tego kąta widać przy przecinaniu)grg12 pisze:kąt pomiędzy materiałem a nożem za punktem cięcia (tutaj: http://rytlewski.w.interi..._skrawaniem.htm - na pierwszym rysunku jest oznaczony jako małe alfa) był poniżej 5 stopni.
Kąt natarcia – od wartości tego kąta zależy wielkość odkształceń jakim podlega wiór. Im większy kąt(+) tym mniejsze odkształcenia wióra, i tym mniejsze odkształcenia i obciążenia cieplne noża, a to wpływa na powstawanie narostu. Jednak za duże wartości kąta osłabiają jego wytrzymałość.
Zalecany zakres γ = -20˚ do +15(20)˚
Kąt ten może być też ujemny (stosuje się zazwyczaj dla głęboko skrawających płytek gdzie duża głębokość skrawania powoduje w obrębie krawędzi skrawającej łukowatość krótkiego, łamiącego się wióra (czyli w sumie przy krawędzi jakby kąt dodatni)

O tym zagadnieniu można by tu bardzo wiele, bo jest tu dużo zmiennych zależnych od siebie do zasymulowania, ale jak napisałem wcześniej: dla miękkich stali można z powodzeniem stosować (również w lutowanych) w płytkach węglikowych duże dodatnie kąty natarcia (rowki wiórowe) i duże prędkości skrawania, by nie dopuszczać do powstawania dużych, psujących powierzchnię narostów.
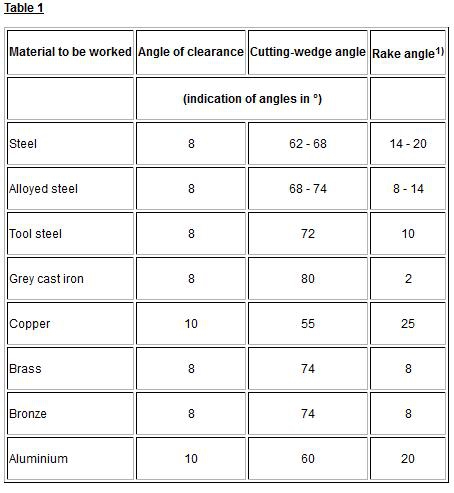
Typowe wartości kątów γ(rake angle) jakie przyjmuje się dla różnych materiałów przedstawia tab1
więcej można poczytać np tu
http://www.google.pl/url?sa=t&rct=j&q=& ... 7474,d.d2s
http://mechanika.wiedza.diaboli.pl/obro ... -erozyjna/
- 31 paź 2014, 11:40
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Wizualne różnice w jakości powierzchni.
- Odpowiedzi: 17
- Odsłony: 6479
Możliwe że wymienione przez kolegę Adama, ale ja stawiałbym w pierwszym rzędzie na narost na ostrzu.
Powstający najczęściej w związku z parametrami skrawania, doborem płytki(bo pewnie składak), ewentualnie jej zużyciem czy uszkodzeniem
O narostach
https://www.cnc.info.pl/topics66/czym-m ... t61854.htm (tu powstający podczas frezowania, ale zjawisko na krawędzi skrawającej przy toczeniu jest identyczne)
https://www.cnc.info.pl/topics56/noz-do ... 863,10.htm film pokazuje dlaczego narost psuje powierzchnię
Powstający najczęściej w związku z parametrami skrawania, doborem płytki(bo pewnie składak), ewentualnie jej zużyciem czy uszkodzeniem
O narostach
https://www.cnc.info.pl/topics66/czym-m ... t61854.htm (tu powstający podczas frezowania, ale zjawisko na krawędzi skrawającej przy toczeniu jest identyczne)
https://www.cnc.info.pl/topics56/noz-do ... 863,10.htm film pokazuje dlaczego narost psuje powierzchnię






