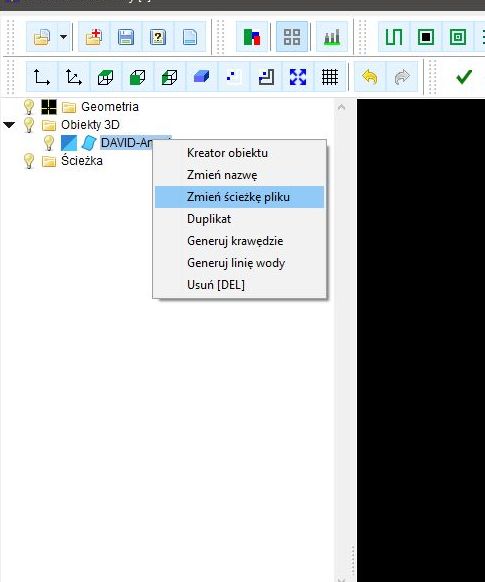
O tu...tak teraz myślę, jeszcze by szło jedną rzecz zrobićjak się wczytuje plik cam, trzeba mieć pllik stl w konkretnej lokalizacji, szło by szukacza zrobić gdzie ten plik stl by szło wskazać ?
Obsługa, Programowanie i Budowa Maszyn Numerycznych




Wróć do „WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu”
O tu...tak teraz myślę, jeszcze by szło jedną rzecz zrobić
Tak, jest takie coś. Jutro aktualizacja.Została wprowadzona zmiana w 5.2.0 polegająca na wprowadzaniu narzędzia w punkt zatrzymania po pauzie...
To pewnie przydałoby się jeszcze, aby skok kompensacji luzu był zależny od miejsca na śrubieNie ma możliwości wymiany samych nakrętek z racji tego że śruby nie są wyrobione tak samo na całej długości i gdyby dorobić nakrętkę na luż który jest w środku końce śruby by się blokowały
W tym wypadku autor się nie zlituje, gdyż programowe kasowanie luzu w przypadku frezarki nadal uważa za nonsens, a programowe kasowanie luzu w układzie gdzie nie ma sprzężenia zwrotnego (np.liniał) za nonsens do kwadratu.W tym wypadku wolno błagać autora żeby się zlitował ...
Odpisywałem komuś w tym temacie. Proszę spojrzeć do spamu, albo skontaktować się ponownie.Ale pisalem na priv i w innym temacie... autor nie odpowiada...
Dobra, zrobię tak, że kliknięcie w żarówkę z przytrzymanym alt-em sprawi, że świecić się będzie tylko ta jedna w w danym folderze.... Można oczywiście zapalać i gasić żarówki ale to już dwa kliknięcia.
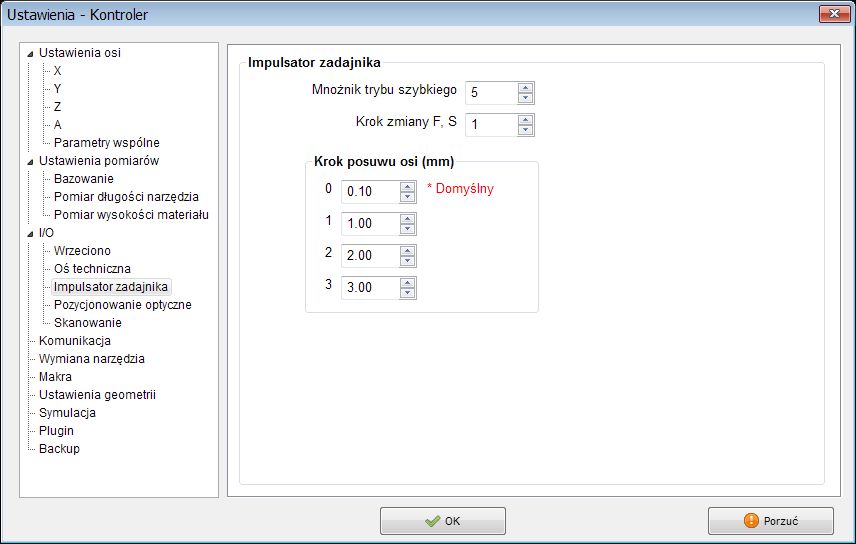
Racja, tak zrobimy.gdyby zamiast tego, móc ustawiać polem Wartość, pozycję osi Z względem spodu materiału?
Sprubuj jak niżej. Różnica taka, że linie wyboru trybu przeniesione przed ENDIF.Takze trzeba poprawic aby przy module remote pracujacym w trybie 2 mogly dzialac zarowno impulsatory od obrotow, posuwu i poruszania osiami.
Kod: Zaznacz cały
#IF_OPTION 12 = 2
#NAME_I 3 = ENC_A // Wejście "A" enkodera ( >> DIR)
#NAME_I 4 = ENC_B // Wejście "B" enkodera ( >> PULSE)
#NAME_I 5 = REMOTE // Moduł podpięty pod wejście 5
#NAME_I 22 = RMJOG_L
#NAME_I 23 = RMJOG_R
#NAME_I 24 = RM_FAST
#NAME_I 25 = RM_START
#NAME_I 26 = RM_STOP
#NAME_I 27 = RM_PAUZA
#NAME_I 28 = RM_ZERO
#NAME_I 29 = WHM_0
#NAME_I 30 = WHM_1
#NAME_I 31 = WHM_2
<< IN REMOTE
>> REMOTE_IN
<< IN RMJOG_L // Jog w lewo. Wybór osi za pomocą przełącznika.
>> WH_JOG_L
<< IN RMJOG_R // Jog w prawo
>> WH_JOG_R
<< IN RM_FAST
>> JOG_FAST
AND IN RM_ZERO // Zerowanie: muszą być przyciśnięte ZERO+JOG_FAST
>> WH_ZERO
<< START
OR IN RM_START
>> START
<< STOP
OR IN RM_STOP
>> STOP
<< PAUSE
OR IN RM_PAUZA
>> PAUSE
+< IN ENC_A // Podłączenie enkodera 100/50 imp/obr.
S> M 20
-< IN ENC_B
AND M 20
IF_TRUE_BEGIN
<< IN ENC_B
!> WH_PULSE
<< IN ENC_A
>> WH_DIR
L> M 20
<< IN WHM_0 // Podłączenie bitów wyboru trybu pracy impulsatora
>> WH_MD0
<< IN WHM_1
>> WH_MD1
<< IN WHM_2
>> WH_MD2
ENDIF
#END_OPTION
W przyszłym tygodniu będzie aktualizacja - ten problem został tam rozwiązany.Czy po wymianie narzędzia, program musi zawsze robić przejazd do ostatnio zakończonego punktu pracy?