




")
na pierwszym zdjęciu są liniały magnetyczne.
Na drugim zdjęciu jest prawdopodobnie elektrozawór sterujący przepływem oleju do siłownika - na nim lub na tabliczce powinien znajdować się (mniej więcej taki jak w ramce na zdjęciu) schemat sterowania elektrozaworem:

[ Dodano: 2015-04-24, 21:12 ]
"V - opening" - szerokość rowka matrycy (w milimetrach)K3vin pisze:Tak wygląda mój ekan sterowania:
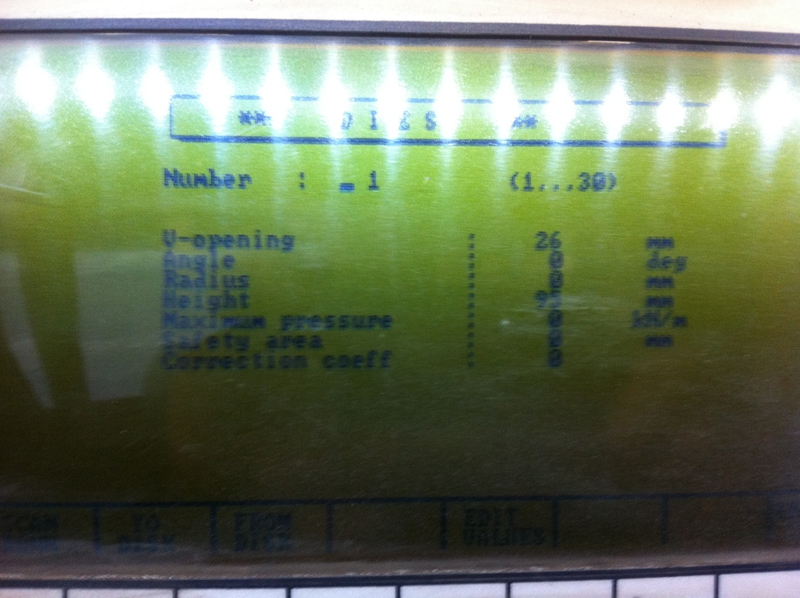
"Angle" - kąt rowka matrycy (w stopniach)
"Radius" - promień wewn. rowka (w stopniach)
"Height" - wysokość matrycy (w milimetrach)
"Maximum pressure" - wytrzymałość matrycy na ściskanie (w kiloniutonach na metr)
"Safety area" - bezpieczny odstęp między narzędziami (?) - tzw. punkt muting - ja daję zazwyczaj 6mm
"Correction coeff" - nie wiem
"Angle" - kąt gięcia
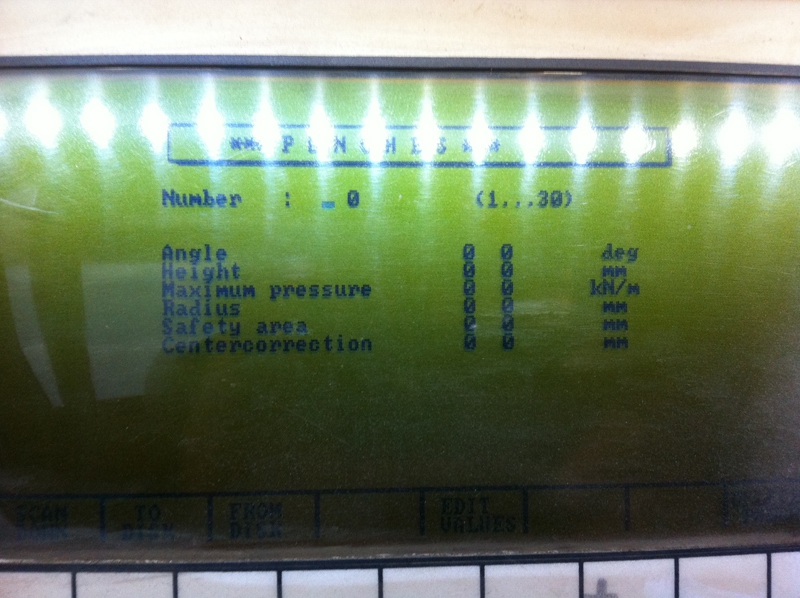
"Height" - wysokość stempla
"Maximum pressure" - wytrzymałość na ściskanie stempla
"Radius" - promień stempla (a tym samym wewn. promień gięcia)
"Safety area" - jak wyżej przy matrycach
"Centercorrection" - nie wiem
Tutaj nie jestem pewny do kilku pozycji, także nie będę opisywał.
"Tensile strength" - wytrzymałość na rozciąganie blachy (na końcu zamieszczę parametry gatunków blach)
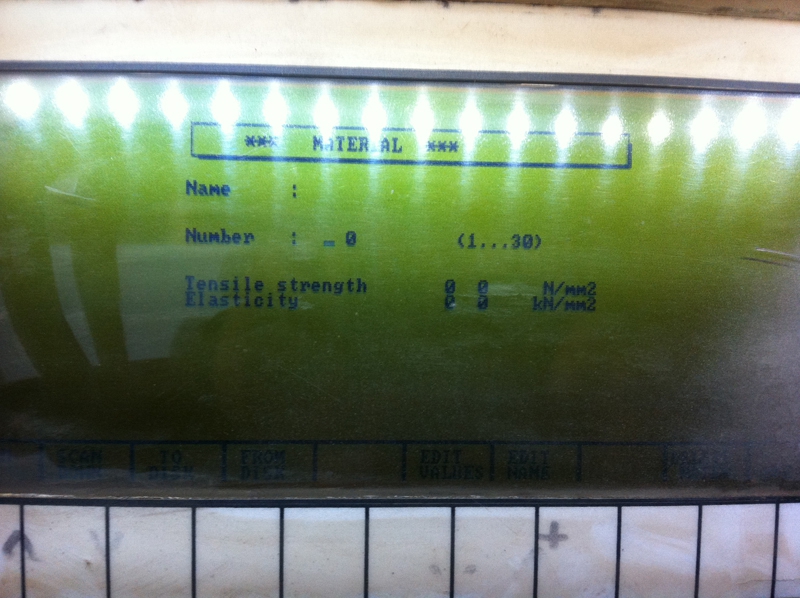
"Elasticity" - sprężystość blachy
Wytrzymałość na rozciąganie (typowe gatunki blach)*:
Stal zwykła (S235)- 392N/mm² (40kg/mm²)
Stal nierdzewna (1.4301)- 588N/mm² (60kg/mm²)
Aluminium (5754) - 294N/mm² (30kg/mm²)
(*) 1kg = 9,81N
Sprężystość typowych gatunków blach:
Aluminium (5754) - 70kN/mm² (70GPa/mm²)
Stal nierdzewna (1.4301) - 200kN/mm² (200GPa/mm²)
Stal zwykła (S235) - 200kN/mm² (200GPa/mm²)


")








