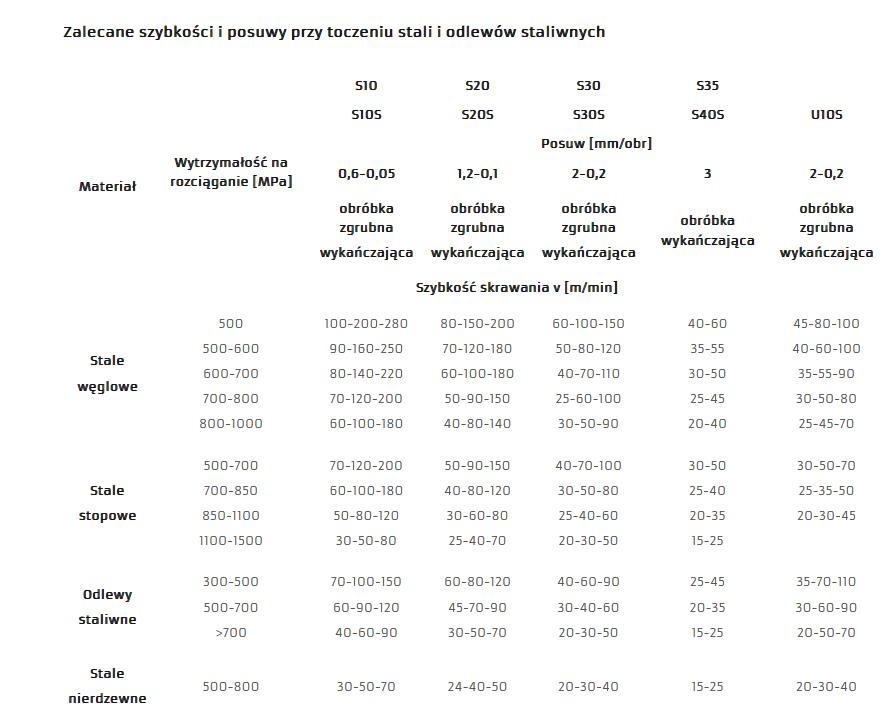
bear pisze:Tylko ze przy wytaczaniu nóż stoi w miejscu a materiał się obraca więc można go dowolnie ustawić w otworze. W tym przypadku moim zdaniem jest inaczej bo nóż jest ruchomy i zatacza kola niezależnie gdzie jest ustawiony.
I tu sobie pozwolę sobie się z Kolegą nie zgodzić, bo dla zjawiska skrawania nie ma różnicy czy ruchomy jest materiał, a narzędzie stałe, czy odwrotnie. Warunki skrawania są analogiczne w obu przypadkach.

Nawiasem, często nie uświadamiamy sobie, że sam proces skrawania jest identyczny dla wszystkich metod skrawania, czy to będzie toczenie, czy frezowanie, szlifowanie, docieranie, itd - wszędzie tam sam proces skrawania ma identyczny układ - ostrze-materiał. Różni się tylko zastosowanym narzędziem (jednoostrzowy nóż, wieloostrzowy frez, multiostrzowe ziarno ścierne ściernicy..) i układem ich wzajemnego odniesienia (narzędzie stałe, nieruchome, itd).
