



Witam,
luz była ale go skasowałem,
Miałm często taki problem że robiłem fazkę nawiertakiem po wiertle i było widać 'gołym' okiem że się kąt fazki z otworem nie zgrywają, fazka nie wygochodziłą jednakowa na całym obowodzie.
Jak skasować luz.
Zazębiamy oś C (M154)
sprawdzamy luz, ruszając uchwytem jeśli możemy "obkręcić" o nawet mały kąt to ->
odkręcamy kalapę tylną tak żeby widzieć mechanizm osi c
na tym mechanizmie są śruby co odpowiadają za wysokość zębatki od silnika c
ruszamy śrubą aż skasujemy luz, ale bez przesady bo zatrzemy przekłądnie.
Fazka wychodzi jak niegdy przedtem.
Pozdrawiam
Znaleziono 3 wyniki
Wróć do „Błąd pozycjonowanie osi C w SL 20”
- 23 lut 2010, 13:25
- Forum: HAAS
- Temat: Błąd pozycjonowanie osi C w SL 20
- Odpowiedzi: 5
- Odsłony: 5181
- 22 lut 2010, 09:51
- Forum: HAAS
- Temat: Błąd pozycjonowanie osi C w SL 20
- Odpowiedzi: 5
- Odsłony: 5181
Witam,
M154 rzeczywiście polepszyło sprawę ale przy okazji wyszedła inny mankament,
a mianowicie jeśli zapzegnę oś C (używając M154) to na mojej SL 20 mogę ręką ruszać uchwyt czyli gdzieś jest luz i to znaczy.
Wydaje mi się że między zębatką silnika od osi C a zębatką na wrzecionie.
Wie ktoś czy ten luz można skasować.
Powinno się używać M14 i M15 w trybie osi C czyli gdy pracujemy w M154.
P.S.
WZÓR - mój soft to L08.04D
M154 rzeczywiście polepszyło sprawę ale przy okazji wyszedła inny mankament,
a mianowicie jeśli zapzegnę oś C (używając M154) to na mojej SL 20 mogę ręką ruszać uchwyt czyli gdzieś jest luz i to znaczy.
Wydaje mi się że między zębatką silnika od osi C a zębatką na wrzecionie.
Wie ktoś czy ten luz można skasować.
Powinno się używać M14 i M15 w trybie osi C czyli gdy pracujemy w M154.
P.S.
WZÓR - mój soft to L08.04D
- 07 lut 2010, 21:40
- Forum: HAAS
- Temat: Błąd pozycjonowanie osi C w SL 20
- Odpowiedzi: 5
- Odsłony: 5181
Błąd pozycjonowanie osi C w SL 20
Witam,
mam tokarkę SL20 z napędzanymi narzędziami,
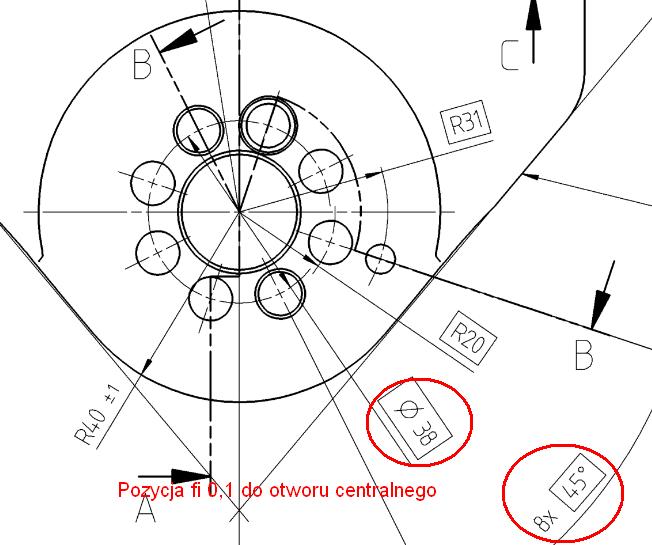
ostatnio przymierzam się do obróbki części w której mam wytoczyć otwór
centralny i nawiercić 8 otworów co 45 stopni.
Sprawa niby prosta gdyby nie tolerancja pozycji w 0,1
Moj Hass SL20 nie pozycjonuje dokładnie kąta,
błędy jakie otrzymuje wahaja się do +_0,4 pozycji kątowej
czyli jak w programie zadam kąt 45,00 stopni to maszyna złapie np 45,25
lub gdy zadam w programie kąt 135,00 stopni to po pomiarze mam 134,82
i tak dalej.
Do indeksowanie używam funkcji M19 z Parametrem R
np M19 R45,000
oczywiści hamulec włączam
Czy może mi ktoś poradzić o co chodzi,
czy miał ktos podobny problem.
Czy to jest po prostu przypadłość/niedokładność Hass
dodam że mam 2 SLki i na obu występuje ten sam problem,
próby wykonywałem jeszcze nawiertakiem więc błąd odgięcia wiertłą odpada,
Z góry dzięki!
mam tokarkę SL20 z napędzanymi narzędziami,
ostatnio przymierzam się do obróbki części w której mam wytoczyć otwór
centralny i nawiercić 8 otworów co 45 stopni.
Sprawa niby prosta gdyby nie tolerancja pozycji w 0,1
Moj Hass SL20 nie pozycjonuje dokładnie kąta,
błędy jakie otrzymuje wahaja się do +_0,4 pozycji kątowej
czyli jak w programie zadam kąt 45,00 stopni to maszyna złapie np 45,25
lub gdy zadam w programie kąt 135,00 stopni to po pomiarze mam 134,82
i tak dalej.
Do indeksowanie używam funkcji M19 z Parametrem R
np M19 R45,000
oczywiści hamulec włączam
Czy może mi ktoś poradzić o co chodzi,
czy miał ktos podobny problem.
Czy to jest po prostu przypadłość/niedokładność Hass
dodam że mam 2 SLki i na obu występuje ten sam problem,
próby wykonywałem jeszcze nawiertakiem więc błąd odgięcia wiertłą odpada,
Z góry dzięki!






