zawsze byłem zdania (nie tylko ja zresztą), że przekładnia mechaniczna jest dużo lepsza od napędu bezpośredniego. Nawet do prozaicznej czynności dłutowania kanałka suportem nie trzeba wtedy blokować wrzeciona, wystarczy zazwyczaj najniższy bieg.kodisport pisze:pozostawić wrzeciennik
zapewne nadmierne luzy, niedokręcone śruby (niestety zdarza się często "nówkom") i tego typu rzeczy. Poleciłbym rozebrać cały suport, wyczyścić, poskręcać i nasmarować po swojemu, bo "fabryce" nie ma co wierzyć na słowo. Przy okazji stan nakrętek na śrubach, czy nie mają za dużych luzów (w razie stwierdzenia można temu przeciwdziałać, ale to dyskusja na inny post)kodisport pisze:Podejrzewam konieczność regulacji suportu.
I sprawdź też kolego dokręcenie wrzeciennika do łoża, oraz bicie wrzeciona (za pomocą rurki w i "kolebania" na boki).
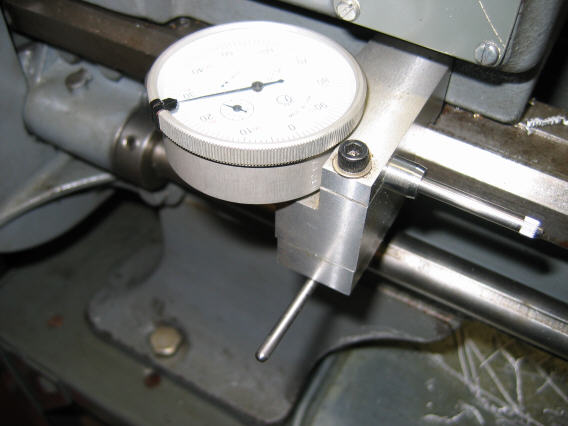
Jeśli nie masz czujnika na podstawce magnetycznej, to radziłbym kupić, bo to dość niezbędny a często niezastąpiony przyrząd w pracy