




")
Początkowo miało to być tylko dodanie napędu do osi, bo ta maszynka jest tego całkiem pozbawiona. Ostatecznie zdecydowałem się na użycie GRBL i sterowanie z komputera.
Zależało mi na zachowaniu jak najmniejszych rozmiarów, żeby tokarkę dało się schować w oryginalnym kartoniku.
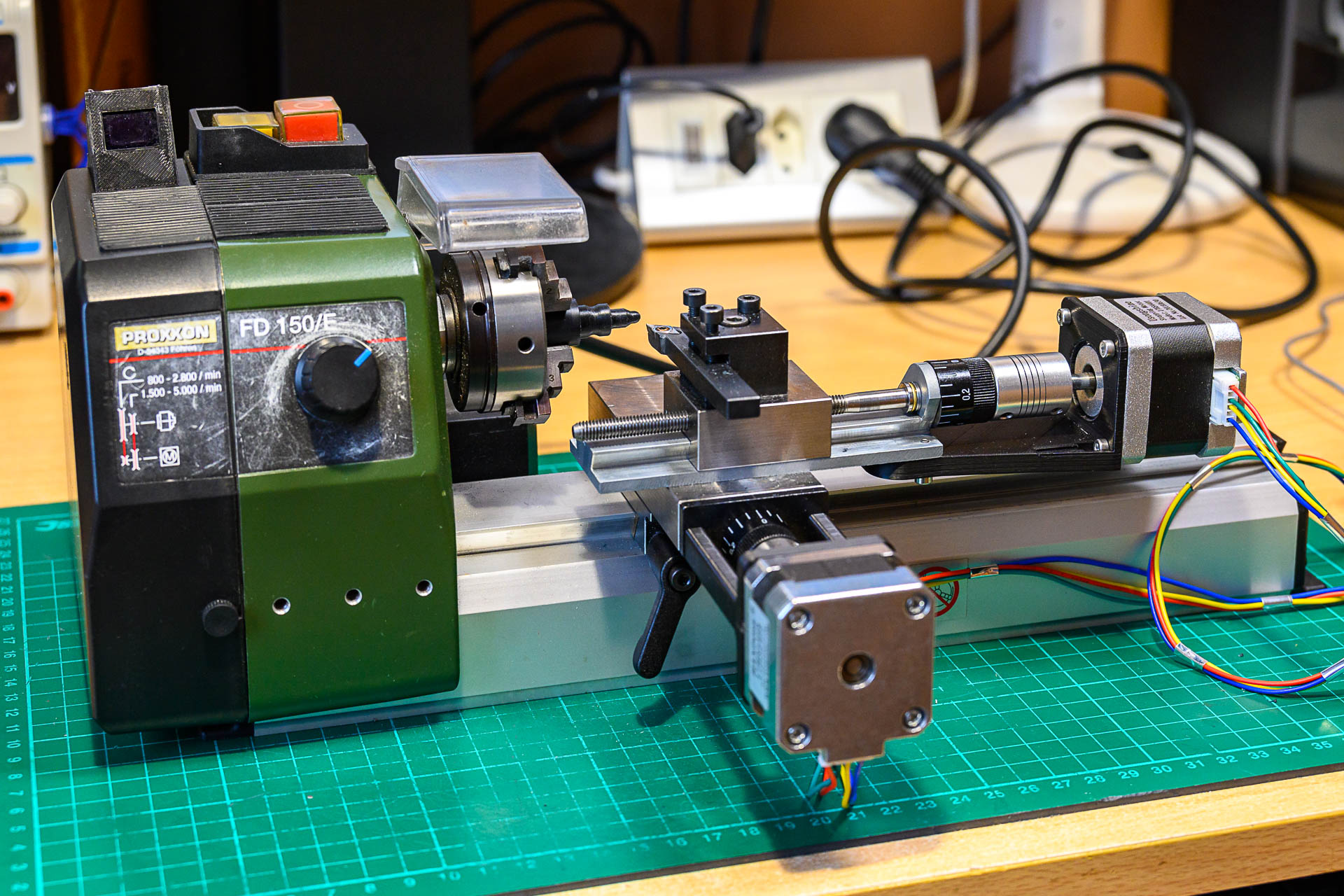
