



Też o przekładni i gitarze quasiEmco (kiedyś znalezione), może się koledze przyda..
http://www.cnccookbook.com/MTLatheReverseBackGears.htm
Znaleziono 10 wyników
Wróć do „slaba jakosc toczenia”
- 11 maja 2014, 12:42
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: slaba jakosc toczenia
- Odpowiedzi: 54
- Odsłony: 18920
- 10 maja 2014, 00:19
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: slaba jakosc toczenia
- Odpowiedzi: 54
- Odsłony: 18920
Pas klinowy poliuretanowy Polyflex 5M710, http://tlc.pl/oferta.html
http://www.google.pl/url?sa=t&rct=j&q=& ... 0100,d.bGQ str. 33/76
http://www.google.pl/url?sa=t&rct=j&q=& ... 0100,d.bGQ str. 60/86
http://www.gufero.com/eshop-kategorie-k ... ur-5m.html
mikropasy o zbliżonej długości
http://www.ebmia.pl/pasy-klinowe-mikrop ... wgodUxMAOw
poliuretanowe, klinowe i okrągłe http://www.google.pl/url?sa=t&rct=j&q=& ... 0100,d.bGQ
http://www.google.pl/url?sa=t&rct=j&q=& ... 0100,d.bGQ str. 33/76
http://www.google.pl/url?sa=t&rct=j&q=& ... 0100,d.bGQ str. 60/86
http://www.gufero.com/eshop-kategorie-k ... ur-5m.html
mikropasy o zbliżonej długości
http://www.ebmia.pl/pasy-klinowe-mikrop ... wgodUxMAOw
poliuretanowe, klinowe i okrągłe http://www.google.pl/url?sa=t&rct=j&q=& ... 0100,d.bGQ
- 09 maja 2014, 22:48
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: slaba jakosc toczenia
- Odpowiedzi: 54
- Odsłony: 18920
- 09 maja 2014, 22:16
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: slaba jakosc toczenia
- Odpowiedzi: 54
- Odsłony: 18920
np http://www.conrad.pl/?websale8=conrad&c ... wgodujgAFgkaczyniak pisze: jak najlatwiej zrobic regulacje obrotow???
http://allegro.pl/listing/listing.php?s ... =xd&link=1
( https://www.google.pl/search?q=regulato ... l:official https://www.google.pl/search?q=regulato ... 8QejyYDYDg )
dwukierunkowe http://allegro.pl/listing/listing.php?d ... &mode=desc
http://sklep.avt.pl/search?query=regula ... owy+24V+DC
no to nie ma wyjścia, trzeba inny pasek..kaczyniak pisze:Roman kombinowałem już , ale nie ma opcji, zeby go wcisnac na 2 oski... Silnik - wrzeciono.
powinien się nadać, przełożenie ma spore (10:1) i moment (250N) powinien uciągnąć..kaczyniak pisze:A co myslisz o tym silniczku?
- 09 maja 2014, 21:41
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: slaba jakosc toczenia
- Odpowiedzi: 54
- Odsłony: 18920
o ile dobrze myślę to do napinania paska zębatego(chyba drugiego również) masz rolkę 8 napinacza 3 ze sprężyną 10.kaczyniak pisze:jak chce zalozyc go z wrzeciona na te kolo gorne kolo (na nizsze obroty) to wtedy pasuje dobrze...
sprobowalem podniesc silnik do gory, ale wtedy luzuje sie pasek z zebami... a i tak nowy pasek jest za krotki..
http://www.emcomachinetoo...&language=en-GB (str. 8/28)
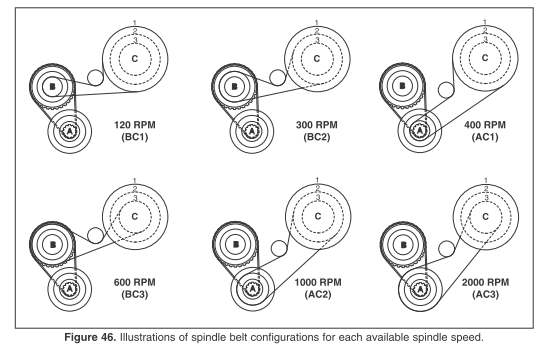
jak widać na poniższych zdjęciach pasek okrągły jest przekładany(?) do poszczególnych konfiguracji na silnik i koło pośrednie, oraz napinany także rolką. Więc może Twój pasek jest Ok, tylko trzeba go dać do właściwej konfiguracji i pokombinować z ustawieniami?
Popatrz na swoją maszynę i zdjęcia, bo jak się nie ma bezpośrednio "przed oczami", to ciężko coś zdalnie doradzić.
 http://www.modelbouwforum.nl/forums/sto ... t-8-e.html
http://www.modelbouwforum.nl/forums/sto ... t-8-e.html
 http://www.lathes.co.uk/emco/page2.html
http://www.lathes.co.uk/emco/page2.htmlparę pokrewnych linków...
http://www.puchklub.at/Home/forum/read.php?2,11215
http://www.model-engineer.co.uk/forums/ ... p?th=72665
http://bedair.org/Tumble/Tumble.html
http://www.ebay.com/sch/i.html?_kw=emco+compact+8 części
http://www.homemodelenginemachinist.com ... ion-21887/ konwersja na CNC http://www.ebay.co.uk/itm/TB6560-CNC-St ... Control_ET
tu jest DTR maszyny podobnej/klona do Emco8/rozwinięcie z Nortonem,

