")
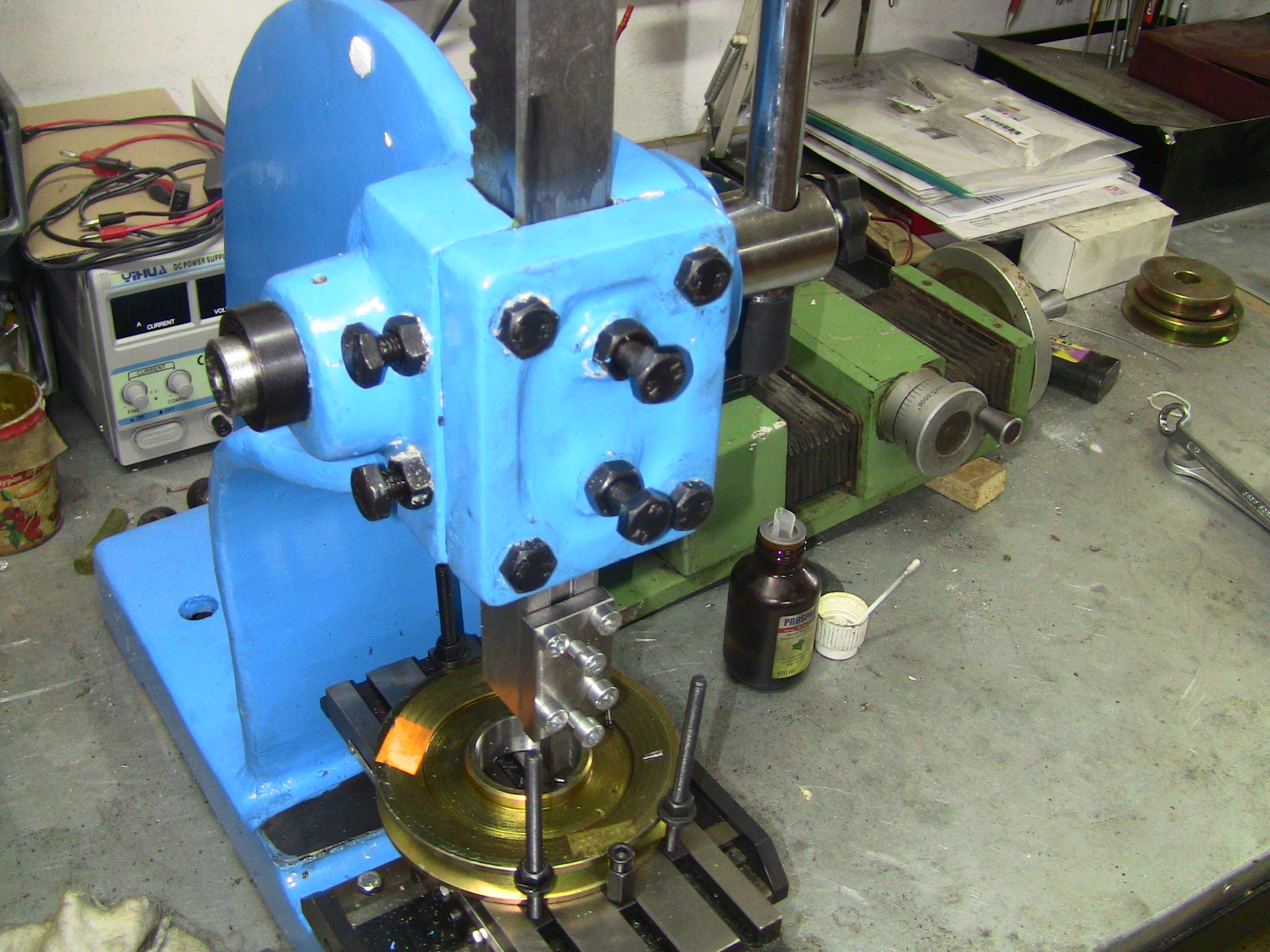
Do przeróbki użyłem 2 tonowej praski ręcznej zębatkowej http://allegro.pl/prasa-reczna-stolowa- ... 56380.html z regulacją luzu bocznego i czołowego listwy zębatej(stempla).
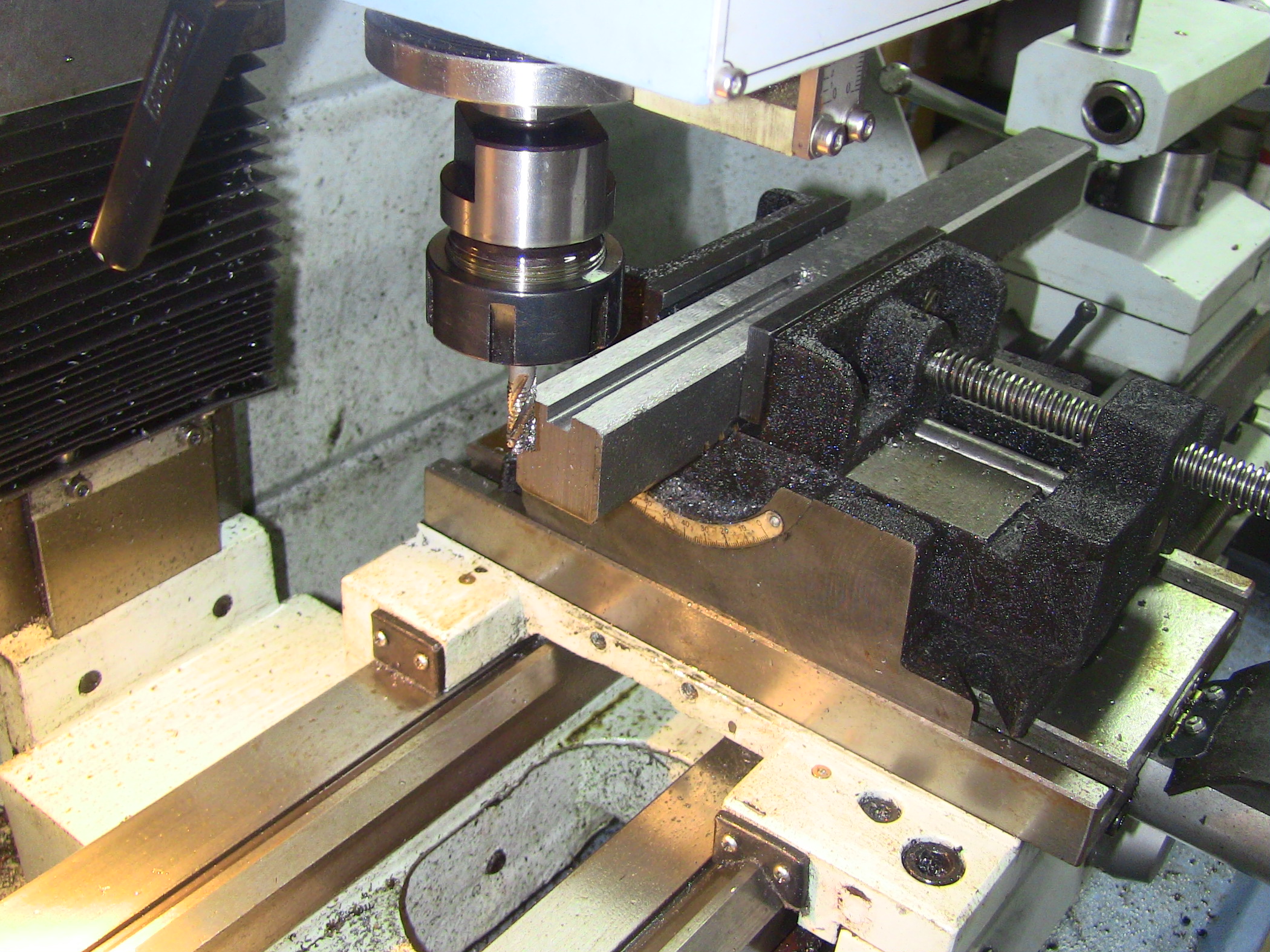
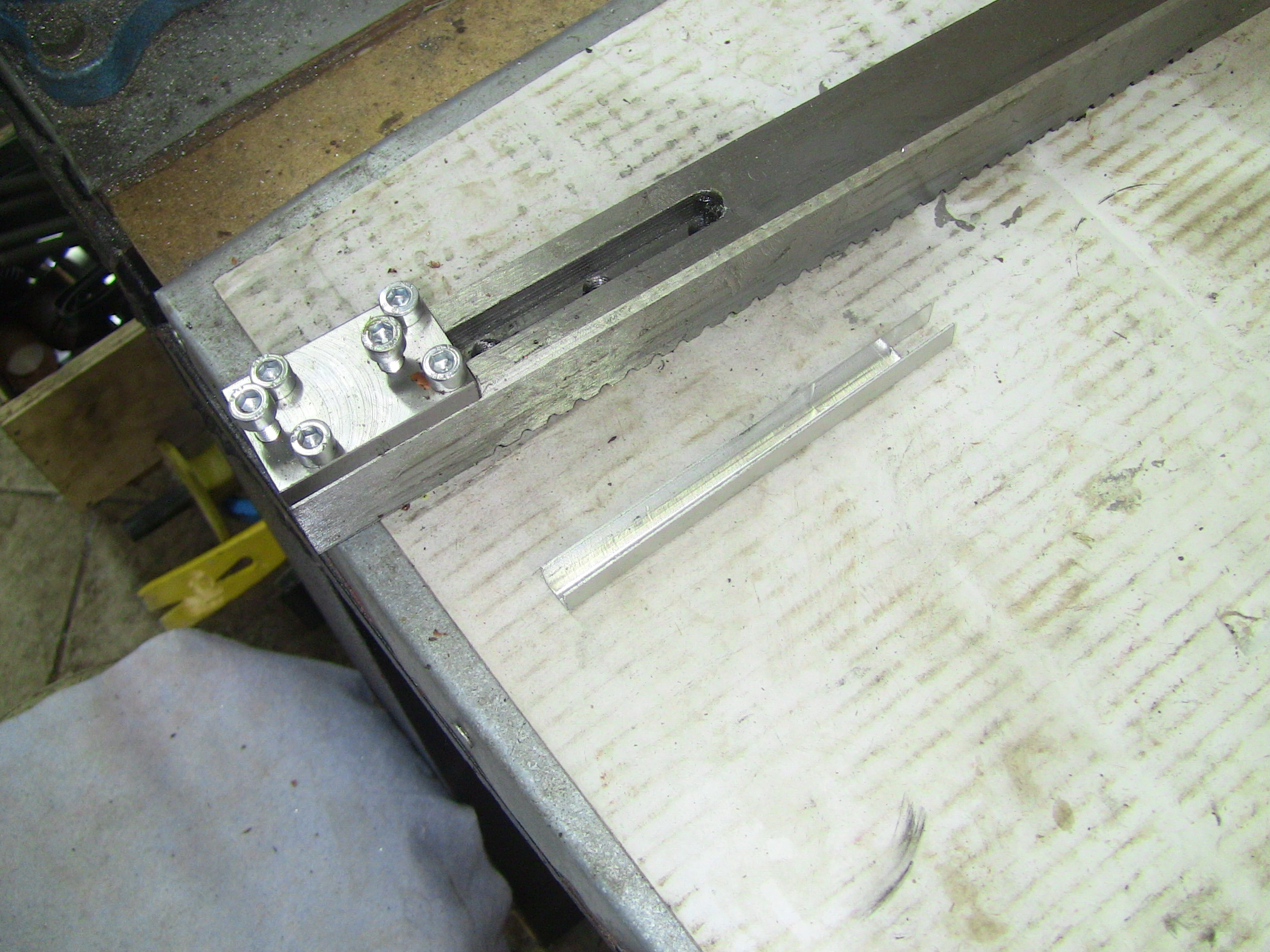
W dolnej części stempla wyfrezowałem gniazdo pod nóż do dłutowania(w tym przypadku