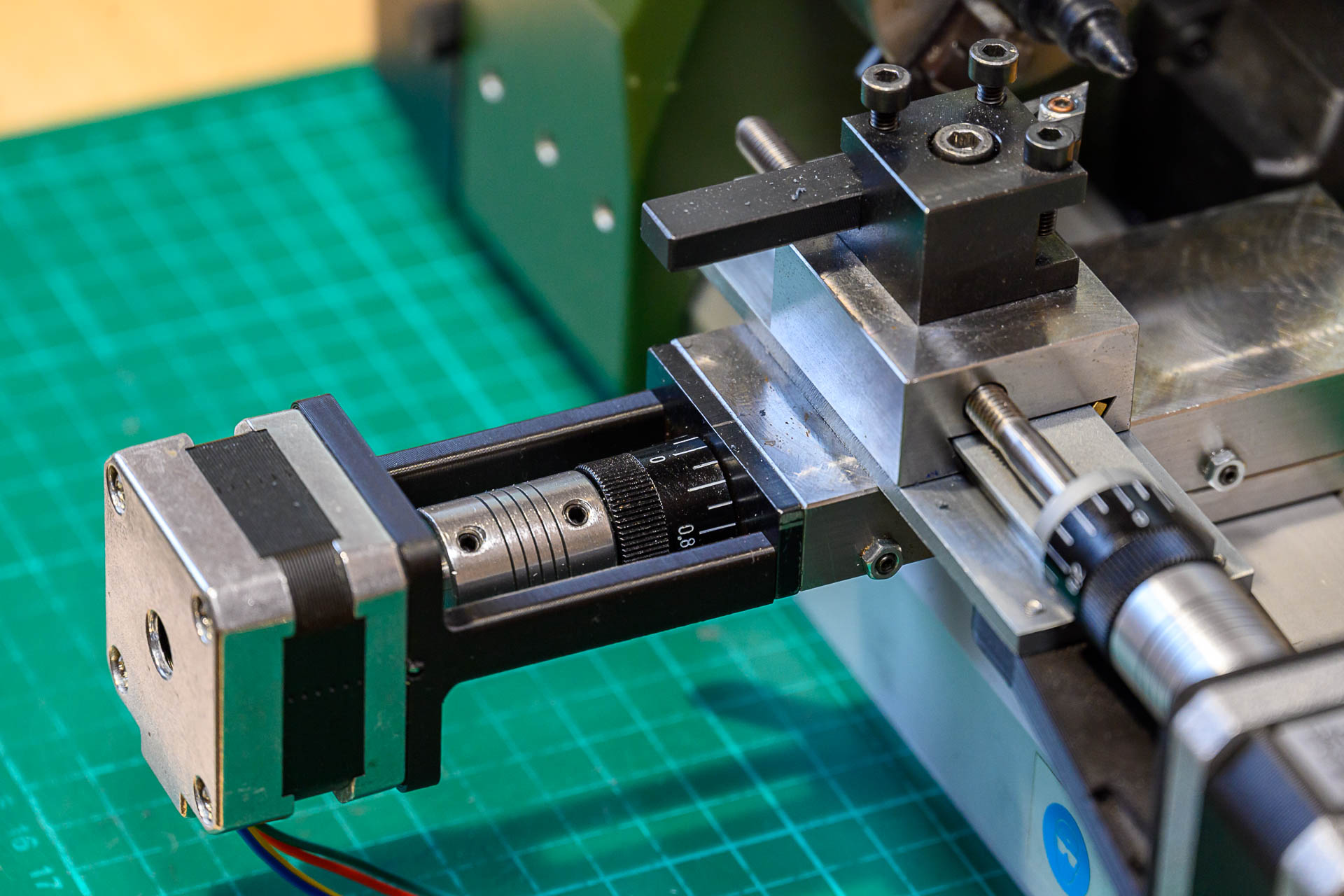
Silnik w osi Z zamontowałem na wydrukowanym elemencie, którego zamocowanie wymagało wykonania dwóch otworów. To jedyna ingerencja w oryginalną tokarkę. Do śruby dołożyłem łożyska poprzeczne, co zmniejsza luzy i poprawia kulturę pracy. Zachowałem też kółka z podziałką, co pozwala na ręczną korekcję położenia.