ale układ pasków napędowych bodaj identyczny, łatwiej będzie się połapać.
http://cdn0.grizzly.com/manuals/g4000_m.pdf str. 34/76; str. 36,37/76
( http://www.grizzly.com/products/9-x-19- ... athe/G4000 )

- 05 maja 2014, 23:29
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: slaba jakosc toczenia
- Odpowiedzi: 54
- Odsłony: 18920
albo trzeba by zmienić ostatnie koło L (6 wg rys. na str. 12/28 DTR) w gitarze na większe (z większą ilością zębów niż 80),kaczyniak pisze:posuw auto jest za szybki 0,09mm/obr

i być może wydłużyć lirę 1, na której są mocowane koła pośrednie 10, 11, 12, 13 (Z1, Z2, na tabliczce), rys. str. 12/28 http://www.emcomachinetools.co.uk/LinkC ... uage=en-GB
- 04 maja 2014, 21:57
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: slaba jakosc toczenia
- Odpowiedzi: 54
- Odsłony: 18920
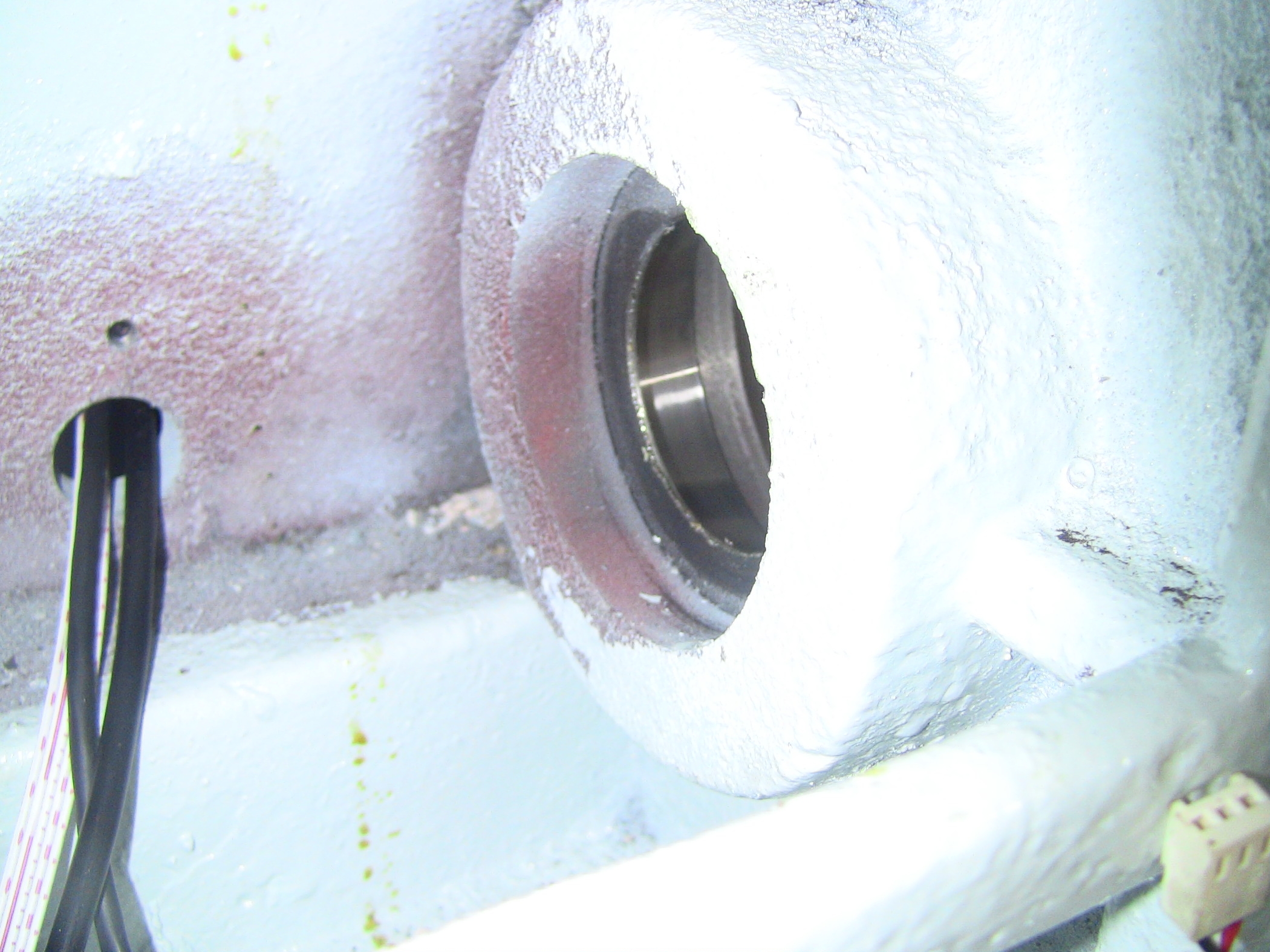
Na wrzecionie to niestety już sporo. Za duży luz (bądź zużyte łożyska) bardzo mocno objawia się przy przecinaniu pełnych wałków przecinakiem, czasem praktycznie tę czynność uniemożliwiając.kaczyniak pisze:odchyl wrzeciona mierzony twoja metoda to okolo 0,05 , to duzo? Jest mozliwa kasacja tego luzu?
Metoda skasowania zależy od konstrukcji wrzeciona i typu łożysk użytych we wrzecienniku.
Twoja tokarka Huvema HU 450 /vel FS-450AN (
 )/ to tak naprawdę klon Emco Compact 8
)/ to tak naprawdę klon Emco Compact 8

http://www.lathes.co.uk/emco/page2.html strona z częściami http://www.emcomachinetools.co.uk/Produ ... fault.aspx
czyli maszyna dość solidna, która wg DTR-ki na str 4/28
http://www.emcomachinetools.co.uk/LinkC ... uage=en-GB
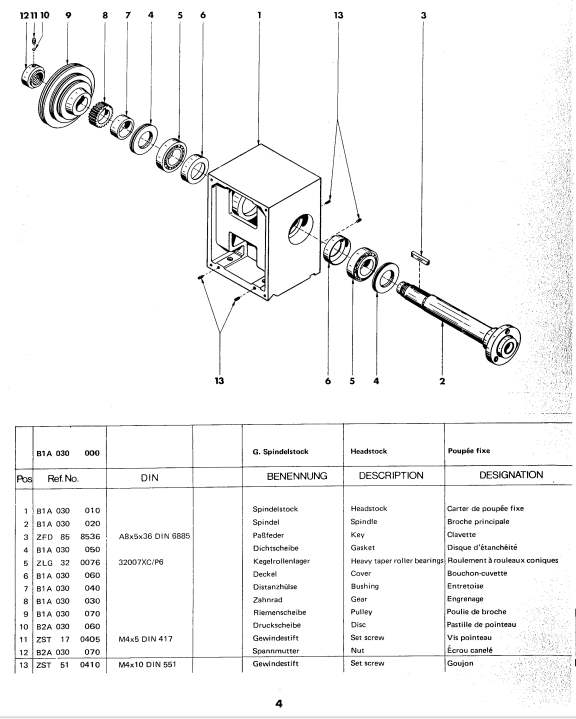
ma w oryginale na wrzecionie 2 łożyska stożkowe (5) o wymiarach 35x62x18 typu 32007XC6

których luz można regulować poprzez dokręcanie nakrętki (12)(po uprzednim zluzowaniu wkrętu 11). Dokręcić na tyle, by nie dało się wyczuć wyraźnego oporu przy ręcznym obracaniu wrzecionem (nie ma niestety dedykowanej procedury na klucz dynamometryczny, trzeba "organoleptycznie"). Po regulacji(dokręceniu) sprawdź kolego pomiar zegarem ponownie.
Jeśli dokręcimy za mocno, będą się bardzo grzały w czasie pracy, wytapiając w konsekwencji smar i uszkadzając. Należy więc po regulacji kontrolować początkowo temperaturę korpusu w okolicy gniazd łożyskowych, obserwować czy smar nadmiernie nie wypływa z pod pokryw (4). Naturalna rzeczą jest jednak, że zwłaszcza przy dłuższej pracy będą (lekko) ciepłe i nawet lekkie wypływy ("pocenie") na pokrywkach(4).
Podany schemat działania obowiązuje oczywiście jeśli Twoja wersja nie odbiega zbytnio od protoplasty (osobiście myślę że będzie identyczna).
Mam prawie identyczną konstrukcję łożyskowania przy swoim Bernardo, niestety oryginalne łożyska(chińskie) długo nie pochodziły, wymieniłem na niemieckie FAG-i, i mam spokój.


Jeśli kupił kolega maszynę jako używaną, to dobrze by było rozebrać i sprawdzić co tam tak naprawdę siedzi, w jakim jest stanie, a przynajmiej jak jest nasmarowane. Ewentualna wymiana na łożyska dobrej marki(np FAG, Timken, np ), najlepiej klasy P4 lub P5 wyniesie ~150-350zł, ale warto.
musi tylko kolega wziąć pod uwagę, że ten pomiar "na silniku" nie pokaże nam ewentualnego luzu na łożyskowaniu wrzeciona (którego procedurę pomiaru pod statycznym obciążeniem opisano wyżej), ani nawet bicia detalu(np wałka pomiarowego) zaciśniętego w samych szczękach (co byłoby bardziej miarodajne podczas pracy), a jedynie bicie korpusu uchwytu, skądinąd zadowalające(~0,02mm) choć nie idealne..dyziu215 pisze:Od razu wrzucam pomiar uchwytu
- 03 maja 2014, 11:49
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: slaba jakosc toczenia
- Odpowiedzi: 54
- Odsłony: 18920
o tych zagadnieniach było m/innymi tu, wiec nie będę dublowałkaczyniak pisze:nie wiem jak sprawdzić bicie wrzeciona pod obciążeniem?
https://www.cnc.info.pl/topics56/tsa16- ... t55298.htm
https://www.cnc.info.pl/nutool-ponownie ... w=previous
https://www.cnc.info.pl/topics56/maktek ... 135,70.htm
https://www.cnc.info.pl/topics56/os-wrz ... t55366.htm
www.cnc.info.pl/topics56/nowa-tokarka-b ... 273,10.htm
https://www.cnc.info.pl/skrobanie-panew ... ?view=next
generalnie wkładasz coś dłuższego we wrzeciono(np kij od szczotki, drewniany trzonek, by nie porysować stożka wewnętrznego, lub zaciskasz dłuższy wałek/rurę w szczękach, przystawiasz czujnik do kołnierza/korpusu uchwytu, i bez włączania obrotów naciskasz "przez długie" na boki i góra/dół, mierząc odchyły. Im mniejsze tym lepiej...
to nie odchyły wałka masz diagnozować, tylko wrzeciona, wiec czujnik do tarczy wrzeciona, ewentualnie korpusu uchwytu trzeba przyłożyć by stwierdzić ewentualne luzy.kaczyniak pisze:walek na końcu pod sila się odchyla (to chyba normalne) ale w uchwycie siedzi sztywno
 [/youtube]
[/youtube]- 03 maja 2014, 08:38
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: slaba jakosc toczenia
- Odpowiedzi: 54
- Odsłony: 18920
Każdy "patent" który się sprawdza jest pożądany, drogi kolego! A nie wszystko da się wymyślić zza biurka.GrafRamolo pisze:nie wiem czy to wg prawideł sztuki więc nie polecam, ot moje patenty
Opowiem tu pewna anegdotkę, jak to czasem sprawdza się "nos" w technice.
Otóż przed I wojną światową firma Renault miała problem z silnikami do swoich samochodów, w których to pękały w pewnym miejscu wały korbowe. Na nic zdało się obliczanie i przeliczanie przez inżynierów zatrudnionych w firmie wytrzymałości na nowo (wtedy "na piechotę" przecież!) i pogrubianie feralnego punktu, wał jak pękał, tak pękał dalej.
I wtedy w biurze konstrukcyjnym zjawił się zaniepokojony jeden z braci Renault, Louis. Wysłuchał w czym rzecz, wziął do ręki ołówek, i "na oko" narysował jak mają owo miejsce... pocienić!
Wały przestały pękać !
A więc nie bójmy się eksperymentować !
(z zachowaniem rozsądku, oczywiście..

Louis Renault na swoim pierwszym samochodzie
- 02 maja 2014, 19:48
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: slaba jakosc toczenia
- Odpowiedzi: 54
- Odsłony: 18920
Wbrew temu co mogłoby się wydawać, toczenie aluminium nie jest wcale takie łatwe.
Wiele zależy od samego gatunku Al, oraz od rodzaju i kształtu narzędzia.
Zwłaszcza drugie pole śladów na przedstawionym zdjęciu, tzw "rybia łuska",

wskazywałoby na drgania obrabianego materiału (lub rzadziej narzędzia), co najczęściej jest (zakładając prawidłowy wznios noża do osi toczenia) skutkiem w kolejności:
- za dalekiego wysunięcia materiału z uchwytu/ugina się pod nożem(jeśli jest np wysunięty jak na zdjęciu),
- za daleko wysuniętego noża,
- luzów na łożyskowaniu wrzeciona (sprawdzał kiedyś kolega bicie wrzeciona pod obciążeniem?),
- za dużych luzów na jaskółkach sanek poprzecznych lub narzędziowych suportu
- niewłaściwego narzędzia,
- powstawania narostów na powierzchni natarcia/kanałku wiórowym
(dla łatwiejszego zrozumienia - słownik pojęć)
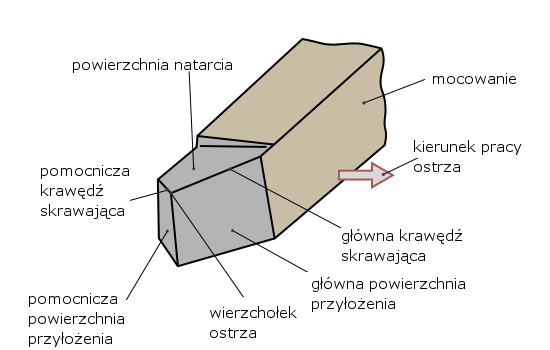
Jako że spływ wióra ma duży wpływ na jakość obrobionej powierzchni (zwłaszcza w metalach kolorowych), radziłbym użyć do toczenia Al zamiast płaskiej płytki składaka, zaszlifowanego na ostro noża HSS z ładnie wyprowadzonym kanałkiem wiórowym na powierzchni natarcia wzdłuż głównej krawędzi skarwajacej(jak 1 z lewej), + chłodzenie/smarowanie

nawet z braku laku w taki sposób

podobnie zrobiony kanałek wiórowy w tym nożu (tu do toczenia czołowego/planowania)

Wiele zależy od samego gatunku Al, oraz od rodzaju i kształtu narzędzia.
Zwłaszcza drugie pole śladów na przedstawionym zdjęciu, tzw "rybia łuska",
wskazywałoby na drgania obrabianego materiału (lub rzadziej narzędzia), co najczęściej jest (zakładając prawidłowy wznios noża do osi toczenia) skutkiem w kolejności:
- za dalekiego wysunięcia materiału z uchwytu/ugina się pod nożem(jeśli jest np wysunięty jak na zdjęciu),
- za daleko wysuniętego noża,
- luzów na łożyskowaniu wrzeciona (sprawdzał kiedyś kolega bicie wrzeciona pod obciążeniem?),
- za dużych luzów na jaskółkach sanek poprzecznych lub narzędziowych suportu
- niewłaściwego narzędzia,
- powstawania narostów na powierzchni natarcia/kanałku wiórowym
(dla łatwiejszego zrozumienia - słownik pojęć)
Jako że spływ wióra ma duży wpływ na jakość obrobionej powierzchni (zwłaszcza w metalach kolorowych), radziłbym użyć do toczenia Al zamiast płaskiej płytki składaka, zaszlifowanego na ostro noża HSS z ładnie wyprowadzonym kanałkiem wiórowym na powierzchni natarcia wzdłuż głównej krawędzi skarwajacej(jak 1 z lewej), + chłodzenie/smarowanie
nawet z braku laku w taki sposób
podobnie zrobiony kanałek wiórowy w tym nożu (tu do toczenia czołowego/planowania)