będą to stalki różnych przekrojów) o wymiarach 10x10x140mm, jako że większego klina niż max. szerokości 10mm szerokości raczej nie będę stosował.
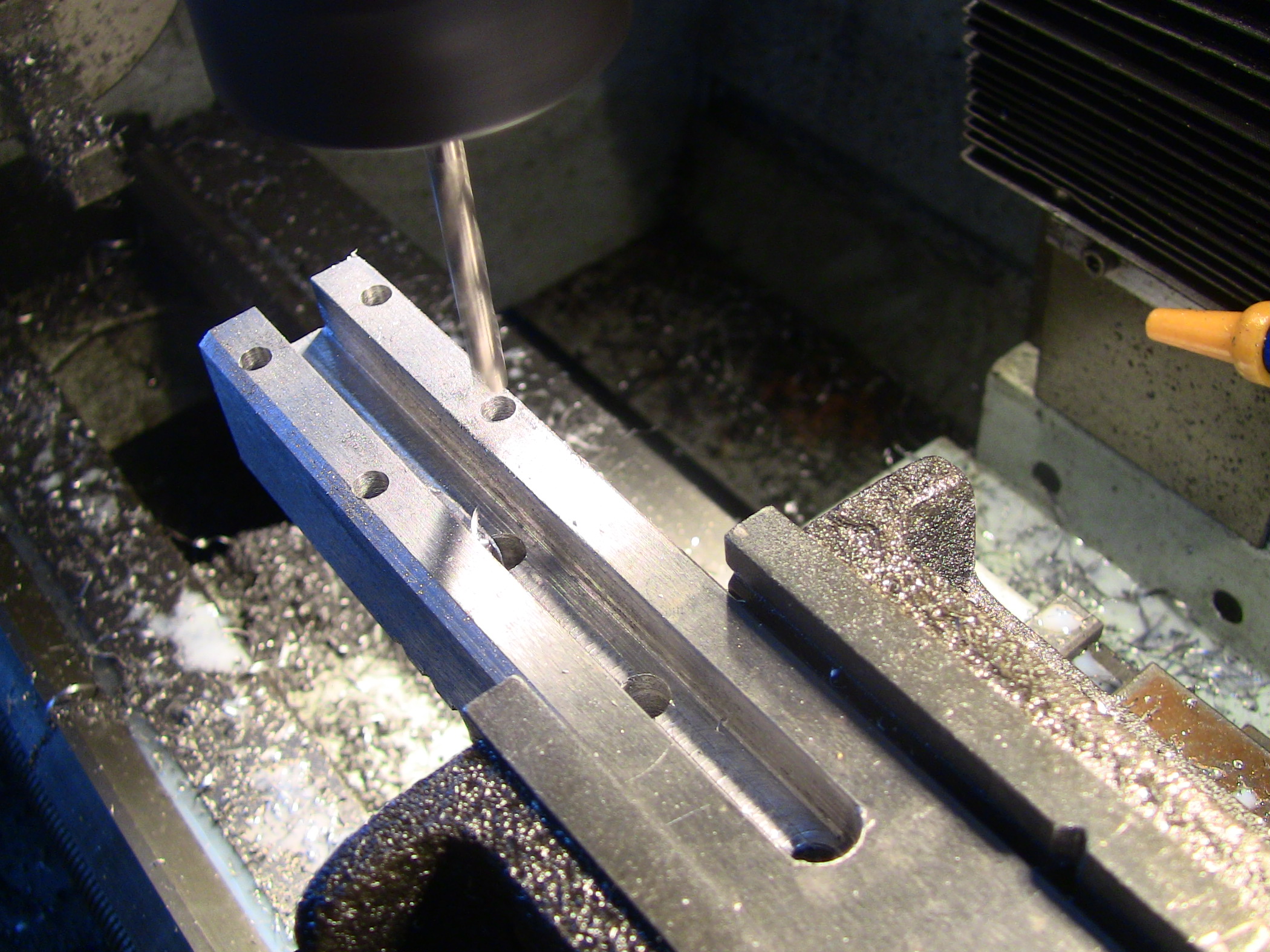
w gnieździe wywierciłem i nagwintowałem 3 otwory pod kołki zrobione ze śrub imbusowych, służące jako opór do ewentualnego zastosowania krótszych niż standardowe 160 milimetrowej długości stalki.

