



")
Program jest wykonywany i kiedy ma nastąpić odcięcie i odbiór detalu maszyna nie zmienia narzędzia tylko podjeżdża wytaczakiem. Dla mnie zapętlanie programu to nowość (mały staż na Okuma)
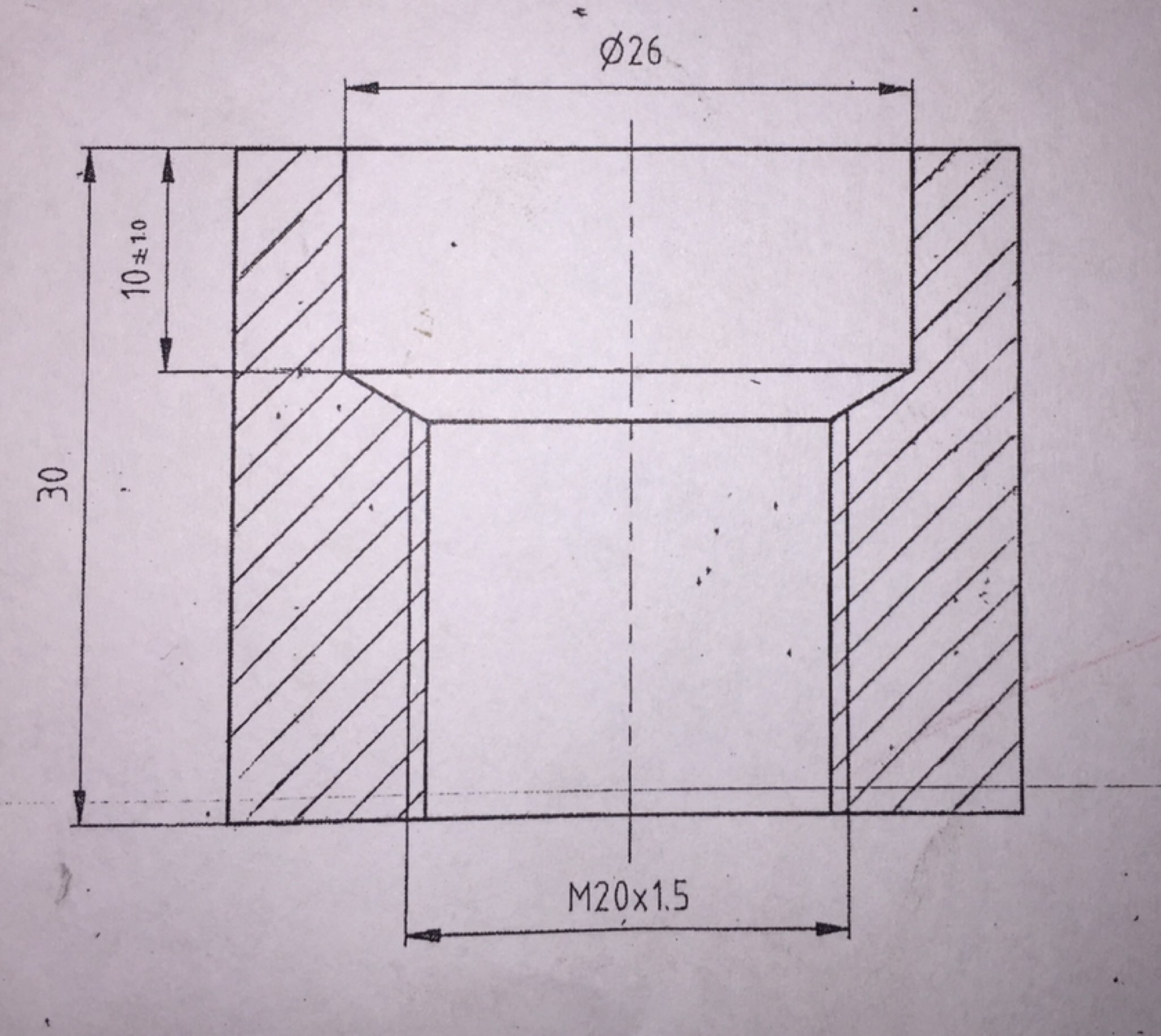
Czy ktoś mógłby mi powiedzieć co jest nie tak z programem? Podsyłam rysunek z detalem który mam do wykonania, będzie tego setki, dlatego chciałem zrobić to w pętli.
