



Hotend 1-2 min , ciągnie chyba 2A a zasilacz mam 5A.
Stolik nie podgrzewany.
Zastanawiałem się czy nylonu nie spróbować, ale piszą że nylon się rozpuszcza w temperaturze od 190 do 350 stopni a PEEK i teflon w Jheadzie przy 248 i 260, więc nie wiem czy Jhead wytrzyma czy nie.
Znaleziono 34 wyniki
- 11 wrz 2013, 18:30
- Forum: Drukarki 3D, RepRap
- Temat: Extruder
- Odpowiedzi: 97
- Odsłony: 31882
- 10 wrz 2013, 17:02
- Forum: Drukarki 3D, RepRap
- Temat: Extruder
- Odpowiedzi: 97
- Odsłony: 31882
Też czytałem o wikolu, ale tylko 2 razy mi się róg odkleił. Może dla tego że nie dmucham niczym i nie ma za dużych napięć pomiędzy warstwami. Wszystko jest ciepłe:-)
Takie cóś - to znaczy ramka ze sklejki?
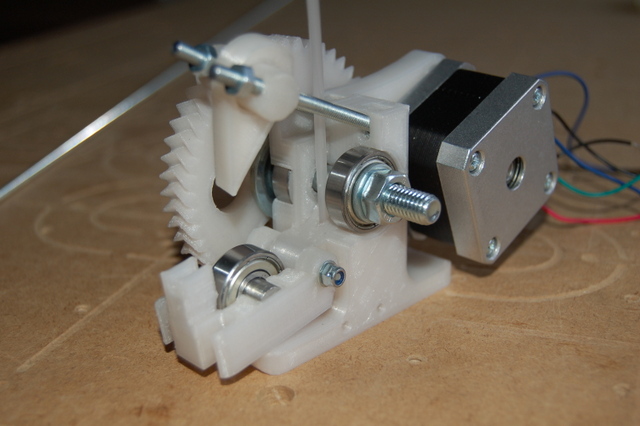
I czyżby to był ten hotend du nylonu?
Zrobiem cały ekstruder z PLA, tak dla testu. Bez sprężynek dociskających nie za bardzo to działa. Wydaje mi się że ten ze sklejki jest bardziej stabilny.
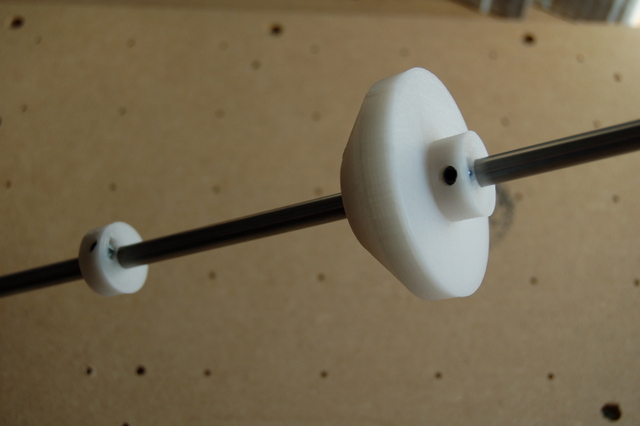
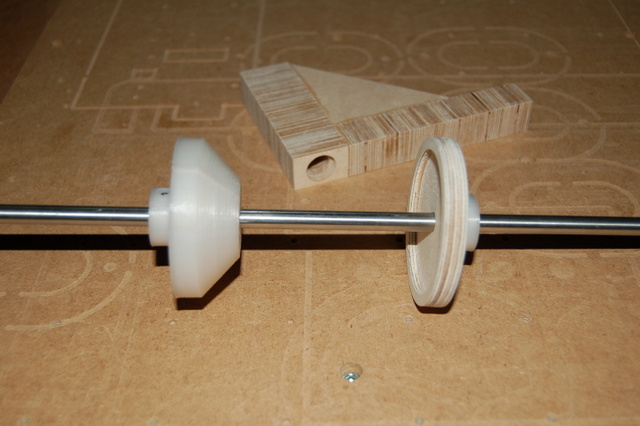
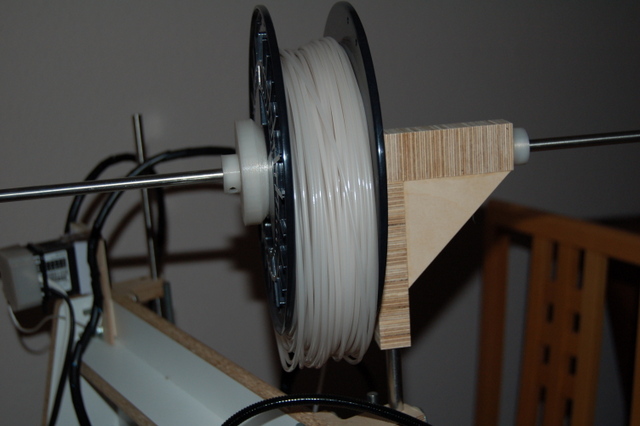
Zrobiłem też takie coś na łożyskach do trzymania szpuli. Tylko że zamiast całej szpuli, PLA mi się na szpuli obraca
Ostatnio frearką się więcej zajmowałem.