Aby można było pewnie zamocować w gnieździe stalki o innych przekrojach, np 4x4; 5x5; 6x6; czy 8x8 zastosowałem wkładki wyfrezowane na dany wymiar stalki z aluminiowego pręta 10x10mm(dostępne w OBI)
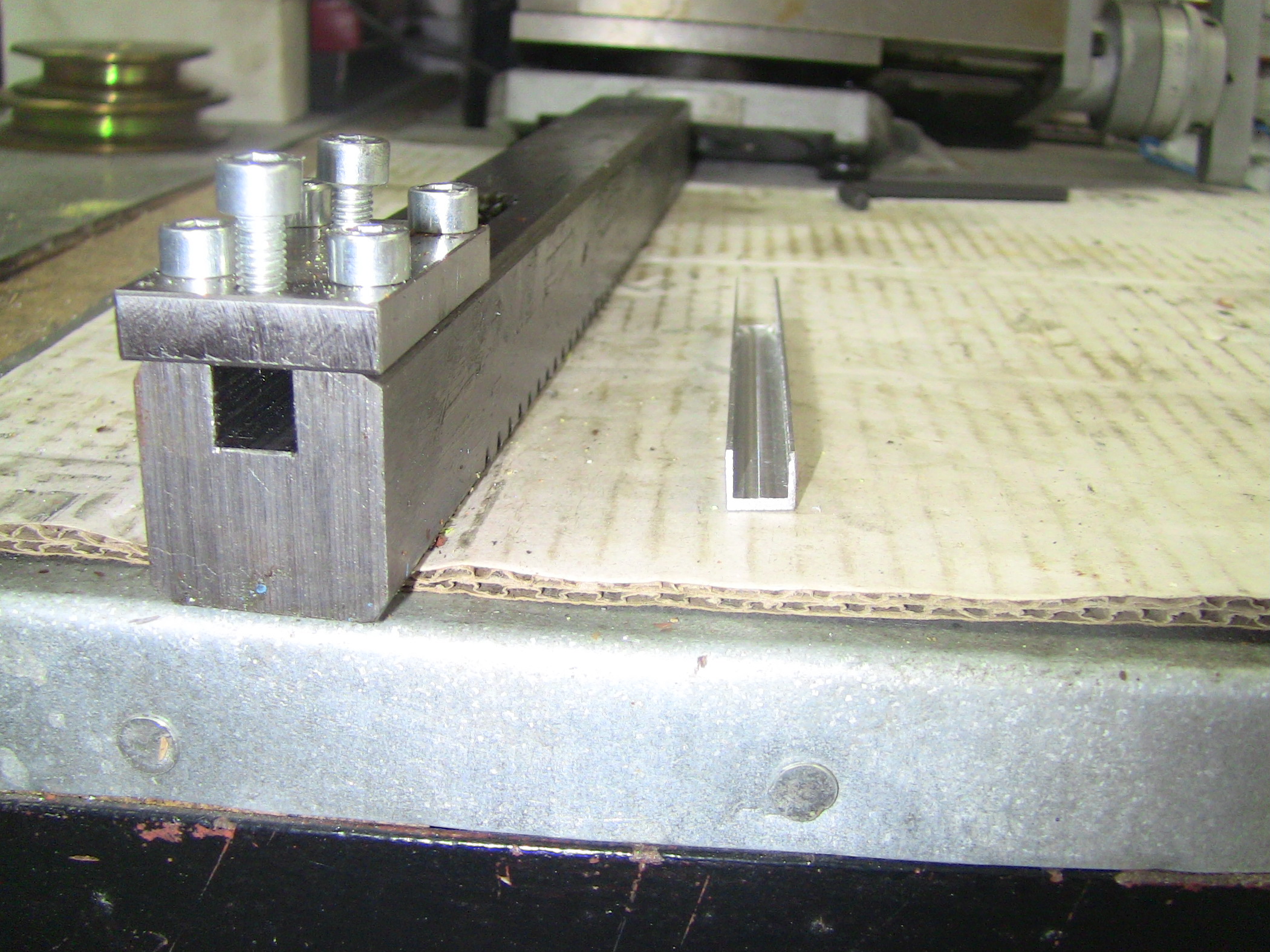
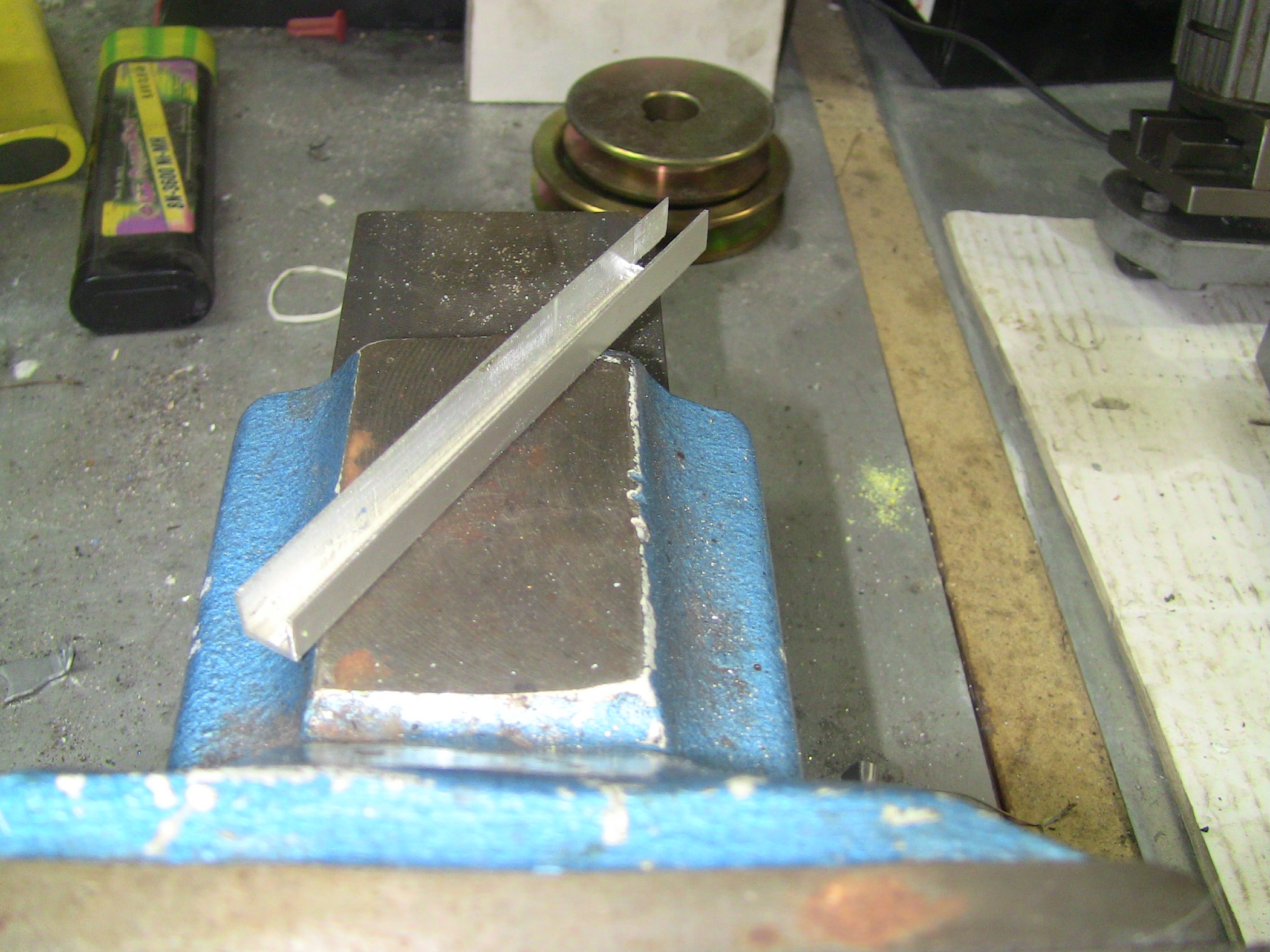
Wkładki są nieco niższe (8x10x125) niż głębokość gniazda w stemplu(10x10) i mają wyfrezowany kanał pod nóż pod kątem(ja dałem ~2°, ale lepiej dać koło 4°) w stosunku do podstawy wkładki by nóż mocował się nieco ukośnie do ścianki dłutowanego materiału i nie tarł powierzchnią czołową o dno kanałka co powodowałoby jego wyginanie i pęknięcie. Oczywiście jeszcze lepiej jest odpowiednio zaszlifować powierzchnie boczne stalki.