G270
CLEAR
DRAW
(Tuleja dlawicy)
(Szczeki twarde, pret fi32)
N0010 G00 X500 Z100
N0020 G50 S2800
V1=0 (Licznik detali)
V2=10 (Ilosc sztuk do wykonania)
IF [V1 EQ V2] N1000
NAT01 (Wyciagniecie preta)
N0030 T060606 G00 X0 Z10
N0040 G94 F800 G01 Z-10
N0050 M84
N0060 G01 Z55 F20
N0070 M83
N0080 G01 Z70 F60
N0090 G00 X0 Z100
N0100 X500
N0110 M01
NAT01 (Planowanie)
N0120 G00 X500 Z100
N0130 G97 S700 M42 T010101 M03
N0140 X33 Z1
N0150 G96 S350 M08
N0160 G85 N0170 D1 F0.35 U0.4 W0.4
N0170 G82
N0180 G00 Z0
N0190 G01 X35 G41
N0200 X-1
N0210 G40
N0220 G80
N0230 M01
NAT02 (Toczenie i ksztalt)
N0240 X32 Z2
N0250 G85 N0260 D4 F0.25 U0.4 W0.2
N0260 G81
N0270 G00 X0
N0280 G01 Z0 G42
N0290 G75 G01 X30 L-1
N0300 Z-30
N0310 G40
N0320 G80
N0330 M09
N0340 G00 X500 Z200
N0350 M01
NAT03 (Wykanczanie powierzchni)
N0360 G97 S500 M42 M03
N0370 G00 X35 Z2 T030303
N0380 G96 S220 F0.2 M08
N0390 G87 N0260
N0400 G40
N0410 G80
N0420 M09
N0430 G00 X500 Z200
N0440 M01
NAT04 (Wiercenie fi18)
N0450 G97 S200 M03
N0460 G00 X0 Z5 T111111
N0470 M08
N0480 S1800
N0490 G74 X0 Z-56 D3 K3 L20 F0.05 E0.3
N0500 M09
N0510 G00 X500 Z20
N0520 M01
NAT05 (Wytaczanie otworu)
N0530 G97 S1800 M42 M03
N0540 G00 X18 T090909
N0550 Z3
N0560 M08
N0570 G96 S255
N0580 G85 N0590 D0.75 F0.25 W0.2 U0.0
N0590 G81
N0600 G00 X28
N0610 G01 Z0 I1 G41 E0.2
N0620 G75 G01 X26.10 L-0.2
N0630 Z-10
N0640 G01 X18.5 Z-13
N0650 Z-47
N0660 G40
N0670 G80
N0680 M09
N0690 G97 S500
N0700 G00 X500 Z40
N0710 M01
NAT06 (Odciecie i odbior detalu)
N0720 G0 X0. Z0.
N0730 G95 G18
N0740 T111111
N0750 M8
N0760 M77 (Koszyk na detale ON)
N0770 G97 S606 M3
N0780 G0 Z5.
N0790 X56
N0800 G96 S107 M3
N0810 Z-33.
N0820 X34.
N0830 G1 X30.797 F0.05
N0840 X34.
N0850 G0 Z-31.44
N0860 G1 X30.94 Z-32.97
N0870 X30.875 Z-32.992
N0880 X30.797 Z-33.
N0890 X-0.203 F0.04
N0900 G0 X34.
N0910 X56.
N0920 Z5.
N0930 G97 S606 M3
N0940 M9
N0950 M76 (Koszyk na detale OFF)
N0960 M5
N0970 G0 X500
N0980 Z200
N0990 V1=V1+1
N1000 GOTO N0010
N1010 M30



")