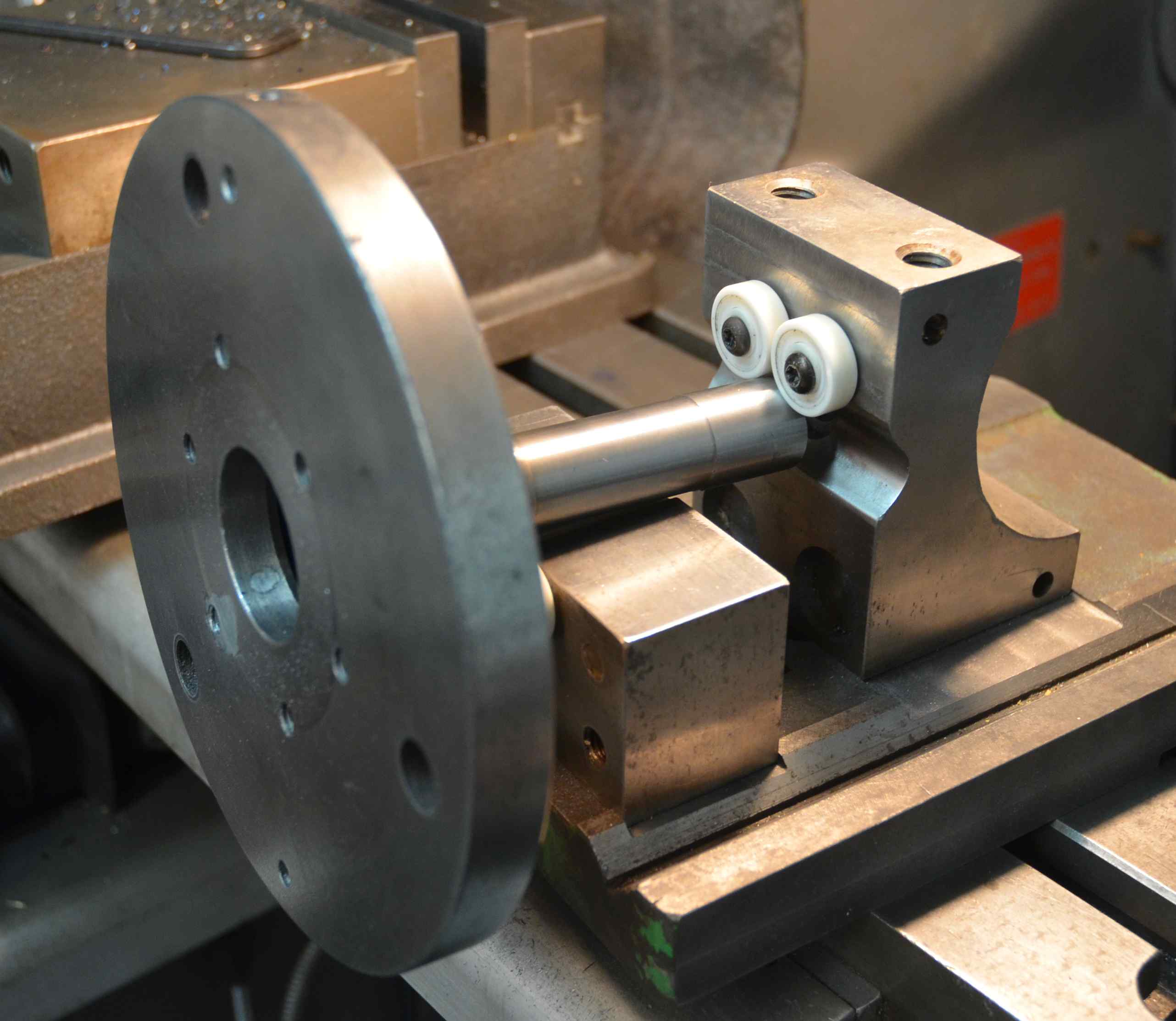
Tak więc gdyby Kolega spojrzał na flycutter z innej perspektywy, biorąc pod uwagę odniesienie ostrze narzędzia - materiał(niebieski),
to zauważy z pewnością analogię do procesu toczenia, a konkretnie wytaczania gdyby obracał materiałem(np za pomocą napędzanego stołu obrotowego), a narzędzie(flycutter) pozostało wtedy nieruchome.
Prawda, że tożsame?