tokarza, i przyda się na pewno. A jeszcze lepiej diatestu (można wtedy też mierzyć bicie małych otworów), kosztuje podobnie do czujnika, a jest poręczniejszy.
W tak małych tokarkach gdzie masa suportu jest niewielka, a siły działające na nóż dość duże i mogą czasem przewyższyć siły tarcia prowadnic suportu na pryzmach i oporowi tarcia przekładni na listwie zębatej, to się może zdarzać. Można temu przeciwdziałać na dwa sposoby:kodisport pisze:przy toczeniu poprzecznym cały suport ucieka i wychodzą stożki
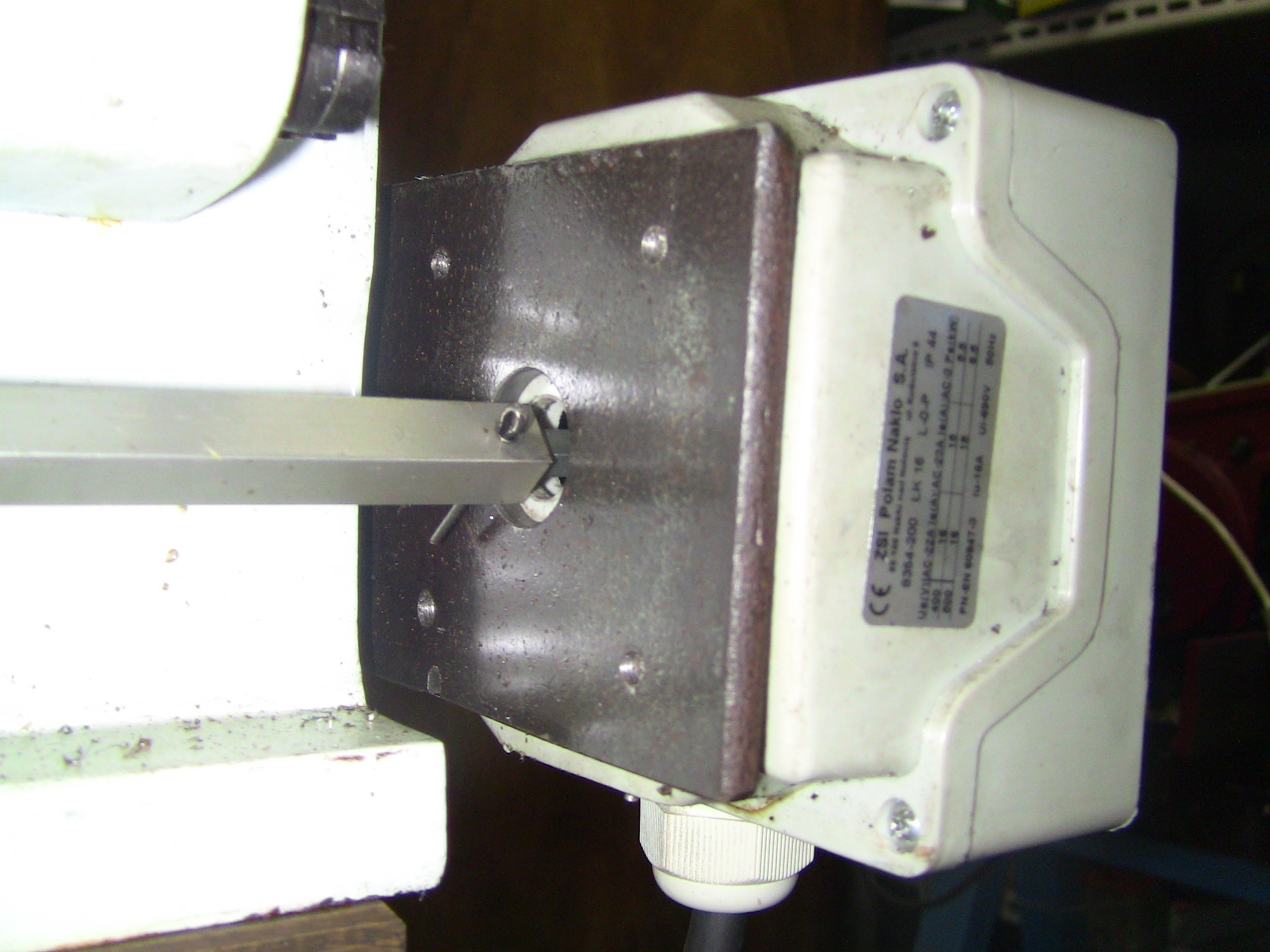
- blokując suport (jest na blacie suportu taka śrubka, najczęściej wpuszczona w blat, dociskająca listwę pod łożem) Najczęściej wygląda to podobnie jak tu



a jak nie ma (w co wątpię) to można dorobić samemu


https://www.cnc.info.pl/czy-warto-przer ... w=previous
jest to metoda dobra i wygodna przy planowaniu dużych powierzchni, gdzie przydają się obie ręce do kręcenia korbą, itd, oraz czasem przy przecinaniu cienkich plasterków, kiedy możemy nóż