



")
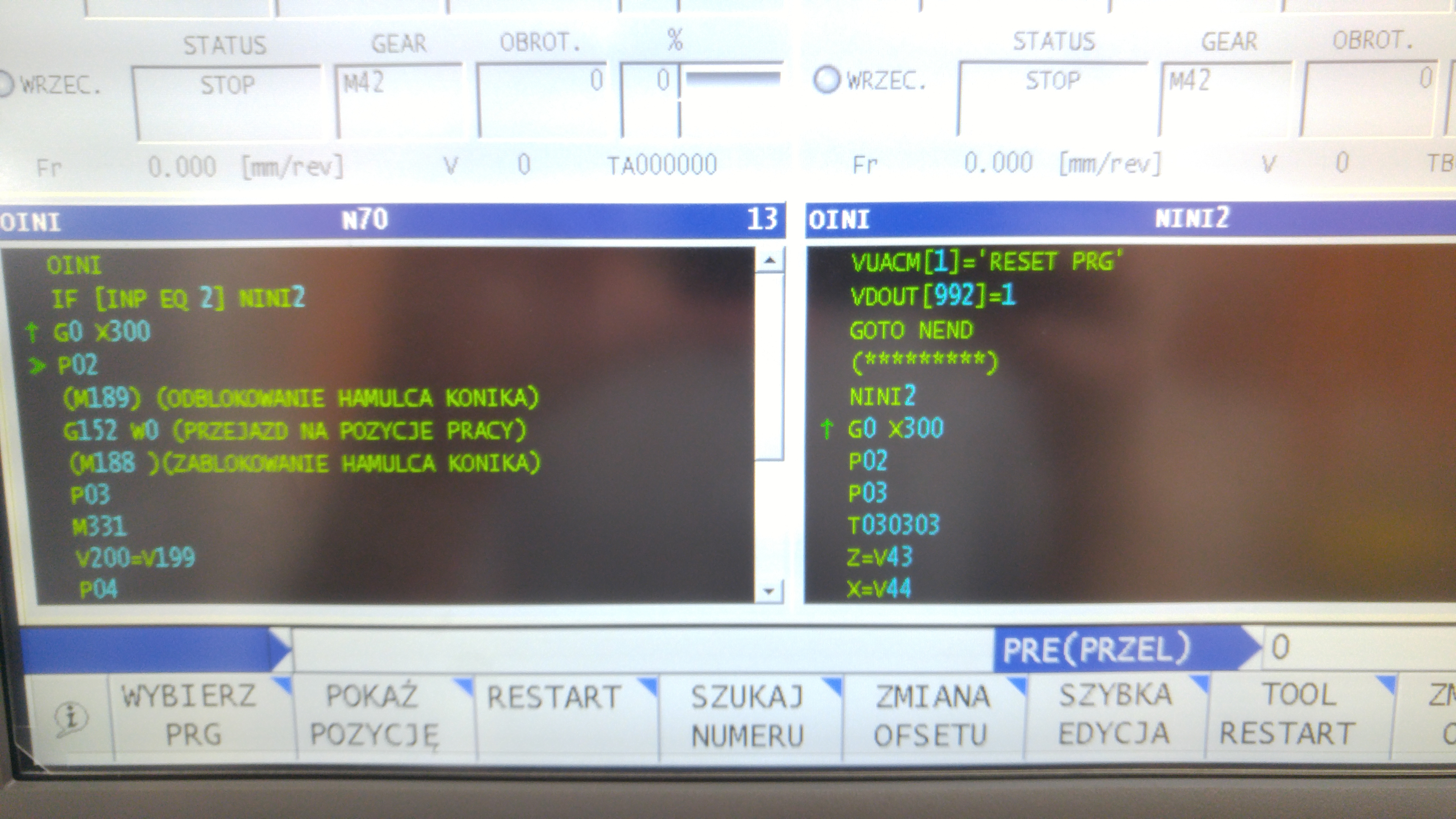
Mam problem na tokarce Okuma (dwugłowicowa - synchronizacja głowic jest ok) z programowym przesuwem konika. Mam zrobiony podprogram, który podczas pierwszego uruchomienia przesuwa się na zadaną pozycję pracy ( w załączniku linijki programu odpowiedzialne za te ruchy). Problem polega na tym, że za pierwszym razem po zmianie referencji, a co za tym idzie punktu zerowego konika - wywala błąd "1259 ALARM-A Podłączenie konika 8". Po zresetowaniu i puszczeniu tego samego jeszcze raz - wszystko działa..
Z góry dzięki za wszelką pomoc w tym temacie.
Pzdr



")