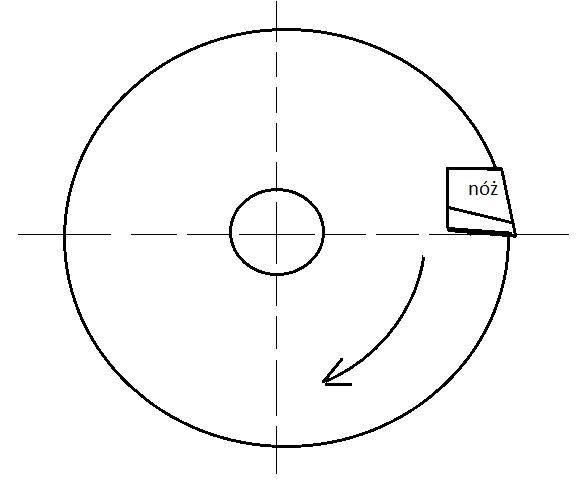
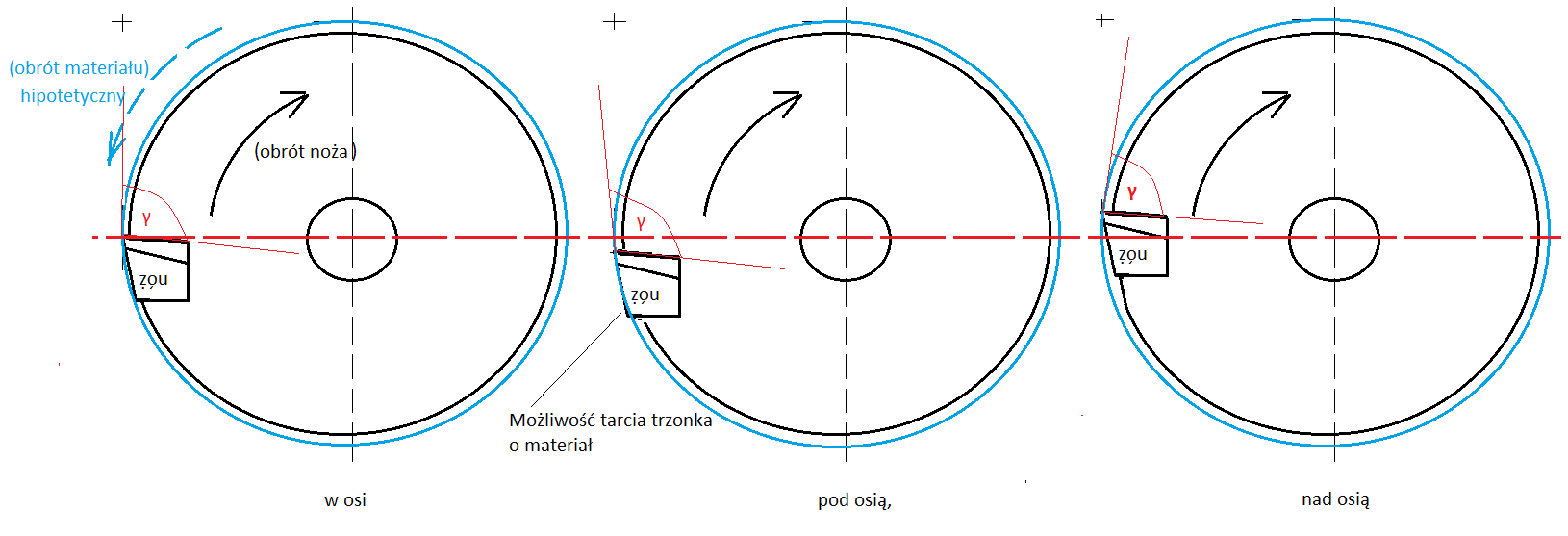
I podobnie jak tam, w zależności od umiejscowienia krawędzi skrawającej ostrza w stosunku do osi skrawania którą w narzędziu obrotowym zastępuje (jego) promień
*, możemy mieć:
- ostrze nad osią(promieniem), co daje wypadkowy kąt powierzchni natarcia(czerwony
γ - 90°) mniejszy niż kąt natarcia samego ostrza, a przy dużej różnicy wysokości nad osią(promieniem) może dać ujemną jego wartość
zwiększając opory skrawania, i pogarszając warunki skrawania (co znamy z teorii skrawania)
- ostrze pod osią(promieniem), co daje wypadkowy kąt powierzchni natarcia(czerwony
γ - 90°) większy niż kąt natarcia samego ostrza, co przy dużej różnicy wysokości pod osią(promieniem) może dać większą dodatnią jego wartość
zmniejszając opory skrawania, skutkujące poprawą warunków skrawania,
- ostrze w osi(promieniu) co daje wypadkowy kąt powierzchni natarcia(czerwony
γ - 90°) taki sam jak kąt natarcia samego ostrza (może być zerowy).