przestawiać na nowy detal za pomocą szufladki narzędziowej. Mamy pewność, że suport nam nie odjedzie, ale w normalnym toku prac tokarskich dość upierdliwa, trzeba przykręcać, odkręcać (dlatego niektórzy dorobili dźwignie do tych śrub (zdjęcia w poście)
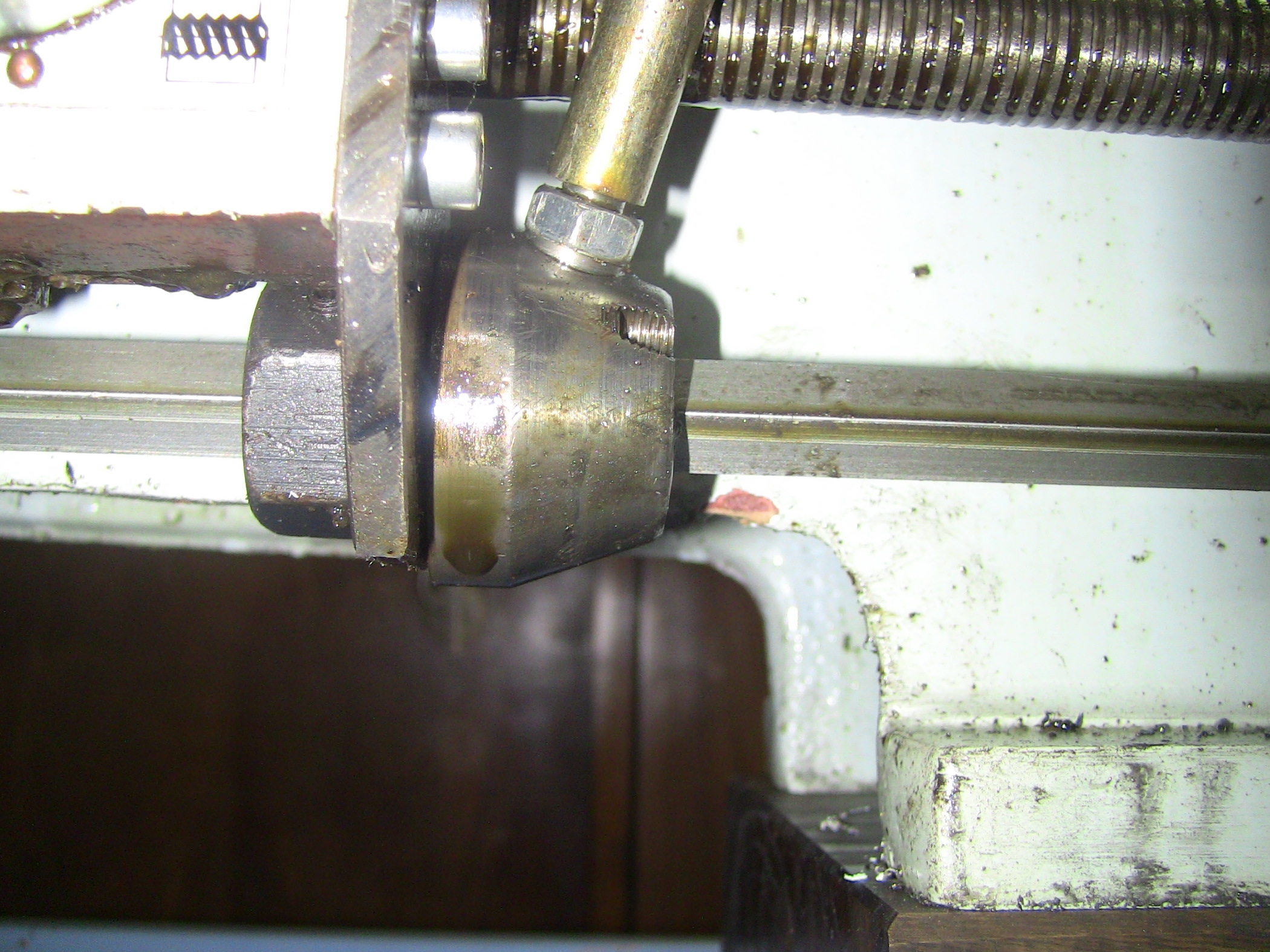
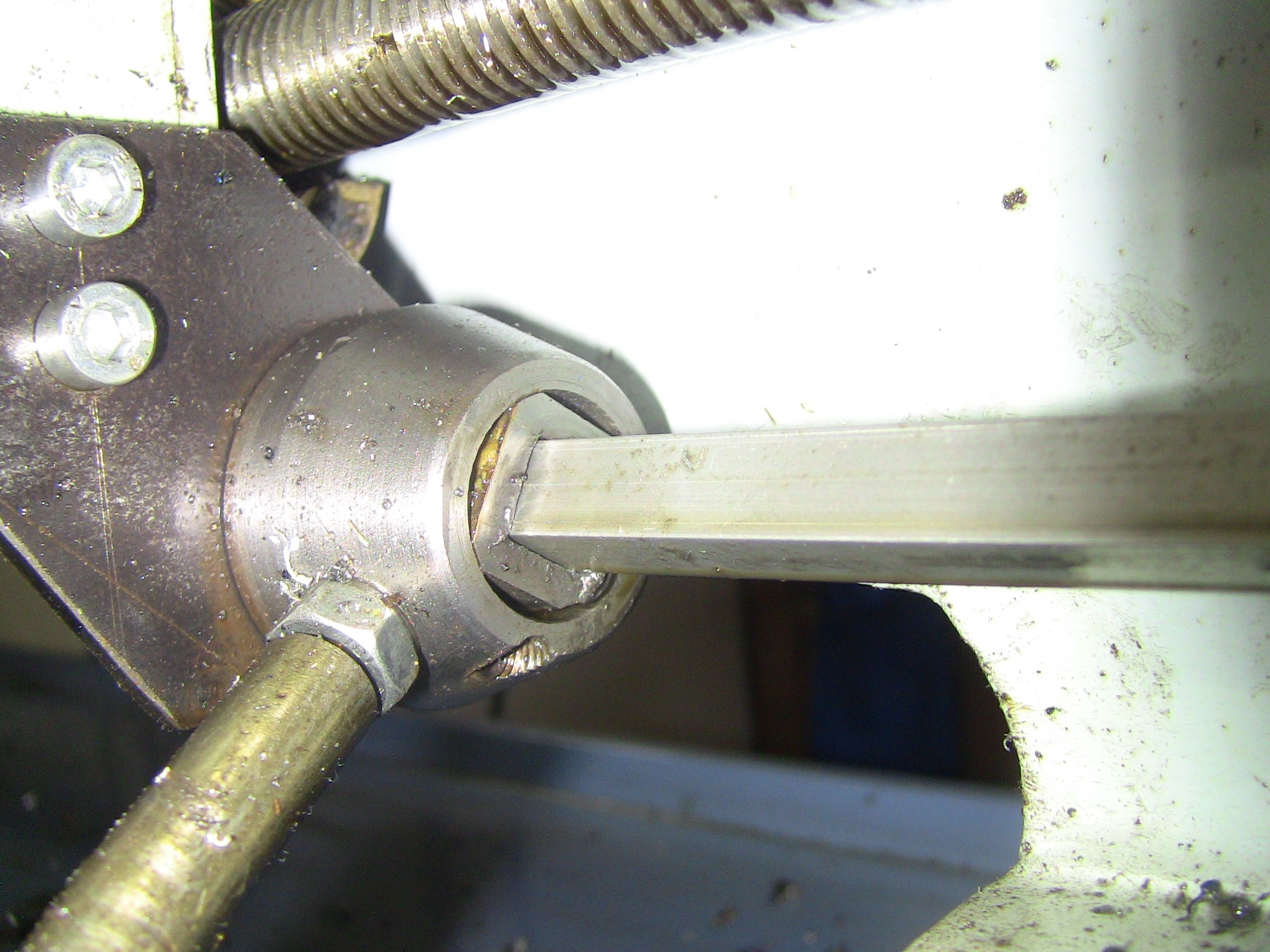
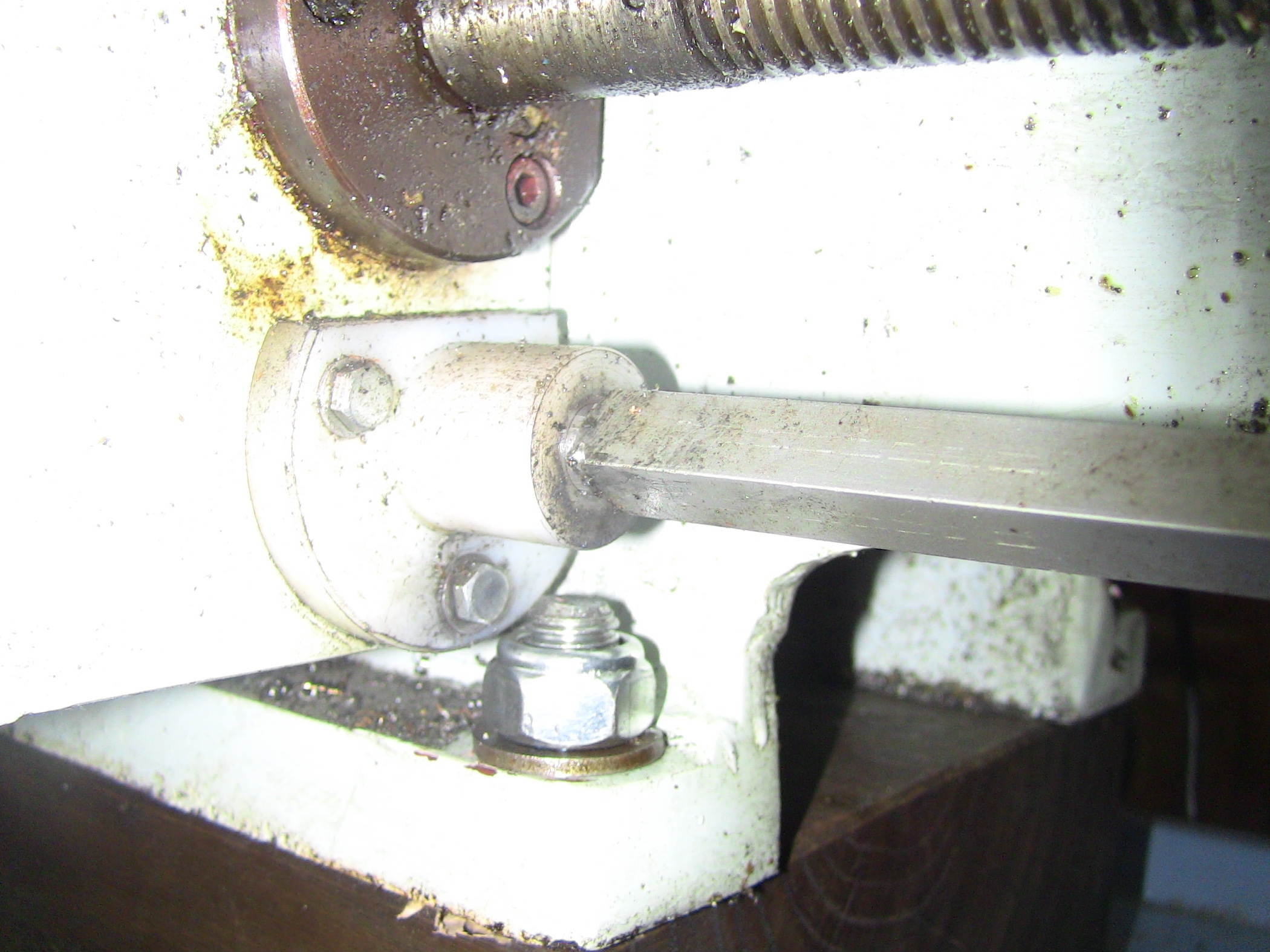
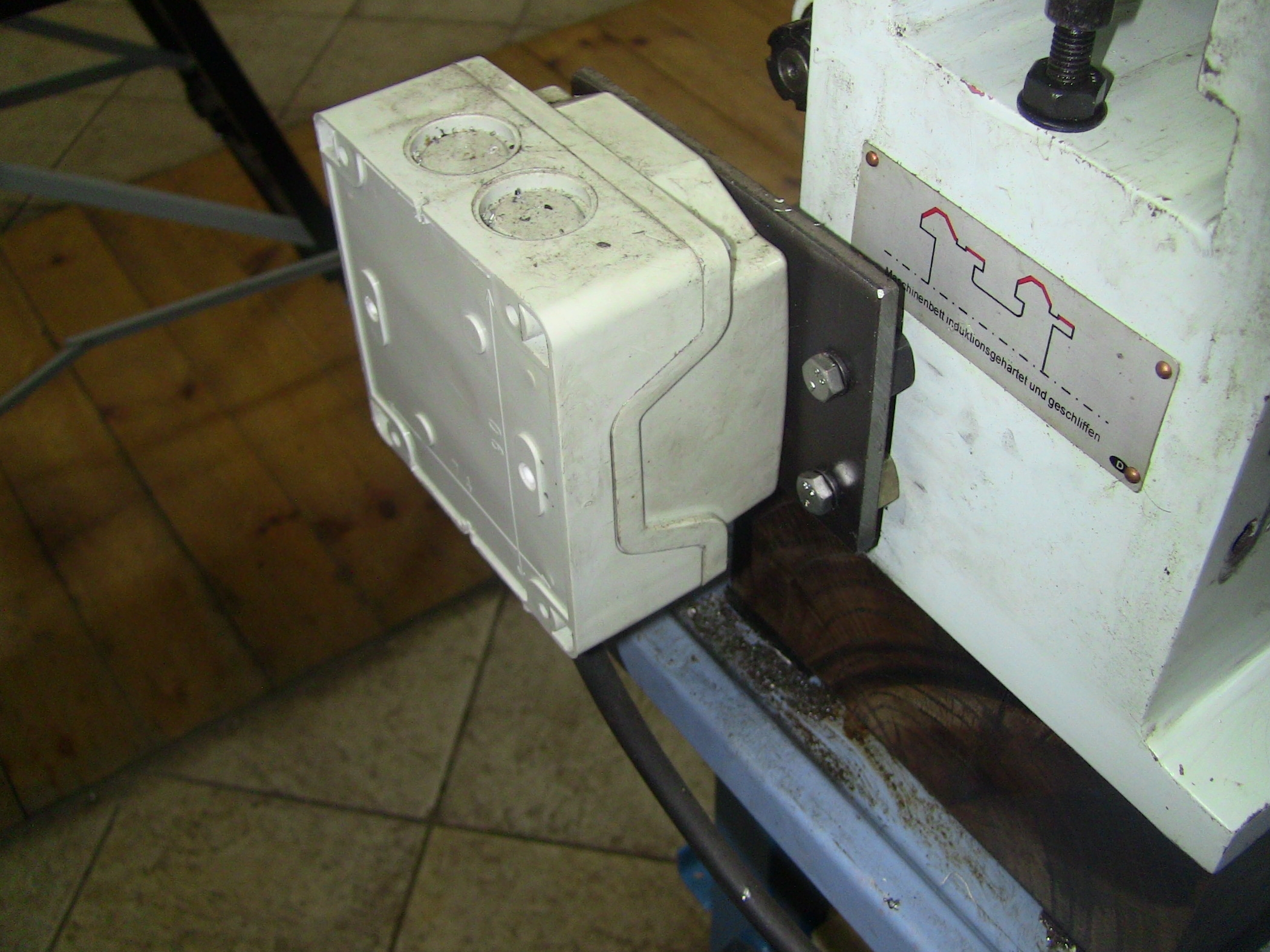
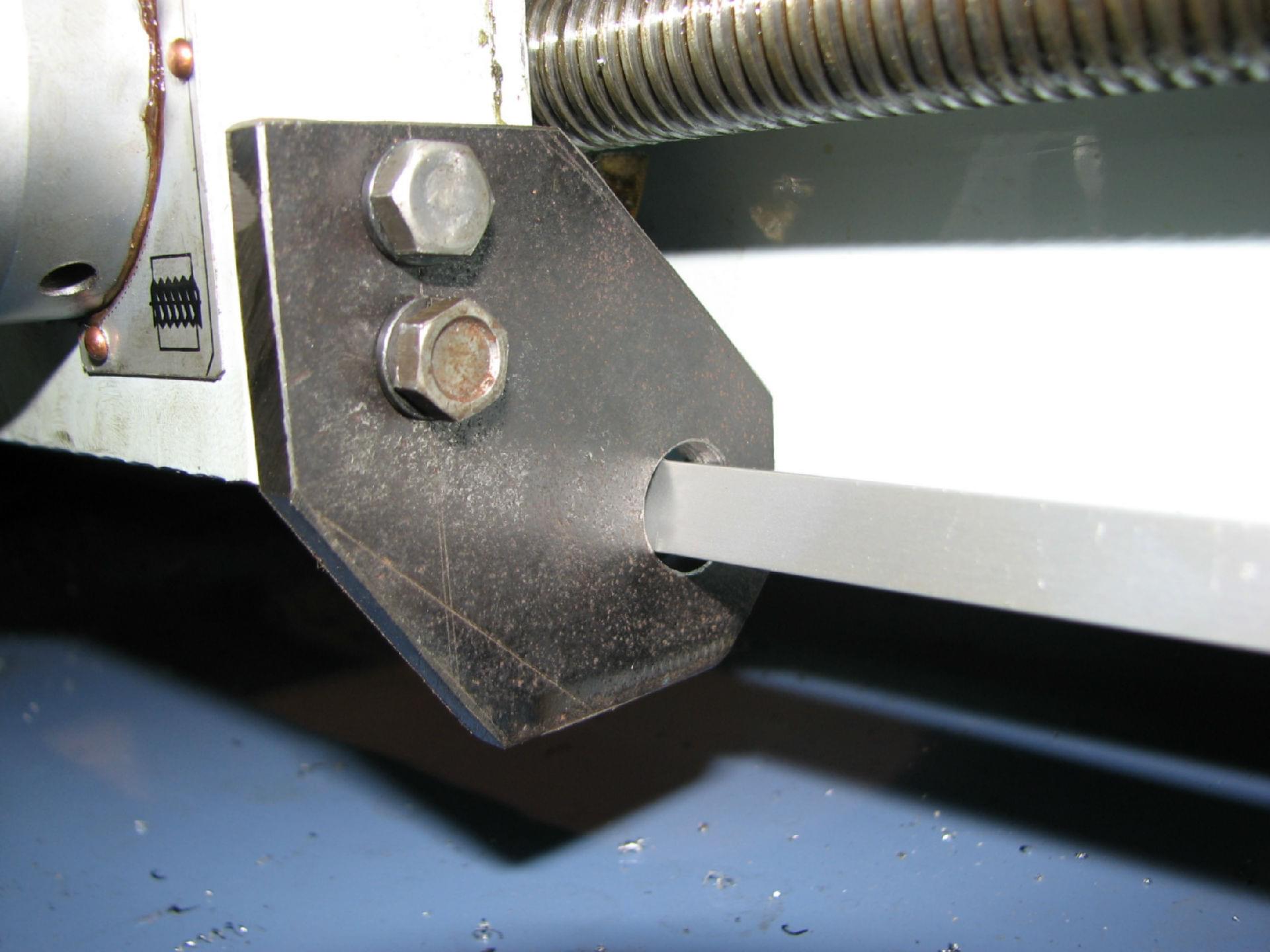