Johnny - nie miałem z tym kłopotów, więc nie mam doświadczenia.
Takie cóś - to znaczy ramka ze sklejki?
I czyżby to był ten hotend du nylonu?
Zrobiem cały ekstruder z PLA, tak dla testu. Bez sprężynek dociskających nie za bardzo to działa. Wydaje mi się że ten ze sklejki jest bardziej stabilny.
Zrobiłem też takie coś na łożyskach do trzymania szpuli. Tylko że zamiast całej szpuli, PLA mi się na szpuli obraca
Ostatnio frearką się więcej zajmowałem.
Johnny - nie miałem z tym kłopotów, więc nie mam doświadczenia.
- 13 sie 2013, 15:43
- Forum: Drukarki 3D, RepRap
- Temat: Extruder
- Odpowiedzi: 97
- Odsłony: 31882
Też mnie cieszy że w dobrą stronę idzie
Najpierw z Machem się bawiłem żeby CV ustawić. Narysowałem takie coś gdzie jest dużo zakrętów i krótkie proste pomiędzy nimi, żeby zobaczyć jak zaokrągla na zakrętach.
Tak główka śruby się robiła:
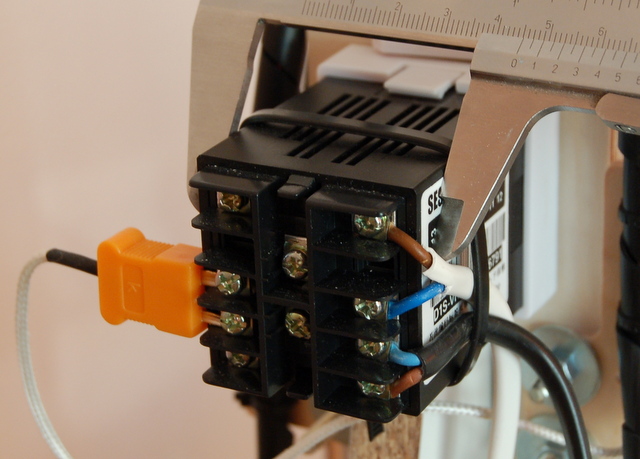
Wczorej zrobiłem taką przykrywkę na PIDa od tyłu, bo prąd mógł popieścić.
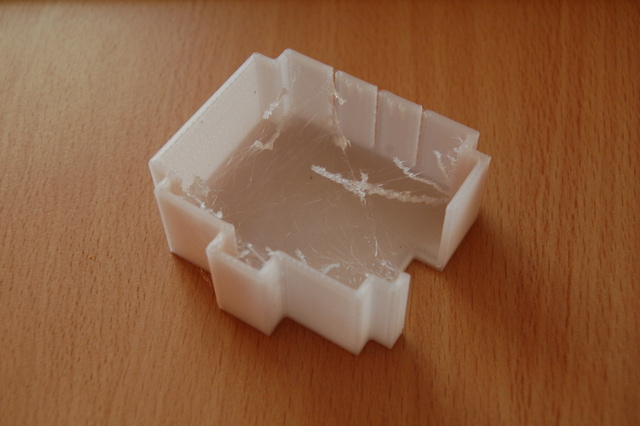
Miałem okazję sam coś narysować do wydruku.
Nawet zewnętrzne wymiary pasują po wydrukowaniu. W osi Y 100% takie same jak na rysunku, W osi X o 0,1 mniejsze, ale tu myślę że to przez luźniejszy pasek i jak go napnę/rozciągnę odrobinę to będzie pasowało.
Ale grubość ścianki która powinna być 2mm jest od 1,8mm do 2,1mm.
Drobna pajęczyna jeszcze jest. Na krótkich przejazdach nie zdąża nic wycieknąć z dyszy ale na dłuższych trochę wychodzi. Trzeba prędkość przejazdów zwiększyć, jak komputer da radę, bo już kiedyś mi narzekał, że prędkość jednej osi jest za szybka do kernel speed 45.
I alarm PIDa udało mi się zaprogramować, żeby wyłączył grzanie jak temperatura bedzie za duża, tzn jakby kabel czujnika pękł. Tylko kabelków jeszcze nie podłączyłem. I chyba do Estopu Macha też to podłączę.


