



Znaleziono 7 wyników
Wróć do „Pisanie G-code pod LinuxCNC”
- 23 mar 2018, 19:56
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Pisanie G-code pod LinuxCNC
- Odpowiedzi: 123
- Odsłony: 56295
Re: Pisanie G-code pod LinuxCNC
OK naprawione 
- 23 mar 2018, 16:21
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Pisanie G-code pod LinuxCNC
- Odpowiedzi: 123
- Odsłony: 56295
Re: Pisanie G-code pod LinuxCNC
to co ludzie wyklejali jako tekst jest ok tylko te w okienkach KOD ześwirowały - widzę że głownie problem z nawiasami
Ciekawa koncepcja (ja mam nie 2 a 3 transoptory szczelinowe) ale chętnie zobaczę opis Twojej przygody z innym rodzajem czujników
Dodane 9 minuty 13 sekundy:
napisałem może to naprawią .. chyba nawiasy () [] głownie się wykrzaczyły nowa-odslona-forum-t89008-500.html#p639249
- 23 mar 2018, 07:10
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Pisanie G-code pod LinuxCNC
- Odpowiedzi: 123
- Odsłony: 56295
Re: Pisanie G-code pod LinuxCNC
dziwnie -- zainstalowałeś pobierając ze strony czy zainstalowałeś osobno linux i do niego Linuxcnc?mareq_bb pisze:ciągami typu &# i jakaś liczba. Wszystko wskazuje, że jest jakiś problem z kodowaniem znaków. Jak to ogarnąć?
mi tam zawsze wszystko działało
Mi chodzi internet normalnie
im mniej tym gorzej(za dużo też nie zdrowo)bo gdy wrzeciono dostaje opór i zwalnia to linuxcnc się o tym dowiaduje dość późno
tu moja sprawdzona w bojach tarcza tokarka-cnc-mtp-tytan-750-diy-z-auto-uc ... 06-10.html a tu zasada rozmieszczenia transoptorów
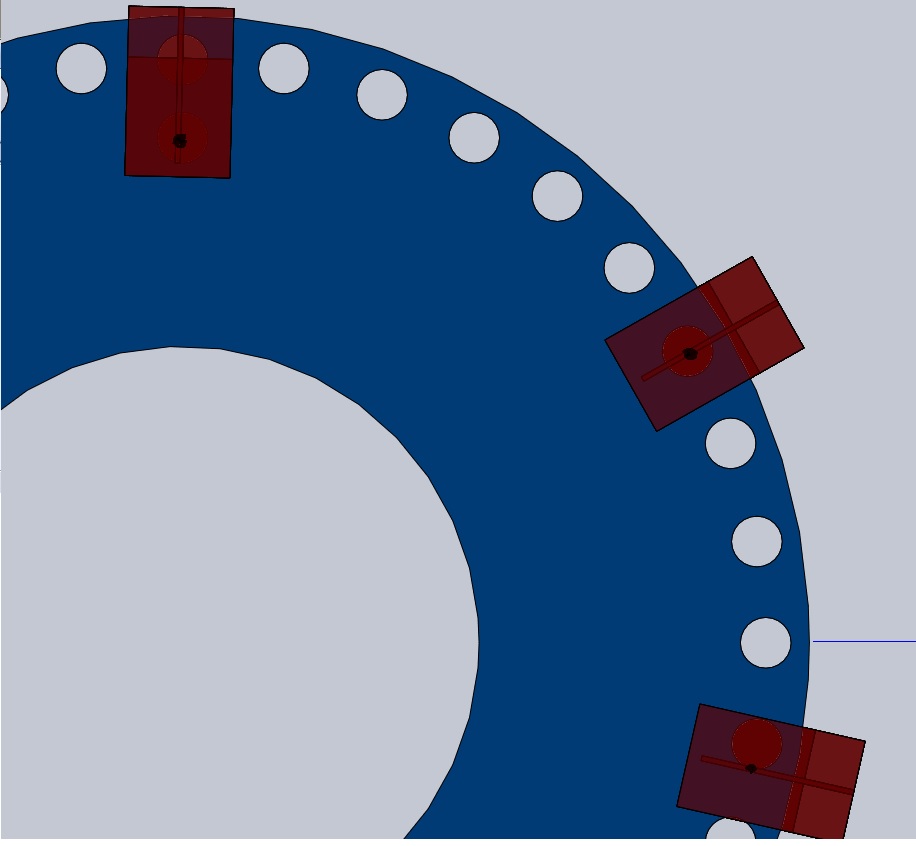
odstępy=średnicy otworów
- 23 gru 2017, 14:30
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Pisanie G-code pod LinuxCNC
- Odpowiedzi: 123
- Odsłony: 56295
Re: Pisanie G-code pod LinuxCNC
Tylko rzuciłem okiem wiec jak coś źle rozumie to sory ...