- to już wygodniej w czasie planowania niewielkich powierzchni dociskać pokrętłem suport do przestawialnej kostki oporowej na pryzmie. Nawiasem, kostka jest bardzo pomocnym narzędziem w pracy, zwłaszcza jak obawiamy się wjechania nożem w szczęki czy wytaczakiem w ściankę wytaczanego otworu, planowaniu na wymiar (dostawiamy suport do kostki, panujemy, mierzymy, i ewentualnie korygujemy wymiar szufladką narzędziową bez przestawiania kostki), czy w ogóle by nie wjechać narzędziem za daleko. Można też do kostki dorobić śrubę zderzakową, którą będziemy sobie regulować odległość suportu a zarazem wymiar toczony.
A jak w danej chwili nie potrzeba z niej korzystać, to mam tak ustawioną by nożem nie wjechać przypadkowo w uchwyt.
tu mój zderzak na pryzmie pod uchwytem

inne konstrukcje


itd, tu multum konstrukcji https://www.google.pl/search?q=romanj4+ ... ch&imgdii=_
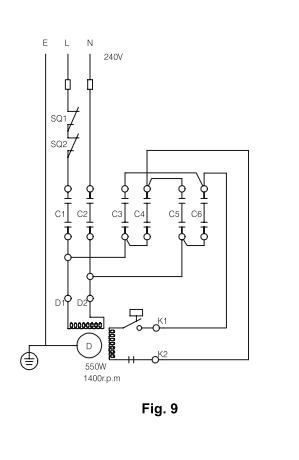
 w naszym przypadku przewody z przełącznika podłączamy pod zaciski:
w naszym przypadku przewody z przełącznika podłączamy pod zaciski: