cosmonet pisze: ↑18 sty 2020, 16:31
Stary temat ... odświeżę.
Będę tak z doskoku coś tam programował ST-10, a że na tokarkach CNC nie pracowałem jakieś 4 - 5 lat ....
Ja na swojej SL-20Haas nie stałem już od przeszło 3 lat , a wypociny , które znalazłeś są moje.
Napisałem je , gdyż pewien czas musiałem obsługiwać tokarkę z uszkodzoną sondą narzędziową.
cosmonet pisze: ↑18 sty 2020, 16:31
... Znalazłem kiedyś taki oto opis (nawet już nie pamiętam gdzie):
.....
Ja to rozumiem tak. W MDI wpisuję G54 --> Start.
Podświetlam w offsetach narzędziowych wybrany nóż, np. T202 w polu osi Z.
Jak chcę zmierzyć nóż do toczenia (np. T202) w osi Z dojeżdżam do czoła materiału (ale materiał przecież może być wysunięty na dowolną długość względem szczęk?) --> wynik odczytu (skąd to pobrać?) minus baza w Z dla G54? Wpisać w offsecie narzędziowym w polu Z wynik, ale z minusem i nacisnąć F1.
.... Dla osi X podobnie, tylko podświetlić w offsecie narzędziowym pole X nacisnąć klawisz X DIA MESUR, podać średnice wałka na którym nastąpił styk z płytką i nacisnąć klawisz ENTER?
W/w rozumowanie jest poprawne?
Pomiar w osi X jest prosty , więc nie wymaga komentarza.
Pomiar w osi Z wyglądał mniej więcej tak (o ile dobrze pamiętam).
Przed awarią sondy narzędzia w głowicy znajdowały się pomierzone i w offsecie X i Z tego narzędzia znajdowały się wartości po wcześniejszym pomiarze.
Takim narzędziem robiłem podjazd na czoło materiału aby ustawić sobie nową bazę G54 podświetlając jej offset w osi Z i klikałem Z FACE MESURE ustalając nową bazę.
Po kliknięciu wartość bazy G54 w osi Z się zmieni.
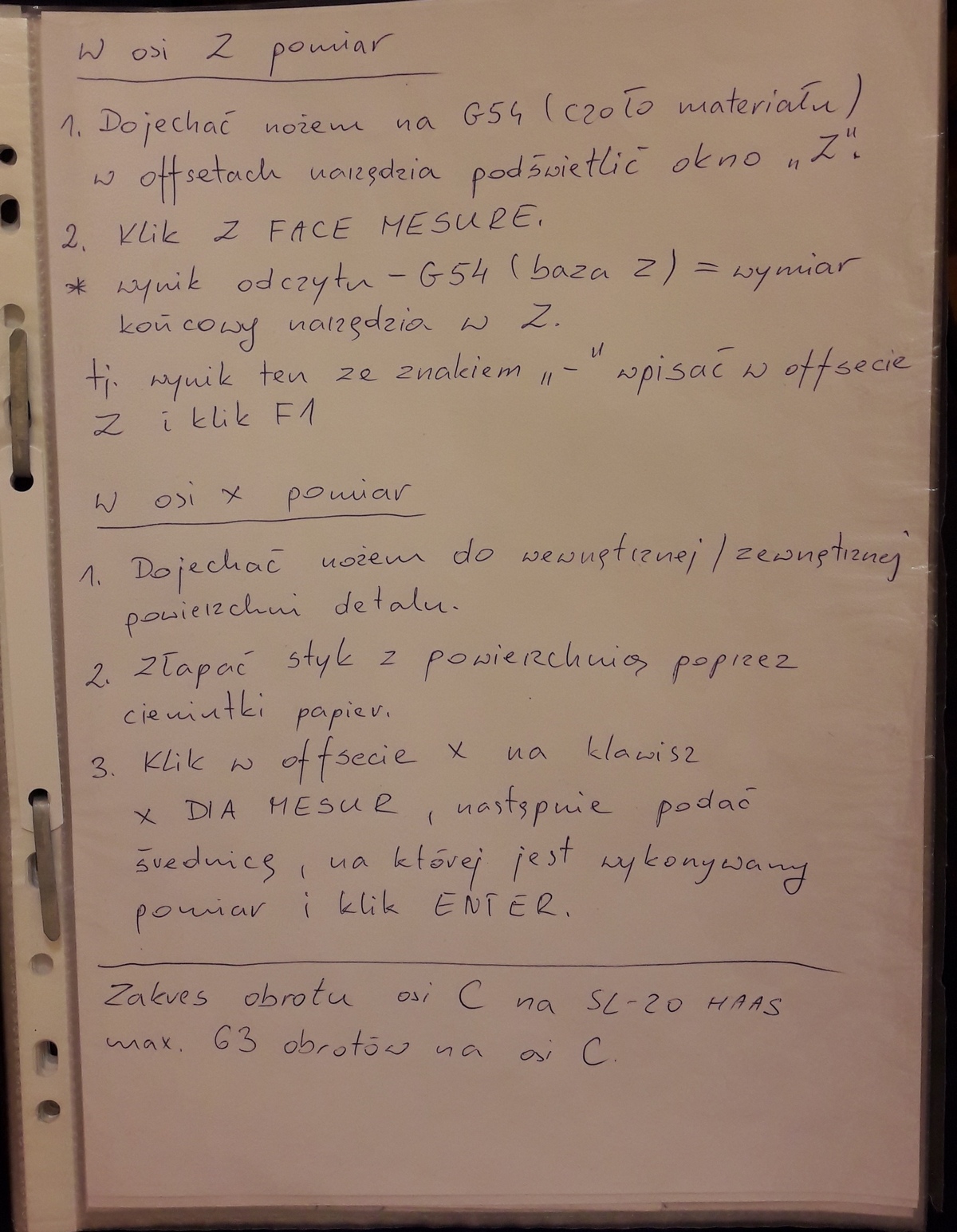
Przy mocowaniu nowego narzędzia w głowicy jego pomiar polegał na;
1.Dojechaniu nożem na G54 i podświetleniu w offsecie narzędzia okna Z
2.Kliknięciu Z FACE MESURE ( w tym momencie wynik odczytu w okienku Z tego narzędzia minus wartość w okienku bazy G54 w osi Z da Tobie wymiar końcowy tego narzędzia w osi Z)
Wynik ten ze znakiem ,,-'' wpisz w offset Z mierzonego narzędzia i kliknij F1
Z tego co pamiętam , to w maszynach nie posiadających sondy ta metoda nie działała.
p.s.
Jakby co , to zerknij do instrukcji obsługi ...... , coś tam piszą o ustawianiu narzędzi - pewnie też zadziała.
Mariusz.