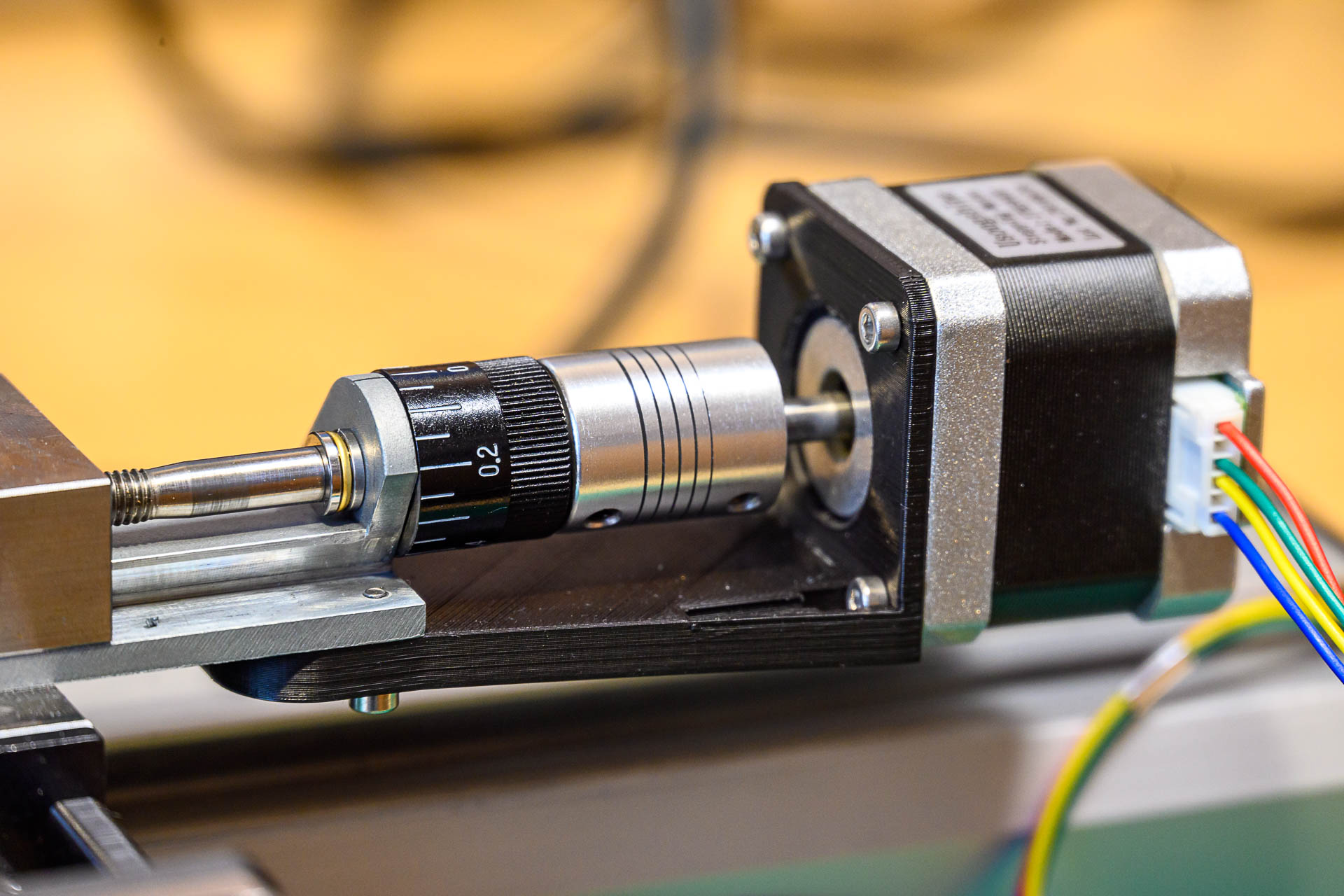
Silnik w osi X, zamontowałem do oryginalnych otworów. Tutaj także dodałem łożyska poprzeczne i zachowałem podziałkę.