Nóż przytrzymuje pokrywka kanału przykręcana 4 śrubami do stempla oraz z dwiema kontrującymi stalkę w gnieździe.
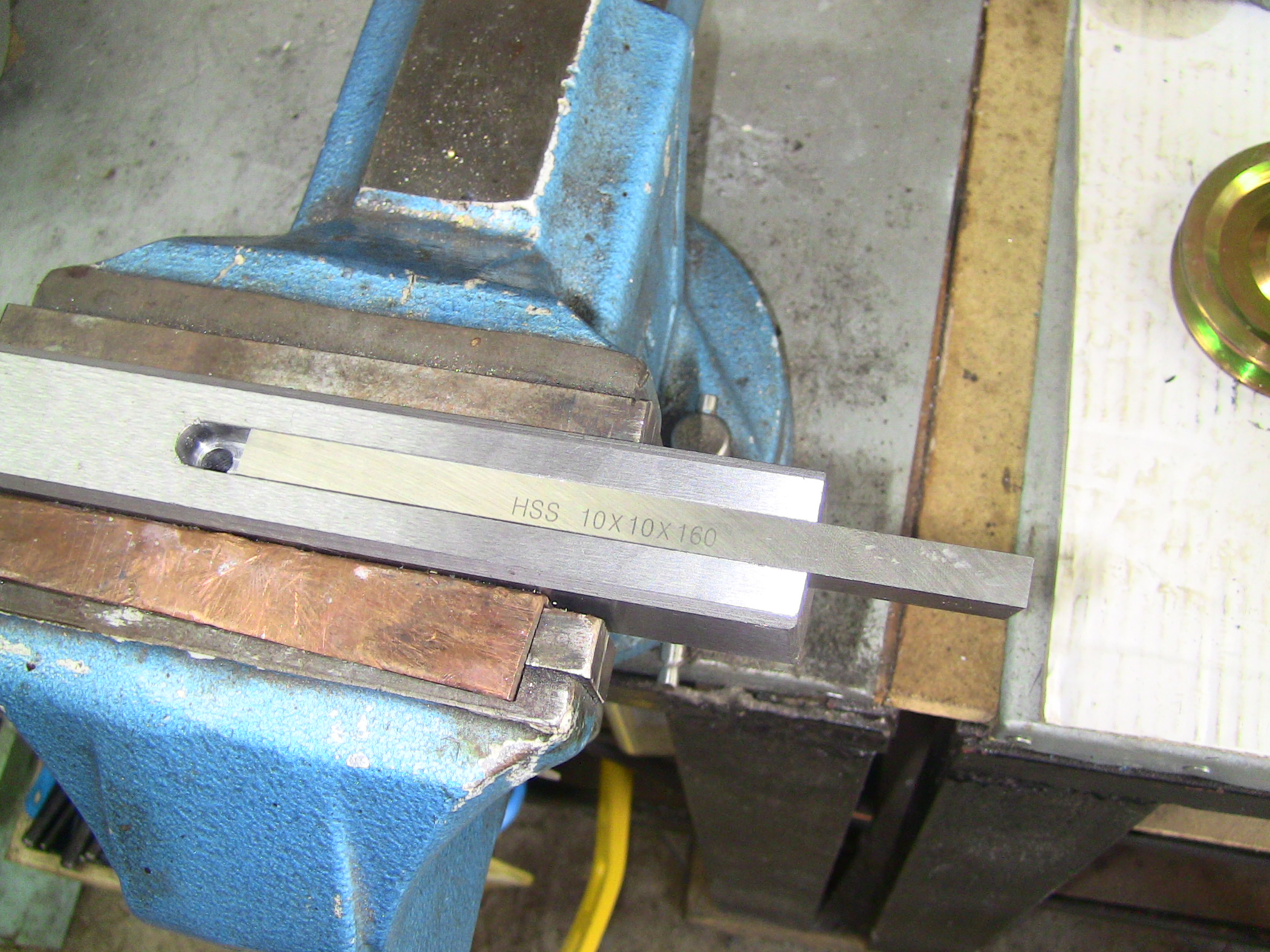
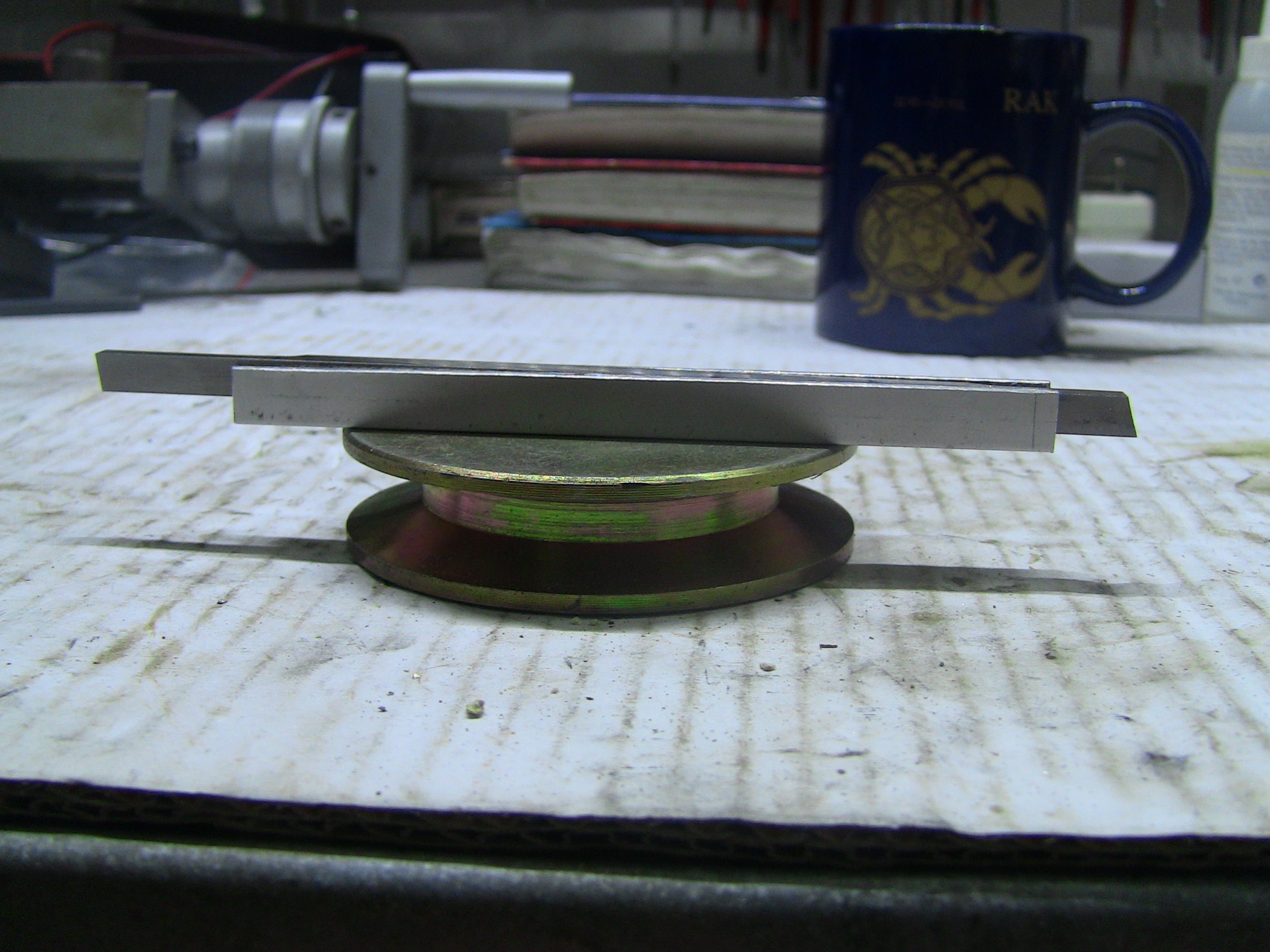
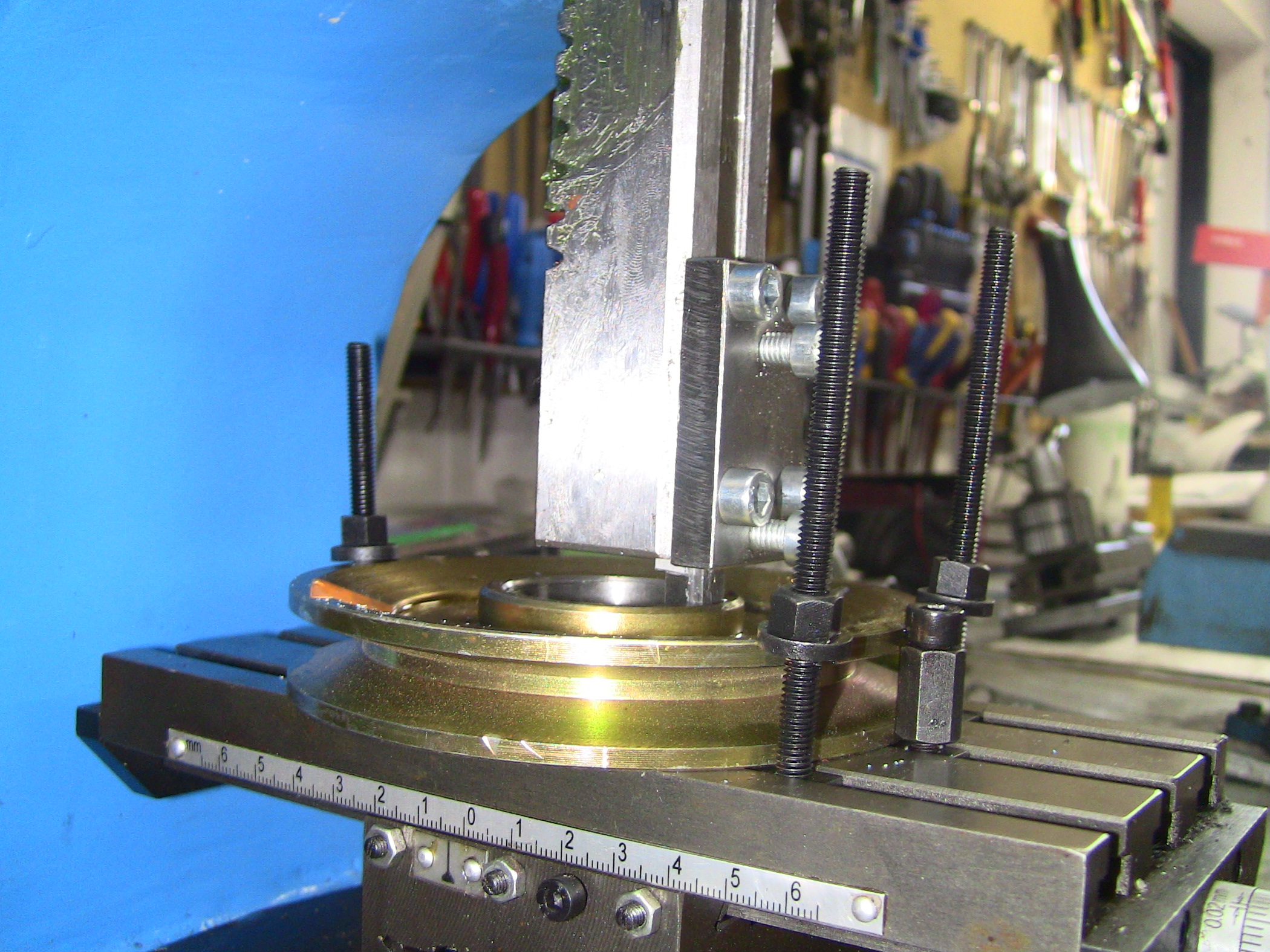
