



Witam, jestem nowy na forum choć kilkukrotnie wspomagałem się przeczytanymi poradami za co dziękuję.
mój problem polega na tym, że frezarki dmg nie reagują na korekcję promienia czy to w programie czy w tabeli narzędzi. jesli chodzi o wysokosć narzędzia wszystko działa poprawnie. natomiast nie mogę zrobić żadnej korekty promienia. Jest to męczące bo wszystko muszę poprawiać w camie. Z góry dzięki za pomoc.
problem z korekcją promienia narzędzia. maszyna nie reaguje.


-
cero
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 119
- Rejestracja: 15 wrz 2011, 19:56
- Lokalizacja: Sosnowiec
Re: problem z korekcją promienia narzędzia. maszyna nie reaguje.
A na innym sterowaniu dziala?
Pokaż kawałek programu, może tam masz problem.
Jaki masz cam?
Może w złą tabelkę wpisujesz. Na fanuc mam dwie: zużycie i rozmiar narzedzia
Pokaż kawałek programu, może tam masz problem.
Jaki masz cam?
Może w złą tabelkę wpisujesz. Na fanuc mam dwie: zużycie i rozmiar narzedzia
-
Jotefix
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 8
- Posty: 8
- Rejestracja: 24 sie 2019, 05:34
Re: problem z korekcją promienia narzędzia. maszyna nie reaguje.
Mamy tylko maszyny z heidenhainem. programy robimy w alphacamie kod generuje postprocesor dedykowany do tych maszyn.
TNC620.
to kawałek programu:
TOOL CALL 1 Z S6500 ;16MM CARBIDE
TOOL DEF 0
L X-129 Y46 F MAX M3
L Z20 F MAX
L M08 ;Coolant
L Z2 F MAX
L Z0 R0 F1000
L X129 R0
CC X129 Y40
C X129 Y34 DR-
L X-129 R0
CC X-129 Y28
C X-129 Y22 DR+
L X129 R0
CC X129 Y16
C X129 Y10 DR-
L X-129 R0
CC X-129 Y4
C X-129 Y-2 DR+
L X129 R0
CC X129 Y-8
C X129 Y-14 DR-
L X-129 R0
CC X-129 Y-20
C X-129 Y-26 DR+
L X129 R0
CC X129 Y-32
C X129 Y-38 DR-
L X-129 R0
CC X-129 Y-44
C X-129 Y-50 DR+
L X129 R0
L Z20 F MAX
Dodane 16 minuty 14 sekundy:
już w maszynie po przesłaniu programu robię korekty poprzez korektyy DR lub DR2 przy wywołaniu narzędzia TOOL CALL ale nic to nie zmienia. równierz w tabeli narzędziowej żadna zmiana nic nie daje. Natomiast korekta DL wysokosci narzędzia działa prawidłowo.Jotefix pisze: ↑06 wrz 2019, 00:08Mamy tylko maszyny z heidenhainem. programy robimy w alphacamie kod generuje postprocesor dedykowany do tych maszyn.
TNC620.
to kawałek programu:
TOOL CALL 1 Z S6500 ;16MM CARBIDE
TOOL DEF 0
L X-129 Y46 F MAX M3
L Z20 F MAX
L M08 ;Coolant
L Z2 F MAX
L Z0 R0 F1000
L X129 R0
CC X129 Y40
C X129 Y34 DR-
L X-129 R0
CC X-129 Y28
C X-129 Y22 DR+
L X129 R0
CC X129 Y16
C X129 Y10 DR-
L X-129 R0
CC X-129 Y4
C X-129 Y-2 DR+
L X129 R0
CC X129 Y-8
C X129 Y-14 DR-
L X-129 R0
CC X-129 Y-20
C X-129 Y-26 DR+
L X129 R0
CC X129 Y-32
C X129 Y-38 DR-
L X-129 R0
CC X-129 Y-44
C X-129 Y-50 DR+
L X129 R0
L Z20 F MAX
-
 adam Fx
adam Fx
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 5591
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Re: problem z korekcją promienia narzędzia. maszyna nie reaguje.
Piszesz o korekcji a w prog. nie widzę RR RL więc nie wywołujesz korekcji
sorki za wszystkie błędy ... (dyslektyk) 
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
Jotefix
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 8
- Posty: 8
- Rejestracja: 24 sie 2019, 05:34
Re: problem z korekcją promienia narzędzia. maszyna nie reaguje.
taki program generuje mi post. w którym miejscu powinno być to RL lub RR? i dlaczego program reaguje na zmianę długosci narzędzia poprzez DL wpisanym przy wywołaniu narzędzia a nie reaguje na korekcji promienia poprzez wpisanie wartosci DR?
przykładowo
TOOL CALL 1 Z S6500 DL 0.2 DR -0.03 ;16MM CARBIDE
frez zacznie pracować wyżej ale już wymiaru obrabianego elementu nie zmienia.
Dodane 15 minuty 47 sekundy:
zrobiłem szybki prosty program frezowania 20 mm otworu o głębokosci 5 mm
BEGIN PGM OTWÓR SREDNICA 20MM GLEBOKOSC 5 MM MM
;
;Tool=2, Name=16MM CARBIDE, Diameter=16
;
;
Q100=-1030 ;M91 Safe X
Q101=-5 ;M91 Safe Y
;
L Z-1 R0 F MAX M91 ;Safe Z
TOOL CALL 2 Z S9500 ;16MM CARBIDE
L X0 Y0 F MAX M3
L Z10 F MAX
L M08 ;Coolant
L Z1 F MAX
L Z-5 R0 F100
CC X6 Y0
C X0.333 Y-1.972 DR+ F800
CC X0 Y0
C X0.333 Y-1.972 DR+
CC X0.167 Y-0.986
C X0 Y0 DR+
L Z10 F MAX
;
M9 ;Coolant Off
M5 ;Spindle Stop
L Z-1 R0 F MAX M91 ;Safe Z
L X+Q100 Y+Q101 R0 F MAX M91
M30
;
END PGM OTWÓR SREDNICA 20MM GLEBOKOSC 5 MM MM
chciałbym przykładowo powiększyć ten otwór o 1 mm korekcją narzędzia. jak ten program powinien wyglądać?