Najpierw z Machem się bawiłem żeby CV ustawić. Narysowałem takie coś gdzie jest dużo zakrętów i krótkie proste pomiędzy nimi, żeby zobaczyć jak zaokrągla na zakrętach.
Tak główka śruby się robiła:
Wczorej zrobiłem taką przykrywkę na PIDa od tyłu, bo prąd mógł popieścić.
Miałem okazję sam coś narysować do wydruku.
Nawet zewnętrzne wymiary pasują po wydrukowaniu. W osi Y 100% takie same jak na rysunku, W osi X o 0,1 mniejsze, ale tu myślę że to przez luźniejszy pasek i jak go napnę/rozciągnę odrobinę to będzie pasowało.
Ale grubość ścianki która powinna być 2mm jest od 1,8mm do 2,1mm.
Drobna pajęczyna jeszcze jest. Na krótkich przejazdach nie zdąża nic wycieknąć z dyszy ale na dłuższych trochę wychodzi. Trzeba prędkość przejazdów zwiększyć, jak komputer da radę, bo już kiedyś mi narzekał, że prędkość jednej osi jest za szybka do kernel speed 45.
I alarm PIDa udało mi się zaprogramować, żeby wyłączył grzanie jak temperatura bedzie za duża, tzn jakby kabel czujnika pękł. Tylko kabelków jeszcze nie podłączyłem. I chyba do Estopu Macha też to podłączę.
- 11 sie 2013, 20:56
- Forum: Drukarki 3D, RepRap
- Temat: Extruder
- Odpowiedzi: 97
- Odsłony: 31882
Po jednym tygodniu z kissem mam lepsze wyniki niż po trzech ze slicerem. Ale program jest zupełnie inny i trzeba się mocno przestawić.
Pierwszego dnia kiepsko wychodziło, bo jak się okazało nie skasowałem suportu to i wszystkie otwory były zapchane.
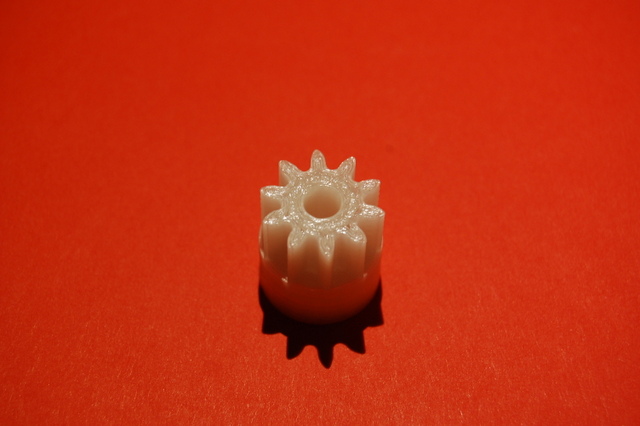
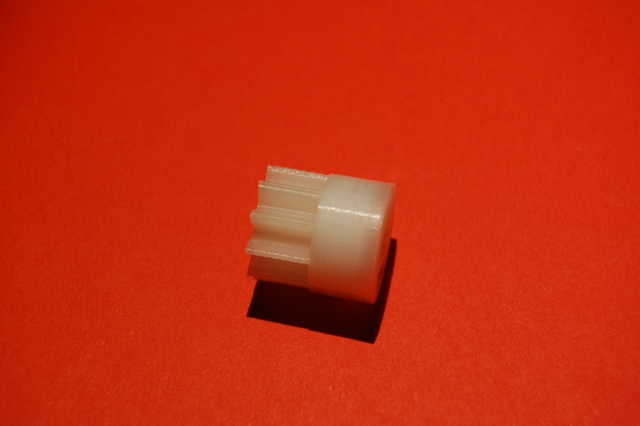
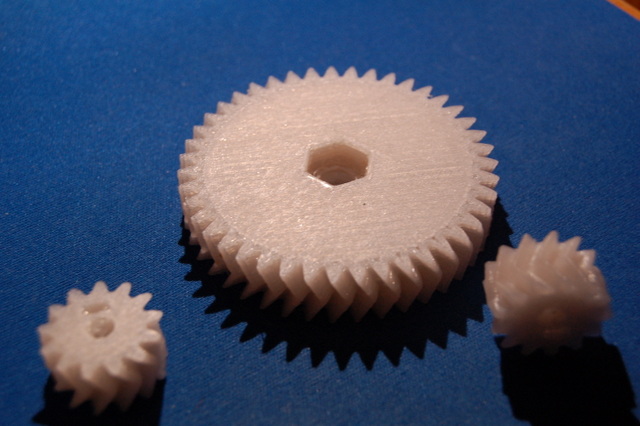
Mała zębatka mi doś dobrze wyszła, zwłaszcza wszystkie otwory, ale w dalszym ciągu nie łączy wypełnienia z obrysem tylko ząbków zębatki. Reszta jest dobrze.