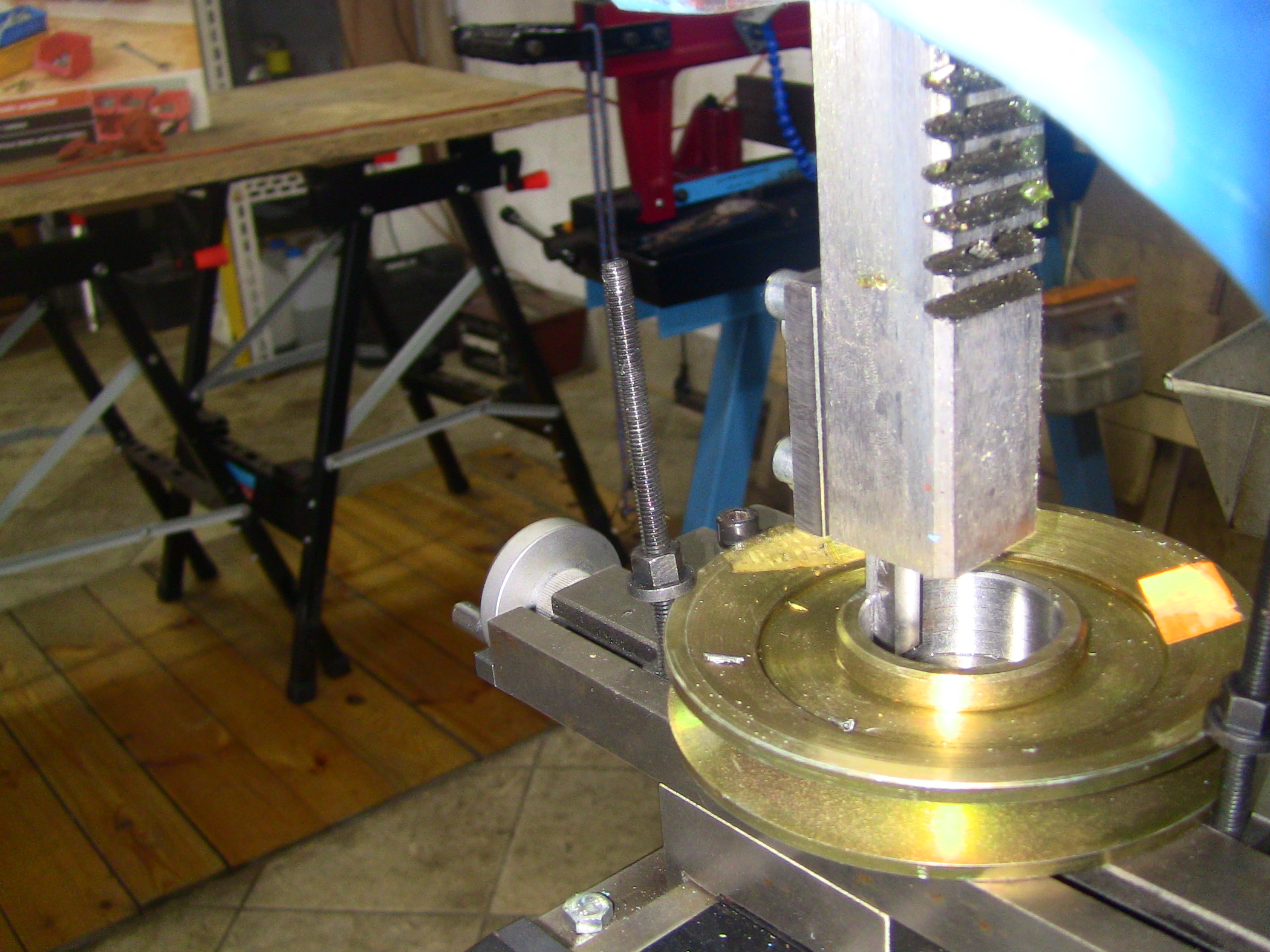
Jako stolika do mocowania użyłem stołu krzyżowego, który daje możliwość dokładnego ustawiania w osi noża dłutowanego elementu, i zapewnia odpowiedni posuw detalu przy dłutowaniu.