-
 Butler
Butler
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 3
- Posty: 721
- Rejestracja: 07 mar 2018, 16:54
- Lokalizacja: Gdańsk
Re: problem z korekcją promienia narzędzia. maszyna nie reaguje.
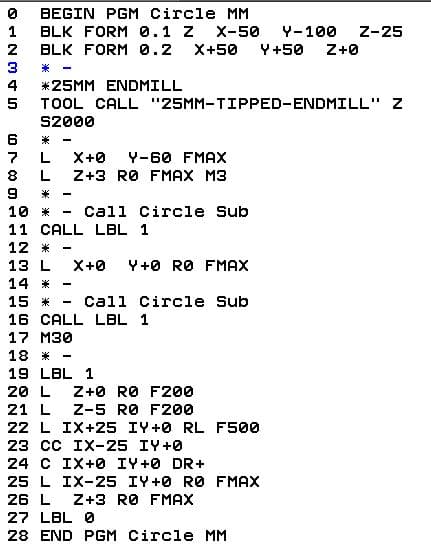
Zerknij na ten program (z neta ściągnięte bo osobiście nie mam edytora i maszyny na HH teraz)
W LBL1 masz opisaną ścieżkę do wykonania otworu. Pomijam ze opisana inkramentalnie... zerknij gdzie masz przywołanie korekcji RL
Na początku musisz stanąć narzędziem dalej przynajmniej o połowę jego średnicy od miejsca w którym chcesz zacząć frezować by było miejsce na wejście. Przyjęcie kompensacji ustawi frez stycznie do zaprogramowanego miejsca.
Ty opisujesz jaką byś chciał korekcję, ale jej nie wywołujesz w programie.
W LBL1 masz opisaną ścieżkę do wykonania otworu. Pomijam ze opisana inkramentalnie... zerknij gdzie masz przywołanie korekcji RL
Na początku musisz stanąć narzędziem dalej przynajmniej o połowę jego średnicy od miejsca w którym chcesz zacząć frezować by było miejsce na wejście. Przyjęcie kompensacji ustawi frez stycznie do zaprogramowanego miejsca.
Ty opisujesz jaką byś chciał korekcję, ale jej nie wywołujesz w programie.
-
adam Fx
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 5591
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Re: problem z korekcją promienia narzędzia. maszyna nie reaguje.
Jotefix pisze:dlaczego program reaguje na zmianę długosci narzędzia poprzez DL wpisanym przy wywołaniu narzędzia a nie reaguje na korekcji promienia poprzez wpisanie wartosci DR?
przykładowo
reaguje tylko nie wywołujesz w programie pracy z ta korekcją czyli nie użyłeś RR lub RL (możesz też użyć jakiegoś cyklu typu frezowanie okręgu - on automatycznie uwzględnia korekcie z tabeli czy z DR)
zastosuj się do tego co napisał Butler
poczytaj w instr ok RR i RL
sorki za wszystkie błędy ... (dyslektyk)
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
 Łuki31
Łuki31
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 336
- Rejestracja: 28 lip 2007, 00:05
- Lokalizacja: Ostrów Wlkp.
Re: problem z korekcją promienia narzędzia. maszyna nie reaguje.
kolego generujesz program z postprocesora pod dany otwór i średnicę freza to jak chcesz zmienić korekcję. Jak zmiana średnicy to generujesz cały program od nowa ,jak koledzy wyżej napisali pisz programy z korekcją to nie będzie problemu
Jak pytam to znaczy że nie wiem ,jak wiem to odpowiem i pomogę ,więc doceń to -tak jak ja doceniam Cię !!!!
-
Jotefix
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 8
- Posty: 8
- Rejestracja: 24 sie 2019, 05:34
Re: problem z korekcją promienia narzędzia. maszyna nie reaguje.
zastosuj się do tego co napisał Butler
poczytaj w instr ok RR i RL
[/quote]
Przepraszam ale nie zrozumiałem. Co to jest instr ok?
poczytaj w instr ok RR i RL
[/quote]
Przepraszam ale nie zrozumiałem. Co to jest instr ok?
-
Butler
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 3
- Posty: 721
- Rejestracja: 07 mar 2018, 16:54
- Lokalizacja: Gdańsk
Re: problem z korekcją promienia narzędzia. maszyna nie reaguje.
Nie wiem jak w Alphacamie, ale np. w Mastercamie przy operacji frezowania 2D jest jak byk pole wyboru dla rodzaju kompensacji: Komputer, Sterowanie, Zużycie, Odwrotność zużycia, wył. Tak jak napisał Łuki31, generowane masz programy z kompensacją typu komputer. Chcesz zmienić wymiar, tu musisz generować program od nowa. By na maszynie mieć tą możliwość to w Camie przestawić rodzaj kompensacji na ten z maszyny.
Instrukcja sterowania. Samouczek lub coś podobnego... HH ma bardzo przyjazne i łatwe w opanowaniu pomoce.Jotefix pisze: Przepraszam ale nie zrozumiałem. Co to jest instr ok?