Śrubę spróbowałem wydrukować. Wyszło ładnie, ale wzdłuż całego modelu, w miejscu w którym zaczyna nową warstwę jest lekkie zgrubienie. Można to odptaszkować ale wtedy będzie to bardziej widoczne wszędzie po trochu. Gwint też nie jest za dobry, ale jest. We wcześniejszych próbach nie było



Pierwszego dnia kiepsko wychodziło, bo jak się okazało nie skasowałem suportu to i wszystkie otwory były zapchane.
Mała zębatka mi doś dobrze wyszła, zwłaszcza wszystkie otwory, ale w dalszym ciągu nie łączy wypełnienia z obrysem tylko ząbków zębatki. Reszta jest dobrze.
Śrubę spróbowałem wydrukować. Wyszło ładnie, ale wzdłuż całego modelu, w miejscu w którym zaczyna nową warstwę jest lekkie zgrubienie. Można to odptaszkować ale wtedy będzie to bardziej widoczne wszędzie po trochu. Gwint też nie jest za dobry, ale jest. We wcześniejszych próbach nie było
- 06 sie 2013, 18:02
- Forum: Drukarki 3D, RepRap
- Temat: Extruder
- Odpowiedzi: 97
- Odsłony: 31882
pascalIP - Cura chyba nie portafi robić Gkodu do mach3/linux.
Linux właśnie już po załadowaniu kodu mi tak ciężko chodził że prawie się zawieszał.
Połowe strony nie widziałem i się zastanawiałem jak szybko Estop zadziała jak będzię potrzeba.
zacharius - jedyny hotend jaki znam z dokumentacją to jhead.
http://reprap.org/wiki/J_Head_Nozzle
Jak wpiszesz extruder na thingiverse to powinno być trochę wyboru.
Ściągasz stl, robisz section i masz obrys.
Linux właśnie już po załadowaniu kodu mi tak ciężko chodził że prawie się zawieszał.
Połowe strony nie widziałem i się zastanawiałem jak szybko Estop zadziała jak będzię potrzeba.
zacharius - jedyny hotend jaki znam z dokumentacją to jhead.
http://reprap.org/wiki/J_Head_Nozzle
Jak wpiszesz extruder na thingiverse to powinno być trochę wyboru.
Ściągasz stl, robisz section i masz obrys.
- 05 sie 2013, 02:44
- Forum: Drukarki 3D, RepRap
- Temat: Extruder
- Odpowiedzi: 97
- Odsłony: 31882
Udało mi się uruchomić Linuxcnc dzisiaj do testu. Robi to samo co Mach3 z retrakcją.
Przed chwilą znalazłem post Nophead´a w którym pisze:
Having said that I can't help you with slic3r problems. It is riddled with bugs and doesn't do anything the way I would do it. For example it combines retracts with moves. Retracting while moving might be a bit faster but I prefer quality over speed.
Więc albo trzeba podkręcić sporo parametry X i Y, żeby nic nie zdążyło z dyszy wyciekać, albo znaleźć jakiegoś innego slicera.
Z tym zaokrąglaniem w machu muszę trochę powalczyć, bo zauważyłem że linuxcnc dobrze do tego podchodzi, bo nim bardziej prosta linia, tym szybciej jedzie a nim bardziej ostry zakręt tym bardziej zwalnia. Tylko że w machu nie pasuje mi takie zachowanie ani z optaszkowanym Constant velocity, bo to nie jest stała prędkość tak jak linux to robił, ani Exact stop, bo linux nigdzie się nie zatrzymywał.
Ale komputer na którym mach działa dość dobrze, był strasznie przeciążony linuxem, który mam na tym samym komputerze na innym twardzielu.
Po załadowaniu Gkodu parę sekund trzeba było czekać na reakcję po naciśnięciu czegokolwiek.
Przed chwilą znalazłem post Nophead´a w którym pisze:
Having said that I can't help you with slic3r problems. It is riddled with bugs and doesn't do anything the way I would do it. For example it combines retracts with moves. Retracting while moving might be a bit faster but I prefer quality over speed.
Więc albo trzeba podkręcić sporo parametry X i Y, żeby nic nie zdążyło z dyszy wyciekać, albo znaleźć jakiegoś innego slicera.
Z tym zaokrąglaniem w machu muszę trochę powalczyć, bo zauważyłem że linuxcnc dobrze do tego podchodzi, bo nim bardziej prosta linia, tym szybciej jedzie a nim bardziej ostry zakręt tym bardziej zwalnia. Tylko że w machu nie pasuje mi takie zachowanie ani z optaszkowanym Constant velocity, bo to nie jest stała prędkość tak jak linux to robił, ani Exact stop, bo linux nigdzie się nie zatrzymywał.
Ale komputer na którym mach działa dość dobrze, był strasznie przeciążony linuxem, który mam na tym samym komputerze na innym twardzielu.
Po załadowaniu Gkodu parę sekund trzeba było czekać na reakcję po naciśnięciu czegokolwiek.
- 03 sie 2013, 23:01
- Forum: Drukarki 3D, RepRap
- Temat: Extruder
- Odpowiedzi: 97
- Odsłony: 31882
Dzisiaj próbowałem zrobić taką rączkę do puszki od...napoju
Harfa mi wyszła
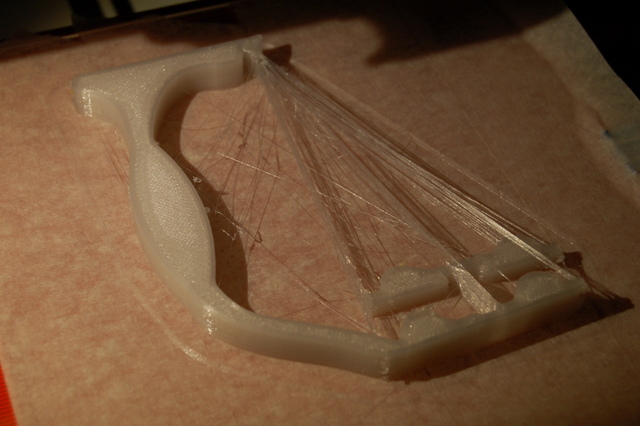

To był test z nową śrubą od znajomego. Podkręciłem też trochę parametry, tak o 50% i o cudo wyrabia z nie gorszą jakością jak wcześniej.
I zauważyłem parę powodów do błędów w drukowaniu.
Extruder nie obraca się (retrakcja) przed ruchem osi X i Y lecz trwa tak długo jak oś X i Y się przemieszcza. Dlatego nie widać tego na krótkich odcinkach, bo są szybkie, ale na coraz dłuższych retrakcja jest coraz dłuższa i kończy się w miejscu, gdzie znowu zaczyna drukować. Przy frezowaniu to nie ma znaczenia. Może kinematyka taka już jest w Machu.
Linux też tak robi?
Drugi błąd, to wydaje mi się że wypełnienie ma dobry wymiar, ale Constant Velocity zaokrągla prawie wszystkie obrysy/perimeters, i prawdopodobnie dlatego nie są sklejone ze sobą.
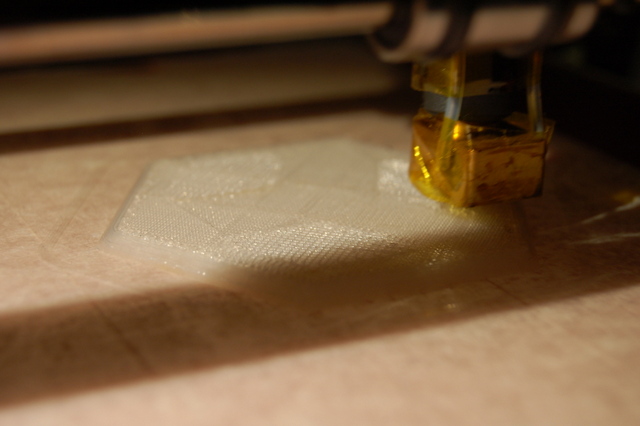
Tu na zdjęciu pierwsza warstwa drukowana powoli, na 30% wyszła dobrze.
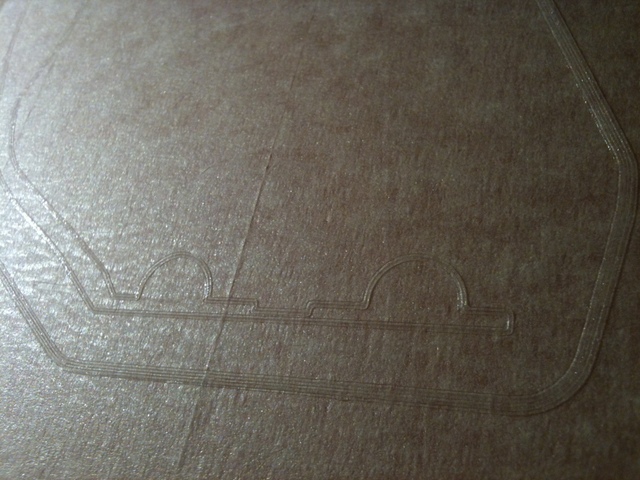
A kolejne warstwy na pełej prędkości już zaokrąglają, wyglądają jak rozlane, za pewne przez ustawienia CV. Chyba nigdy ich nie zrozumiem. Czy to znaczy że nie da się sterować maszyną cnc szybko i dokładnie?

Na frezarce też, jak np. wewnętrzny obrys kwadratu wycinam i posuw jest za szybki to 2 rogi mają większy promień niż średnica freza.
Harfa mi wyszła
To był test z nową śrubą od znajomego. Podkręciłem też trochę parametry, tak o 50% i o cudo wyrabia z nie gorszą jakością jak wcześniej.
I zauważyłem parę powodów do błędów w drukowaniu.
Extruder nie obraca się (retrakcja) przed ruchem osi X i Y lecz trwa tak długo jak oś X i Y się przemieszcza. Dlatego nie widać tego na krótkich odcinkach, bo są szybkie, ale na coraz dłuższych retrakcja jest coraz dłuższa i kończy się w miejscu, gdzie znowu zaczyna drukować. Przy frezowaniu to nie ma znaczenia. Może kinematyka taka już jest w Machu.
Linux też tak robi?
Drugi błąd, to wydaje mi się że wypełnienie ma dobry wymiar, ale Constant Velocity zaokrągla prawie wszystkie obrysy/perimeters, i prawdopodobnie dlatego nie są sklejone ze sobą.
Tu na zdjęciu pierwsza warstwa drukowana powoli, na 30% wyszła dobrze.
A kolejne warstwy na pełej prędkości już zaokrąglają, wyglądają jak rozlane, za pewne przez ustawienia CV. Chyba nigdy ich nie zrozumiem. Czy to znaczy że nie da się sterować maszyną cnc szybko i dokładnie?
Na frezarce też, jak np. wewnętrzny obrys kwadratu wycinam i posuw jest za szybki to 2 rogi mają większy promień niż średnica freza.
- 02 sie 2013, 20:28
- Forum: Drukarki 3D, RepRap
- Temat: Extruder
- Odpowiedzi: 97
- Odsłony: 31882
No to pocieszyłeś mnie że niktóre kupne są gorsze od moich Chyba że te filmy na youtube są tylko od osób którzy na prawdę mają się czym pochwalić.
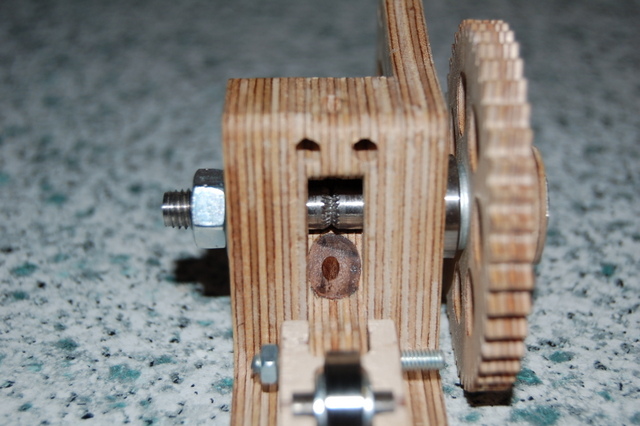
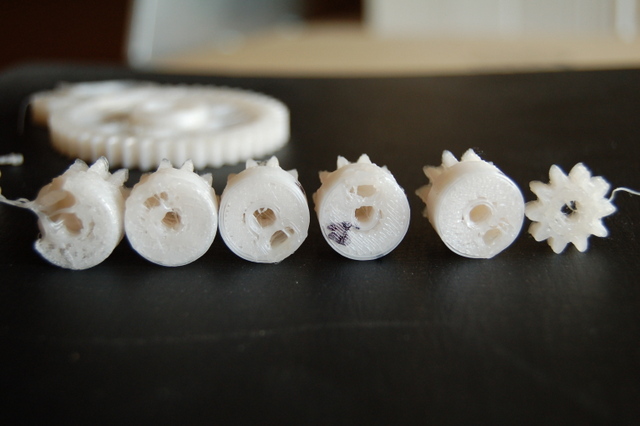
Znajomy robił ząbki na śrubie na tokarce. Nie pamiętam jak ten sprzęt się nazywa, ale to takie kółko z ząbkami które się wciska w śrubę i rowki zostają.
Na trzecim zdjęciu z ostatniego posta, te 3 długie nakrętki to mają, żeby palce się nie ślizgały.
Jeszcze nie próbowałem tym ruszać silnikiem, ale ręcznie ząbki dobrze trzymają.
Gwintownikiem są ładniejsze Jak swoje robiłem to gwintownik dociskałem mocno do śruby kawałkiem sklejki, żeby głębiej gwint zrobił.
I tylko jedno okrążenie, bo nie zachodziły na siebie po jednym obrocie. Jeden gwintownik złamałem.

Znajomy robił ząbki na śrubie na tokarce. Nie pamiętam jak ten sprzęt się nazywa, ale to takie kółko z ząbkami które się wciska w śrubę i rowki zostają.
Na trzecim zdjęciu z ostatniego posta, te 3 długie nakrętki to mają, żeby palce się nie ślizgały.
Jeszcze nie próbowałem tym ruszać silnikiem, ale ręcznie ząbki dobrze trzymają.
Gwintownikiem są ładniejsze
I tylko jedno okrążenie, bo nie zachodziły na siebie po jednym obrocie. Jeden gwintownik złamałem.
- 02 sie 2013, 15:45
- Forum: Drukarki 3D, RepRap
- Temat: Extruder
- Odpowiedzi: 97
- Odsłony: 31882
Znalazłem w slicerze zaznaczony kwadracik Only retract when crossing perimeters, wyłączyłem to i teraz o wiele częściej ekstruder się cofa szybciej.
Ale robi to z trzema różnymi prędkościami. Na filmach innych wygląda jakby cały czas szybko chodził. Nie wiem czy to mach jest gdzieś źle optaszkowany
Np. tak to wygląda.
Małą zębatkę przekręciłem do góry nogami. Dzięki, nie wpadłem na to. No faktycznie podstawa pod ząbki jest ładniejsza ale wypełnienie wyszło mi najgorzej z wszystkich testów.
Dałem też 4 perimeters i zwiększyłem retraction length do 2,4mm.
Kilku zębatek na raz albo z czymś innym nie próbowałem jeszcze.
Piszesz o nadtapianiu. Ja w ogóle nie mam żadnego wiatraka zamontowanego - z nadzieją że może się w końcu stopi razem

Znajomy wytoczył mi parę nowych rzeczy. 3 długie nakrętki, żeby extruder można było szybciej odkręcić, zamiast małymi nakrętkami się bawić.
Zrobiłem też 2 otwory na nakrętki na samej górze obudowy ekstrudera, tak jak w oryginale.
I znajomy przetoczył śrubę M10 na 7,98mm i zrobił ząbki, trochę grubsze od moich. Już nie ma luzu w łożysku. Trzeba przetestować niedługo.



Mój ostatni test, obudowa extrudera, nie ciekawie wyszedł. 6 godzin i 8 minut drukowania. Za dużo pajęczyny.
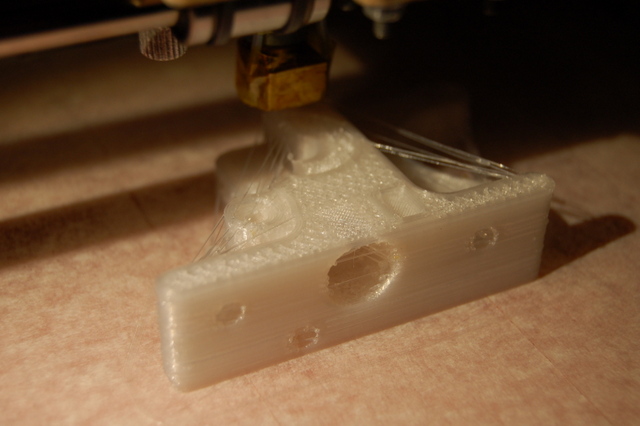
Jak zeruję czubek hotendu na stoliku to mi często druga warstwa zdrapuje tą pierwszą, dlatego ustawiam z 0,1 nad stolikiem. Wysokość warstwy 0,2mm a średnica dyszy 0,35mm.

Zrobiłem też polski patent zębatki Citroena, nawet ładnie wyszło. Ale z ciekawości zmierzyłem średnicę i jest trochę mniejsza od średnicy na rysunku cad.
Wszystko co robię jest o pare dziesiątych mniejsze.
Czyżby plastik się kurczył tak bardzo po wystygnięciu? Ciekawe czy slicery biorą to pod uwagę.
Może spróbuje po raz kolejny linuxa skonfigurować.
Ale robi to z trzema różnymi prędkościami. Na filmach innych wygląda jakby cały czas szybko chodził. Nie wiem czy to mach jest gdzieś źle optaszkowany
Np. tak to wygląda.
Małą zębatkę przekręciłem do góry nogami. Dzięki, nie wpadłem na to. No faktycznie podstawa pod ząbki jest ładniejsza ale wypełnienie wyszło mi najgorzej z wszystkich testów.
Dałem też 4 perimeters i zwiększyłem retraction length do 2,4mm.
Kilku zębatek na raz albo z czymś innym nie próbowałem jeszcze.
Piszesz o nadtapianiu. Ja w ogóle nie mam żadnego wiatraka zamontowanego - z nadzieją że może się w końcu stopi razem
Znajomy wytoczył mi parę nowych rzeczy. 3 długie nakrętki, żeby extruder można było szybciej odkręcić, zamiast małymi nakrętkami się bawić.
Zrobiłem też 2 otwory na nakrętki na samej górze obudowy ekstrudera, tak jak w oryginale.
I znajomy przetoczył śrubę M10 na 7,98mm i zrobił ząbki, trochę grubsze od moich. Już nie ma luzu w łożysku. Trzeba przetestować niedługo.
Mój ostatni test, obudowa extrudera, nie ciekawie wyszedł. 6 godzin i 8 minut drukowania. Za dużo pajęczyny.
Jak zeruję czubek hotendu na stoliku to mi często druga warstwa zdrapuje tą pierwszą, dlatego ustawiam z 0,1 nad stolikiem. Wysokość warstwy 0,2mm a średnica dyszy 0,35mm.
Zrobiłem też polski patent zębatki Citroena, nawet ładnie wyszło. Ale z ciekawości zmierzyłem średnicę i jest trochę mniejsza od średnicy na rysunku cad.
Wszystko co robię jest o pare dziesiątych mniejsze.
Czyżby plastik się kurczył tak bardzo po wystygnięciu? Ciekawe czy slicery biorą to pod uwagę.
Może spróbuje po raz kolejny linuxa skonfigurować.
- 23 lip 2013, 14:34
- Forum: Drukarki 3D, RepRap
- Temat: Extruder
- Odpowiedzi: 97
- Odsłony: 31882
Chyba za szybko się cieszyłem. Duża zębatka jest dobrze sklejona ale jak robiłem znowu małą to obrys nie jest sklejony z wypełnieniem. Chciałem sprawdzić kalibrację jeszcze raz ale znalazłem film na youtube jak ktoś ją robił i pod spodem mu ktoś napisał że jemu slic3r też nie skleja małej zębatki. Muszę spróbować z innym wypełnieniem niż honeycomb. Bo z tego Kiss to nic nie rozumiem.
Wczoraj się bawiłem temperaturą. Znalazłem model takiej "ukręconej wieżyczki ", i zmniejszałem temperaturę po jednym stopniu z 210 do 185 i przestała drukować. Myślałem że w ten sposób ograniczę trochę pajęczynę, ale nie dało się. Cieknie aż przestanie drukować.
Ale zauważyłem że mach tą 4tą osią/ekstruderem obraca taką prędkością "proporcjonalną" do ruchu innych osi. Tzn. nie szybko. Ale raz na jakiś czas szybko to robi, wtedy nie zostawia tak dużo pajęczyny. Widać to na tym filmie. Dopiero ostatnia retrakcja na filmie jest szybka. Co z tym zrobić?
Ogólnie to raczej w porządku drukuje, tylko te gluty wychodząca z czubka hotendu osadzają sie na wszystkich kantach po przejazdach pomiędzy tymi trzema wysepkami, dlatego tak wygląda.
W tym skręconym modelu jest błąd. W podstawie pod każdą z tych trzech wieżyczek jest pusto ok 0,5mm.


Wczoraj się bawiłem temperaturą. Znalazłem model takiej "ukręconej wieżyczki ", i zmniejszałem temperaturę po jednym stopniu z 210 do 185 i przestała drukować. Myślałem że w ten sposób ograniczę trochę pajęczynę, ale nie dało się. Cieknie aż przestanie drukować.
Ale zauważyłem że mach tą 4tą osią/ekstruderem obraca taką prędkością "proporcjonalną" do ruchu innych osi. Tzn. nie szybko. Ale raz na jakiś czas szybko to robi, wtedy nie zostawia tak dużo pajęczyny. Widać to na tym filmie. Dopiero ostatnia retrakcja na filmie jest szybka. Co z tym zrobić?
Ogólnie to raczej w porządku drukuje, tylko te gluty wychodząca z czubka hotendu osadzają sie na wszystkich kantach po przejazdach pomiędzy tymi trzema wysepkami, dlatego tak wygląda.
W tym skręconym modelu jest błąd. W podstawie pod każdą z tych trzech wieżyczek jest pusto ok 0,5mm.