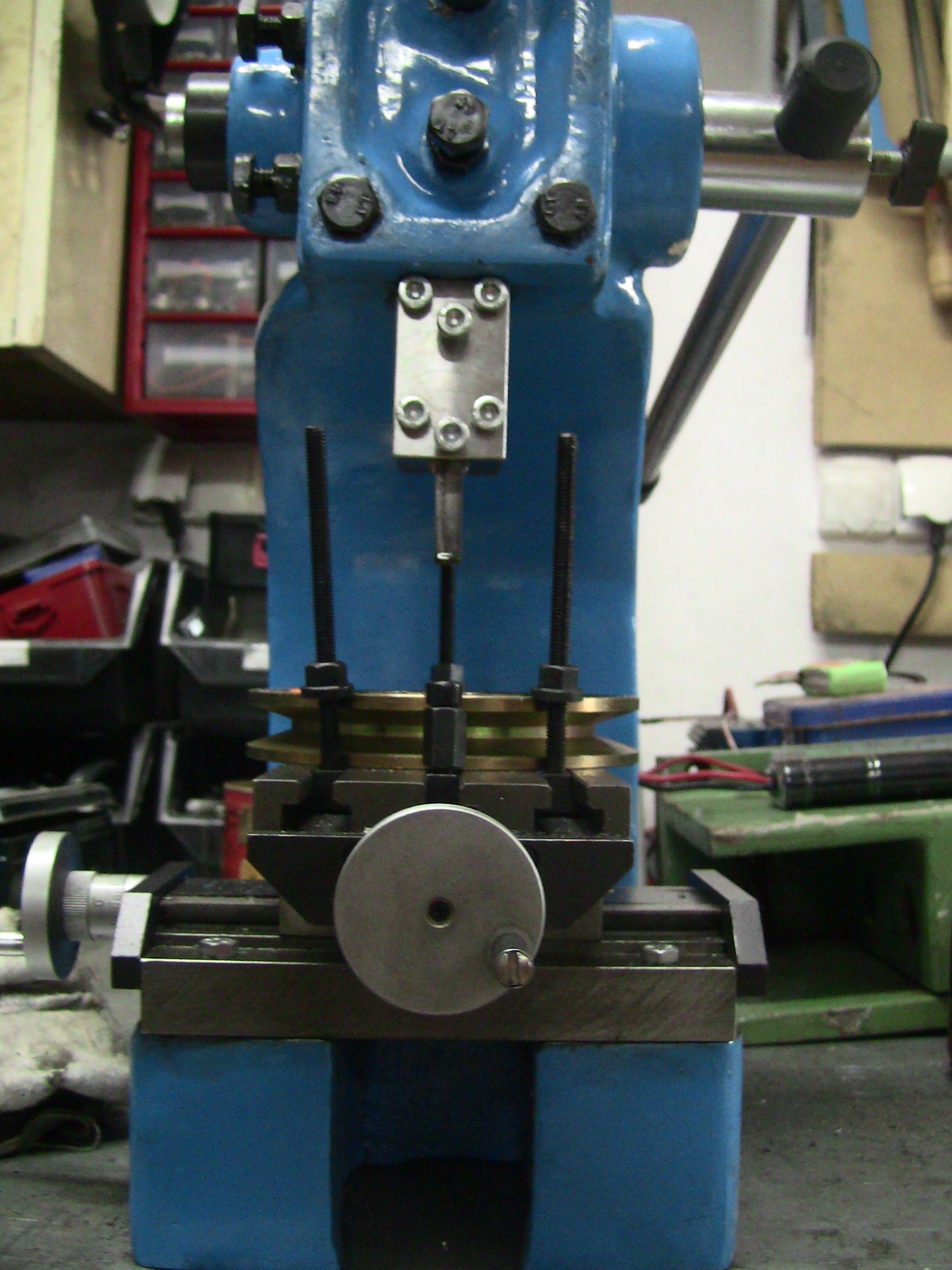
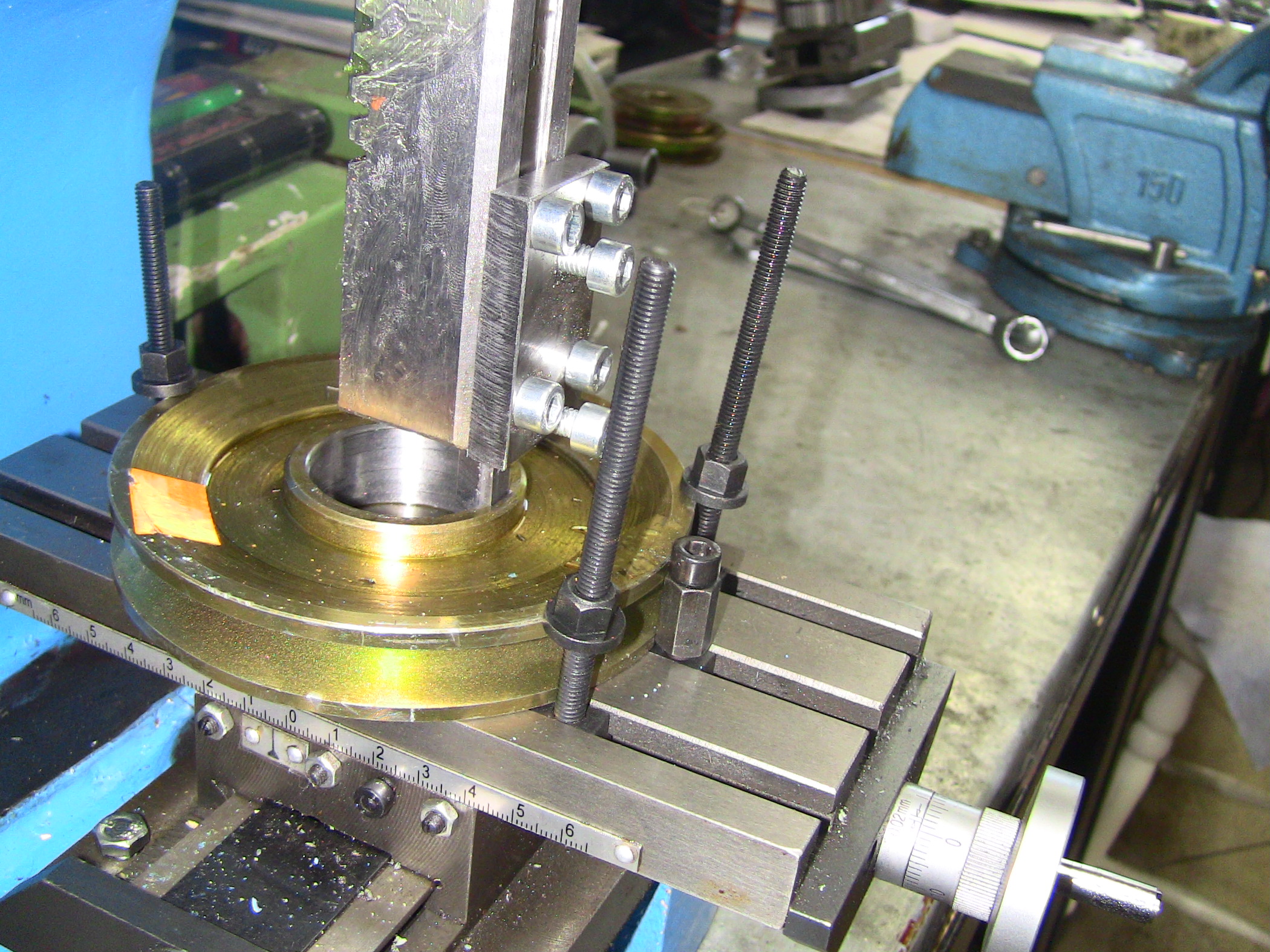
Zastosowanie stołu wysokiego w tym przypadku na 75mm zamiast imadła krzyżowego (wys. 135mm przy szerokości szczęk 100mm i rozwarciu 98mm) nie ogranicza rozmiarów np koła do szerokości rozstawu szczęk imadła. Gdyby jednak ktoś chciał zastosować imadło krzyżowe zwłaszcza o większym rozstawie szczęk musi wziąć pod uwagę jego wysokość w przestrzeni roboczej stempla (minus długość pokrywki gniazda noża) i zastosować wyższą praskę np 3-tonową.