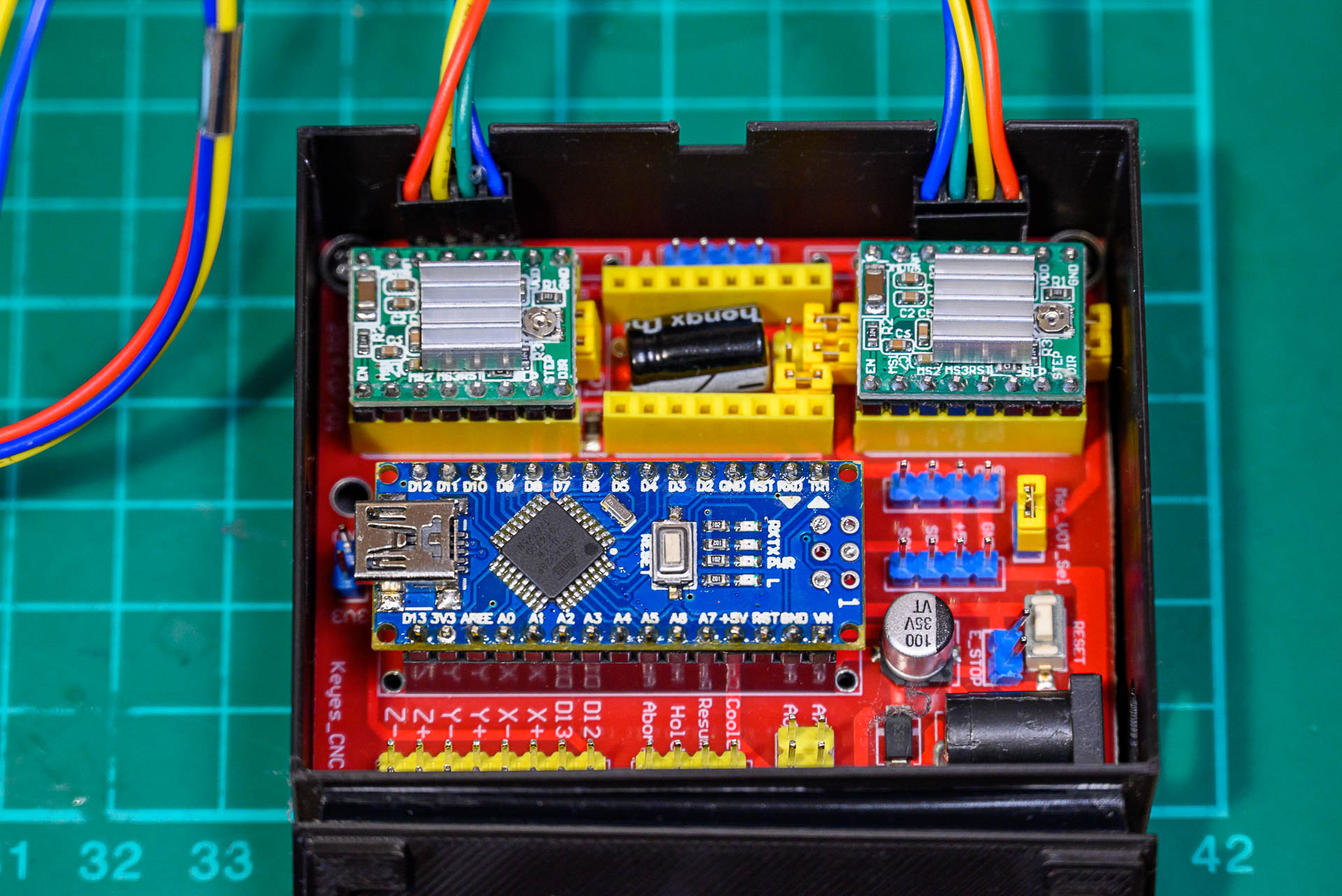
Elektronika składa się z Arduino Nano i CNC Shield V4, które zamknąłem w małej obudowie.
Do sterowania używam programu GRBLGRU.
A tak to wygląda w działaniu
https://youtu.be/ATFpt_g6Phk



")