wnioskuje że nie planujesz korzystać nawet z najprostszego magazynu narzędzi np.
więc pozostaje faktycznie albo ustawiać każdy nowy nóż albo użyć imaka szybko zmiennego lub dorobić sobie precyzyjnie mocowanie imaki z innymi nożami np. https://youtu.be/qjzwLRgInuM?t=25m57s
potem korzystasz z tabeli narzędzi wiec jak wymienisz nóż z 1 na 2 to przywołujesz jego korektory z tabeli a maszyna sam przelicza pozycje względem offsetu.
jak maż nóż już zmierzony i wprowadzony w tabeli to tylko zakładasz i toczysz. Jak masz nie zmierzony to faktycznie
Dodane 3 minuty 27 sekundy:
aha masz też problem z umiejscowieniem sądy narzędziowej .... fabrycznie robi się to tak
achcnc pisze:oczę w stali nożem do toczenia zgrubnego. Dochodzę do "zmień narzędzie na nóż do toczenia wykańczającego". I co teraz z punktu widzenia G-code?
a) wykazując nadprzyrodzone zdolności umieszczam nowy nóż dokładnie tak samo, jak poprzednika
wnioskuje że nie planujesz korzystać nawet z najprostszego magazynu narzędzi np.
więc pozostaje faktycznie albo ustawiać każdy nowy nóż albo użyć imaka szybko zmiennego lub dorobić sobie precyzyjnie mocowanie imaki z innymi nożami np. https://youtu.be/qjzwLRgInuM?t=25m57s
potem korzystasz z tabeli narzędzi wiec jak wymienisz nóż z 1 na 2 to przywołujesz jego korektory z tabeli a maszyna sam przelicza pozycje względem offsetu.
achcnc pisze:Jeśli wałek ma 40 mm średnicy, a chcę przetoczyć na 38mm na długości 150mm, to sam G-code to trywiał, ale jak zadaję parametry startowe noża w tym wypadku? Musiałem go obmierzyć wcześniej? Toczę płytko, mierzę i wprowadzam poprawkę dla noża, licząc na palcach? Jako Offset X? Początek wałka na Z też jako offset? Kamar wspominał o przycisku. Jak w tym wypadku można go użyć? Tylko do offsetu osi Z?
jak maż nóż już zmierzony i wprowadzony w tabeli to tylko zakładasz i toczysz. Jak masz nie zmierzony to faktycznie
ale nie jako offset tylko korektę robisz w tablicy narzędzi (tzn. na upartego dla jednego narzędzi można zmienić na offsecie ale prawidłowo to jednak w tabeli)achcnc pisze:Toczę płytko, mierzę i wprowadzam poprawkę dla noża, licząc na palcach? Jako Offset X?
Dodane 3 minuty 27 sekundy:
aha masz też problem z umiejscowieniem sądy narzędziowej .... fabrycznie robi się to tak
- 24 sty 2017, 14:44
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Pisanie G-code pod LinuxCNC
- Odpowiedzi: 123
- Odsłony: 56295
Polecam gedit z kolorowaniem składni.
http://wiki.linuxcnc.org/cgi-bin/wiki.p ... g_In_Gedit
http://www.cnc-club.ru/forum/viewtopic.php?f=33&t=80
http://wiki.linuxcnc.org/cgi-bin/wiki.p ... g_In_Gedit
http://www.cnc-club.ru/forum/viewtopic.php?f=33&t=80
- 01 sty 2015, 20:57
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Pisanie G-code pod LinuxCNC
- Odpowiedzi: 123
- Odsłony: 56295
- 06 lis 2013, 19:42
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Pisanie G-code pod LinuxCNC
- Odpowiedzi: 123
- Odsłony: 56295
Sam nie bardzo pamiętam (mam to w notatkach w garażu) ale też z tym walczyłem ogólnie sprawa rozchodziła o to by pozbyć się tej kłódki ... powalcz z tą komendą (w konsoli) i zastosuj opcje -R ("rozkłódkuje" wszystkie podfoldery ) bo jak nie wiedziałem o R to każdy folder osobno rozbrajałem.
[ Dodano: 2013-11-06, 19:47 ]
a no podejrzewam że może sie pluć o hasło więc przed zabawą w konsoli trzeba wpisać sudo su i podaj swoje hasło.
[ Dodano: 2013-11-06, 20:29 ]
hehe no fajnie pomogłem ... a gdzie link ?? http://www.arturpyszczuk.pl/commands-chmod.html
[ Dodano: 2013-11-06, 19:47 ]
a no podejrzewam że może sie pluć o hasło więc przed zabawą w konsoli trzeba wpisać sudo su i podaj swoje hasło.
[ Dodano: 2013-11-06, 20:29 ]
hehe no fajnie pomogłem ... a gdzie link ?? http://www.arturpyszczuk.pl/commands-chmod.html