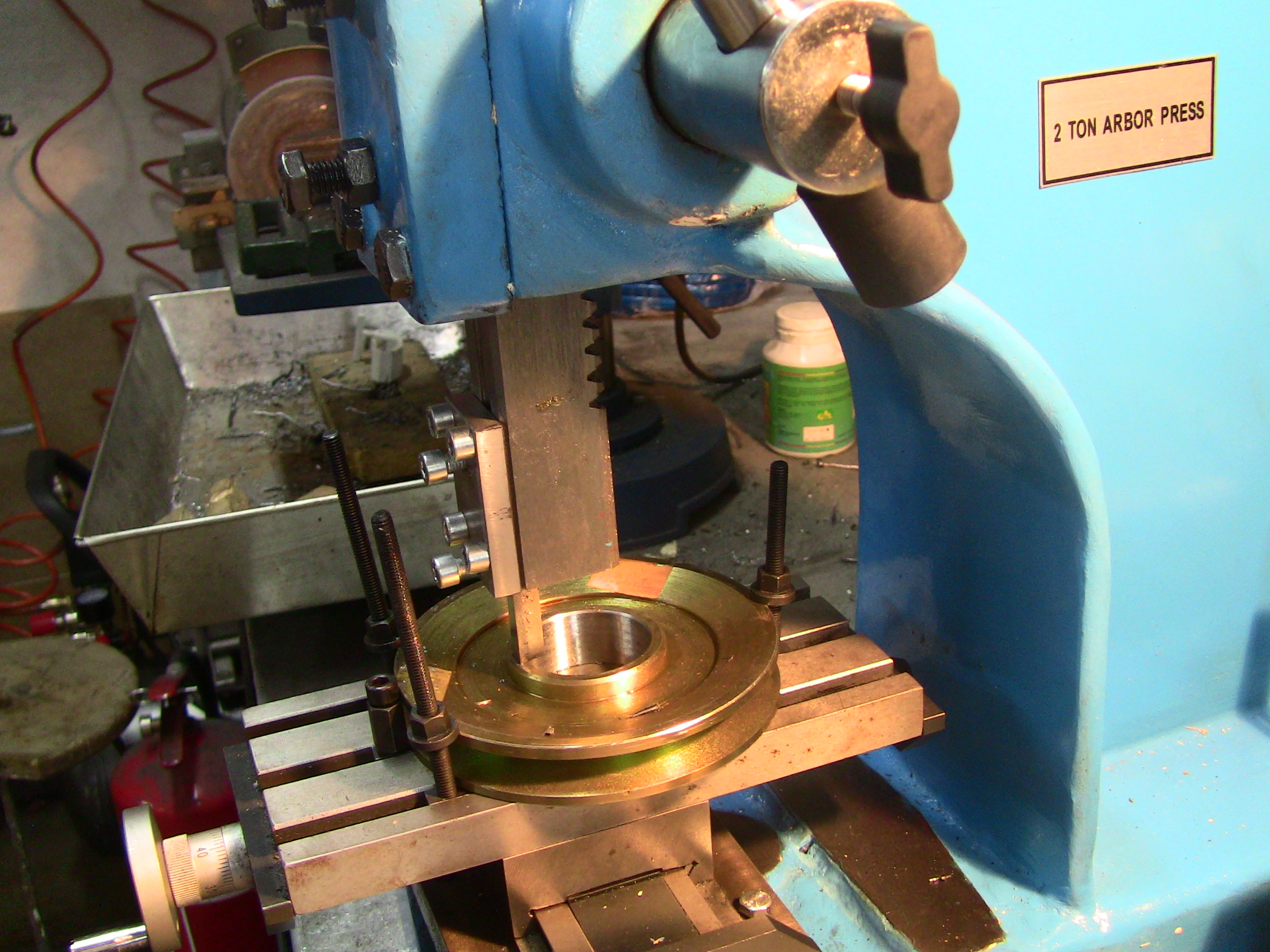
Zamocowanie tylko śrubami bez łapek widoczne na zdjęciu jest prowizorką, ale całkowicie spełniło swoje zadanie przy dłutowaniu pod spory przecież klin o szerokości 8mm, pewnie trzymając koło (nóż wychodził z materiału w rowek teowy stołu).
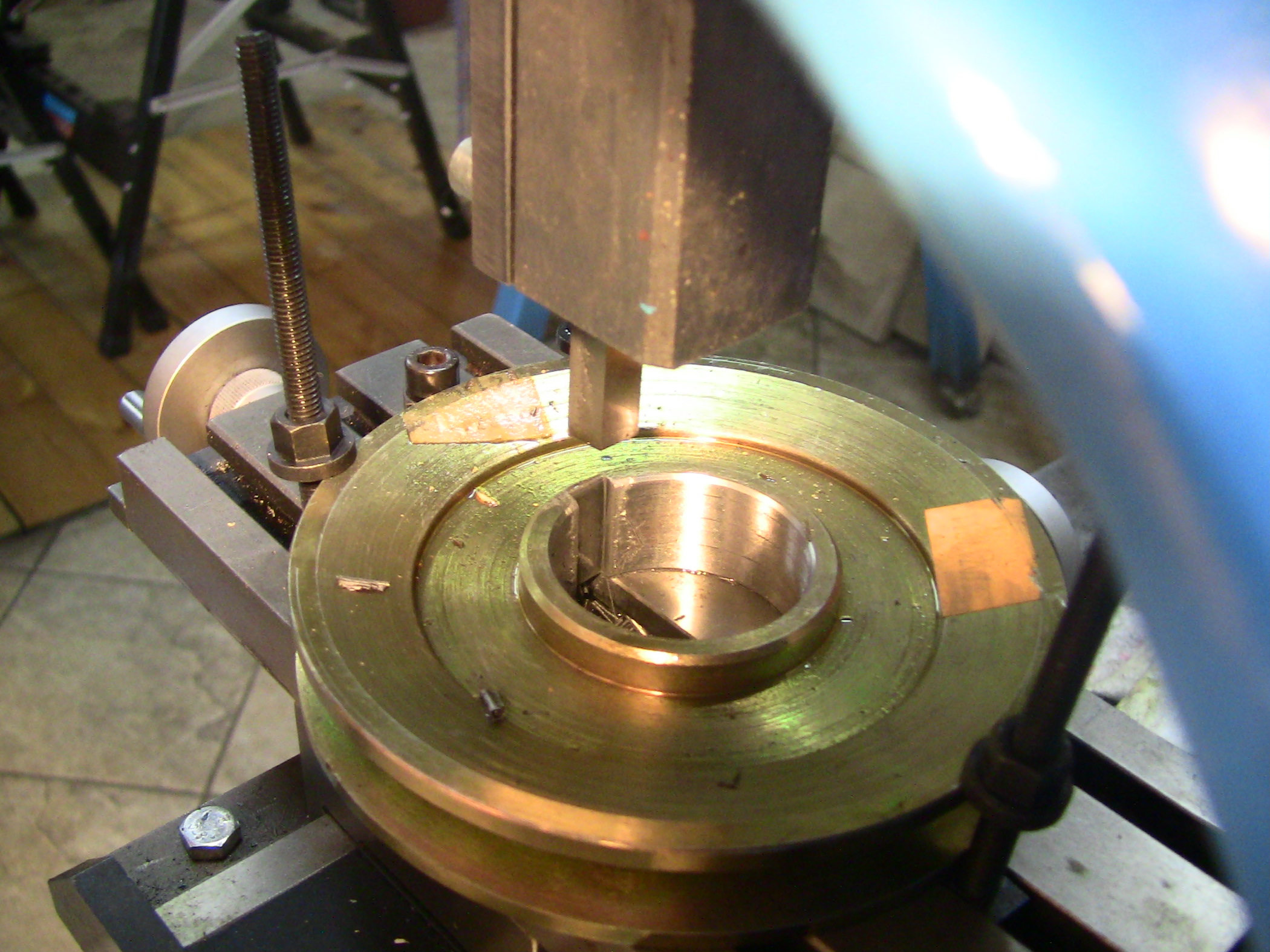
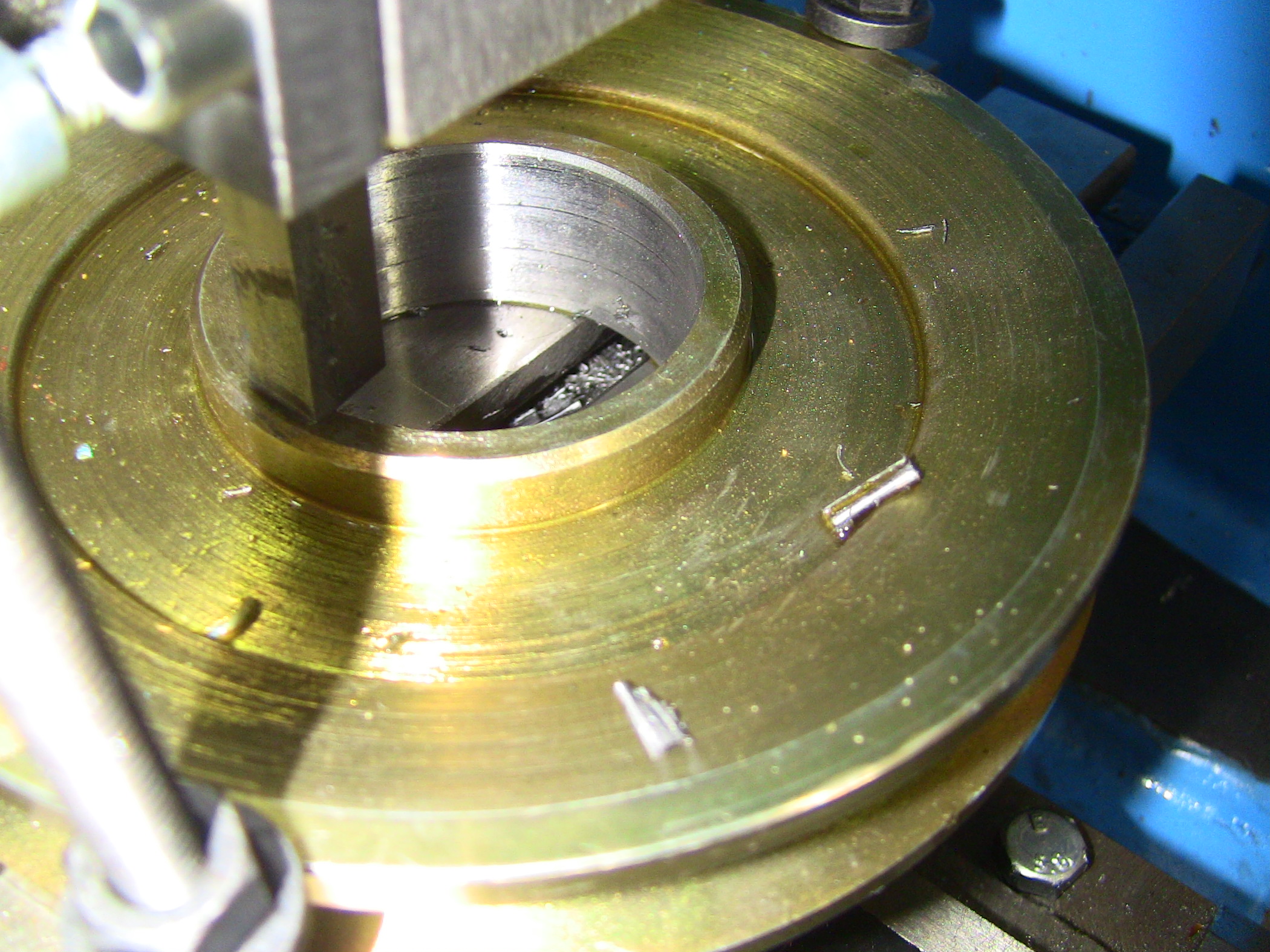
Przy pierwszym użyciu trzeba było wyregulować śrubami regulacyjnymi luz czołowy i boczny stempla tak, by w ruchu jałowym leciutko przycierał (nie zapominając o smarowaniu), wtedy nóż nie "chodzi" na boki i nie zacina nagle za dużego wióra. Ładnie czuje się kiedy "idzie" w materiał, a przykładana siła nie jest zbyt duża. Oczywiście jedno przybranie na skali trzeba przelecieć kilka razy by nóż równo wybrał na całej długości bo sama stalka i tak nieznacznie się wygina za pierwszym przejściem. ale to nie tak duży problem. Można by oczywiście zastosować stalki o przekroju prostokątnym 2:1, ale trzeba by pogłębić gniazdo w stemplu.
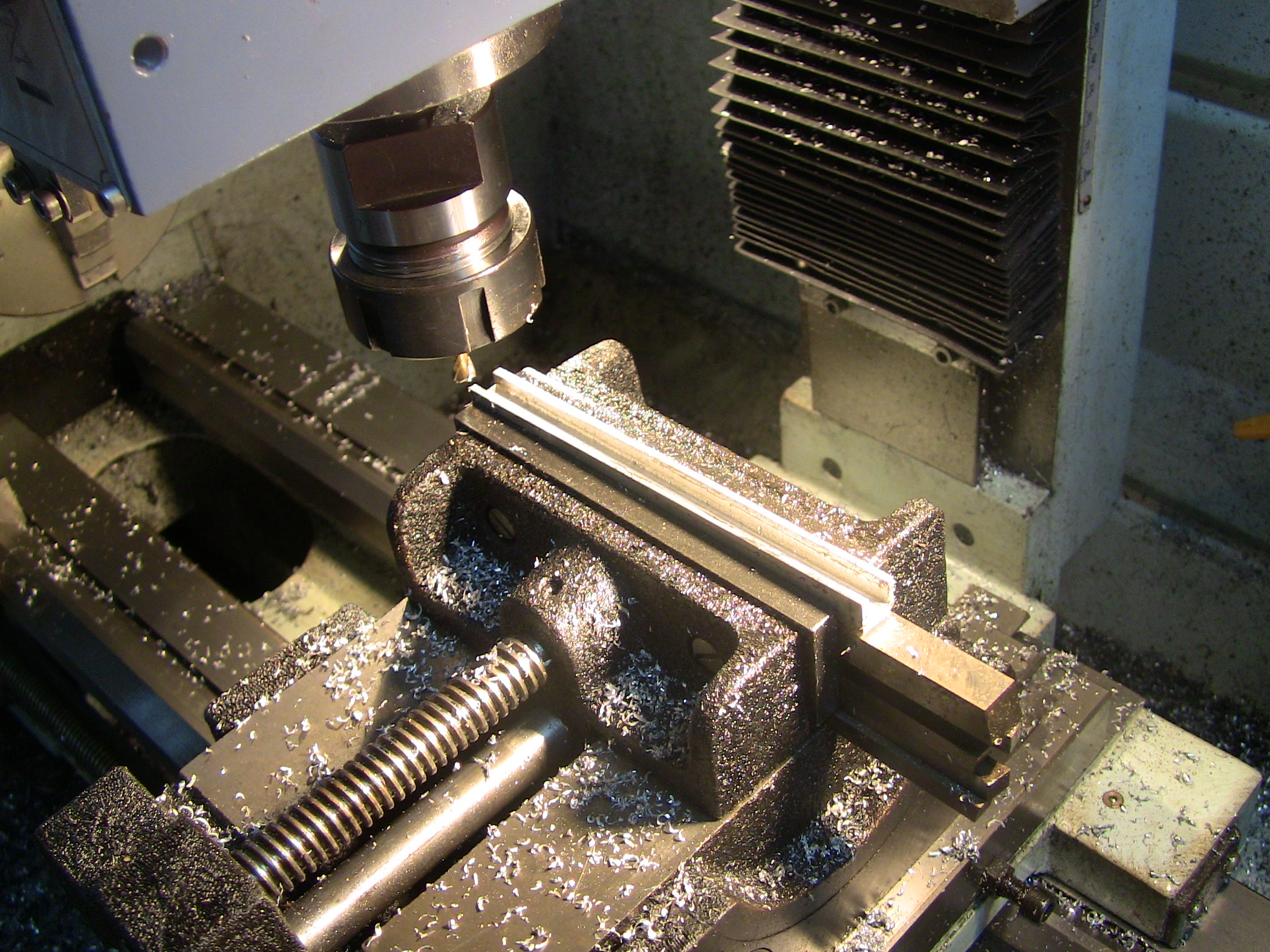
jak to wychodzi w praktyce widać na zdjęciach poniżej...
Zapewne w toku prac coś tam jeszcze przyjdzie usprawnić (wszelkie sugestie kolegów mile widziane), można pokusić się też o inny mechanizm mocowania noża, ale jak widać taki prosty sposób jest jak najbardziej skuteczny, a z pewnością oszczędza mechanizmy mniejszych tokarek na których często z braku laku amatorsko się dłutuje..
Oczywiście służę pomocą w razie pytań...