Jak więc kolega widzi, usytuowanie ostrza noża w stosunku do promienia flycuttera nie jest bez znaczenia, bo skutkuje konkretnymi warunkami skrawania które przekładają się (wraz innymi zależnościami) na jakość uzyskiwanej powierzchni. w praktyce aby uzyskać jak najmniejsze opory skrawania powinniśmy dążyć do uzyskania dużego (wypadkowego) kąta natarcia (γ), ale z uwagi na udarowy charakter pracy ostrza musimy brać pod uwagę jego ochronę, czyli kąt natarcia (geometria samego ostrza) nie może też być w tym układzie zbyt duży, bo grozi to jego wykruszaniem. Czyli trzeba to wypośrodkować - albo ostrze z niewielką dodatnią geometrią(pow. natarcia) w osi, albo ostrze z zerową(neutralną) geometrią najlepiej pod osią, co da niewielki dodatni wypadkowy kąt powierzchni natarcia, ale chroni krawędź.
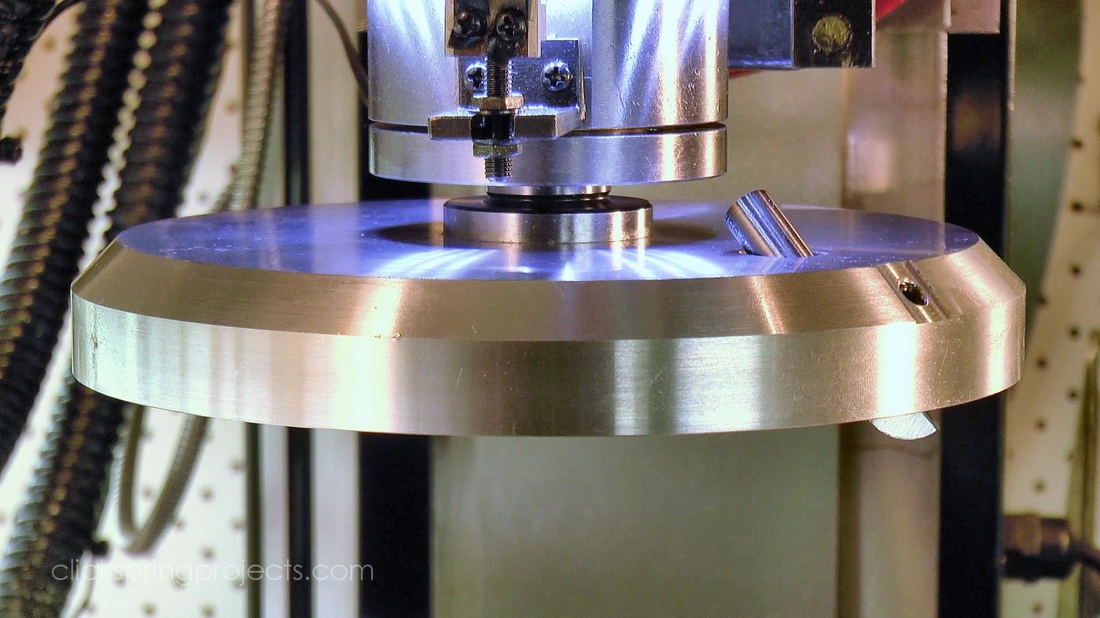
A analizując zdjęcie powierzchni (szkoda, że nie w większym zbliżeniu) jaką Kolega uzyskał za pomocą swojego flycuttera,
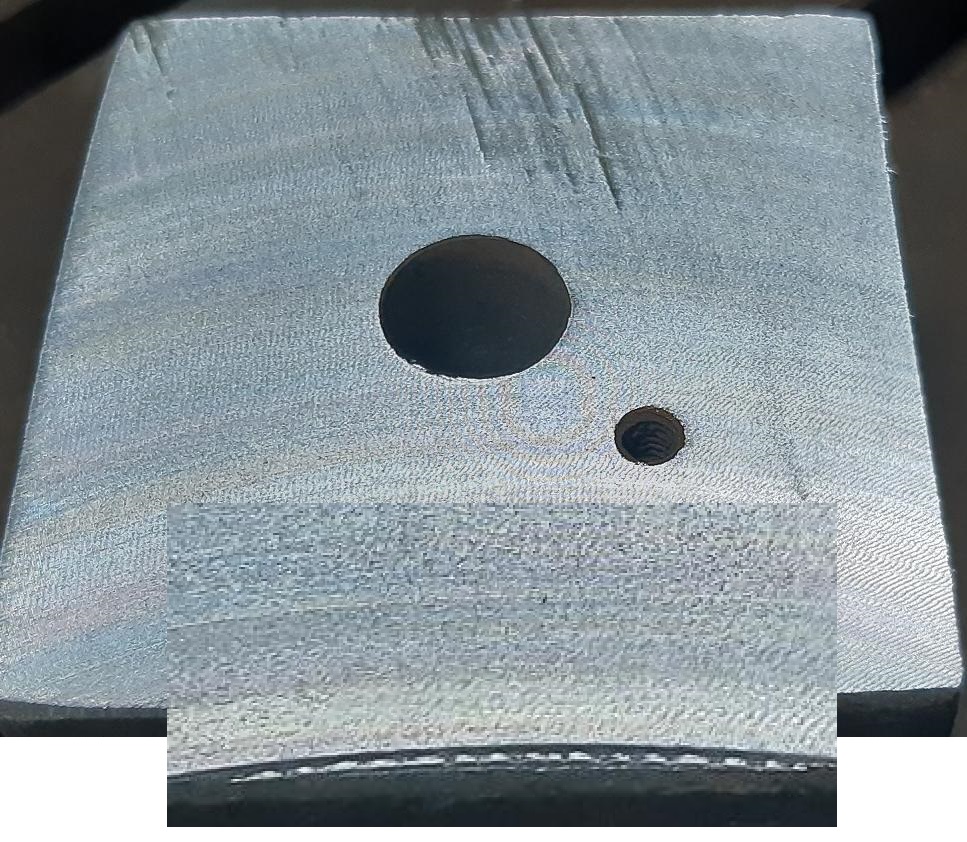
widać, że jej stan jest skutkiem drgań (tzw "rybia łuska") co najlepiej widać na początkowym fragmencie gdzie pierwotnie ustawiona głębokość skrawania była większa.
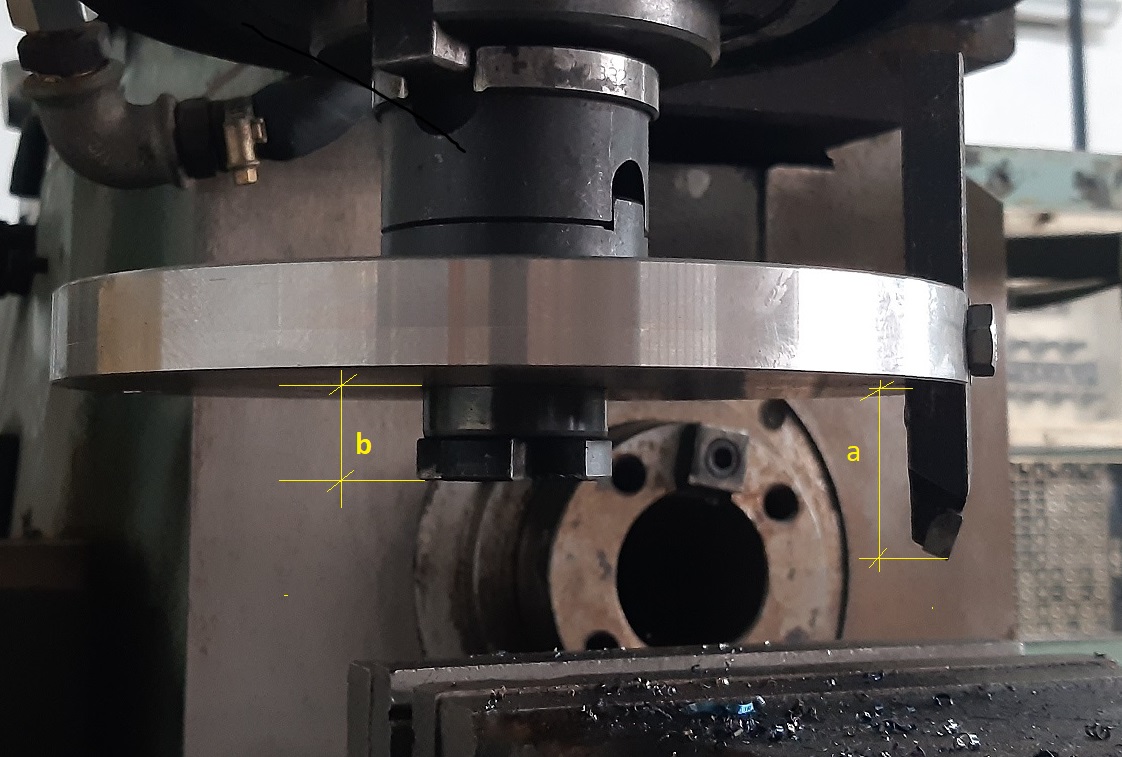
Analizując załączony film sadzę, że jest to spowodowane raczej małą sztywnością narzędzia - dalekim wystawieniem (a) noża z dysku, który podobnie jak w toczeniu - im dłuższy tym mniej sztywniejszy i bardziej skłonny do drgań.
Oczywiście luzy maszyny czy pewność mocowania materiału też miałyby tu znaczenie, ale po filmie sadzę, że maszyna jest masywna a to kolega odpowiednio wyregulował. Konstrukcja flycuttera raczej nie podpada, talerz jest masywny z dużym potencjałem kinetycznym, sztywność talerz-chwyt do mocowania we wrzecionie też wygląda na wystarczającą, chociaż by skrócić maksymalnie wystawienie (a) ostrza z talerza i zminimalizować tendencje do wpadania w drgania, zminimalizowałbym na ile to możliwe odległość (b), może wystarczyło by dać samą śrubę(zdaje się krzyżową?) bez pierścienia podkładki.
Można też podszlifować powierzchnię natarcia samego noża zwiększając jej kąt na dodatni(analogicznie jak w nożach do toczenia), bo zdaje się, że jest zerowa (noże lutowane to w zasadzie surówki do wyprowadzenia właściwej geometrii), oraz sprawdzić (i ew. podszlifować) czy powierzchnia przyłożenia ostrza oraz trzonek mają dostateczny kąt by nie trzeć o materiał (o ile.. bo z powodu małej głębokości skrawania czasem trudne do zauważenia) bo to też niepożądane wibracjogenne zjawisko..
* - bo ostrze obracając się może znajdować się w każdym punkcie zataczanego przez siebie okręgu(domyślnie - w wycinku tego okręgu jest to skrawana krawędź materiału), ale w stosunku do wyznaczającego ten okrąg (obracającego się) promienia(narzędzia) jest ono nieruchome - czyli mamy tu odniesienie układu narzędzie-materiał-oś toczenia.