



Postprocesor


-
 nxcam
nxcam
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 9
- Posty: 734
- Rejestracja: 04 maja 2009, 17:54
- Lokalizacja: Tuszyma
- Kontakt:
umieścilem postprocesory, a nic nie napisałem jak je wgrać jeśli ktoś nie chce podmieniac template_post...
naprawiam sytuację
kilka słów tłumacznia i instrukcja:
x:\Program Files\UGS\NX x.x\MACH\resource\postprocessor...
- to domyślny katalog NX w którym znajduja się pliki postprocesorów
- można oczywiście trzymac je w innym miejscu, ale na razie nie mieszajmy
template_post.dat
- to plik tekstowy znajdujący się w domysłnym katalogu w którym umieszczona jest lista postprocesorów
*.pui to plik źródłowy postprocesora z aplikacji PostBuilder w której można tworzyć postprocesor w okienkowym środowisku. Jesli postprocesor nie jest umieszczony na liście postprocesorów to może sie znajdowac w dowolnym folderze i można pokazać plik *pui (obok musi byc też *.def i *.tcl) w momencie gdy chcemy wygenerowac kod
*.def i *.tcl - to "właściwe" pliki postporocesora, które sa niezbędne do generownia kodu. To pliki tekstowe które możesz otworzyć w dobrym edytorze i również w ten sposób napisac postprocesor
Aby dodać postprocesor do listy postprocesorów z pozycji PostBuilder (jesli mamy *.pui):
- umieścić pliki w tym folderze domyślnym
- uruchom PostBuilder
- menu Utilities/Edit template Post Data File
- w lewej dolnej części okna klawisz "Nowy"
- wskazac plik *pui
- pojawi sie na liście (można wtedy np. nadac mu nazwę)
- polecenie zapyta o plik template_post.dat (znajduje się w tym samym folderze) i gotowe.
Jeśli nie masz p[liku źródłowego pui możesz wpisac postprocesor na listę template_post.dat samodzielnie
- otwórz plik i najlepiej skopiuj jedną z istniejących linii
- zmień tylko elementy w kolorach:
NOWY_CNC_INFO,${UGII_CAM_POST_DIR}cnc_info.tcl,${UGII_CAM_POST_DIR}cnc_info.def

gdzie
niebieski - dowolna nazwa twojego postprocesora
czerwony i zielony - właściwa nazwa plików postprocesora
Pozostałych elementów nie zmieniaj - to ściezki zmiennych systemowych
Po zamknięciu pliku template_post.dat postprocesor powinien pojawic sie na liście.
naprawiam sytuację
kilka słów tłumacznia i instrukcja:
x:\Program Files\UGS\NX x.x\MACH\resource\postprocessor...
- to domyślny katalog NX w którym znajduja się pliki postprocesorów
- można oczywiście trzymac je w innym miejscu, ale na razie nie mieszajmy
template_post.dat
- to plik tekstowy znajdujący się w domysłnym katalogu w którym umieszczona jest lista postprocesorów
*.pui to plik źródłowy postprocesora z aplikacji PostBuilder w której można tworzyć postprocesor w okienkowym środowisku. Jesli postprocesor nie jest umieszczony na liście postprocesorów to może sie znajdowac w dowolnym folderze i można pokazać plik *pui (obok musi byc też *.def i *.tcl) w momencie gdy chcemy wygenerowac kod
*.def i *.tcl - to "właściwe" pliki postporocesora, które sa niezbędne do generownia kodu. To pliki tekstowe które możesz otworzyć w dobrym edytorze i również w ten sposób napisac postprocesor
Aby dodać postprocesor do listy postprocesorów z pozycji PostBuilder (jesli mamy *.pui):
- umieścić pliki w tym folderze domyślnym
- uruchom PostBuilder
- menu Utilities/Edit template Post Data File
- w lewej dolnej części okna klawisz "Nowy"
- wskazac plik *pui
- pojawi sie na liście (można wtedy np. nadac mu nazwę)
- polecenie zapyta o plik template_post.dat (znajduje się w tym samym folderze) i gotowe.
Jeśli nie masz p[liku źródłowego pui możesz wpisac postprocesor na listę template_post.dat samodzielnie
- otwórz plik i najlepiej skopiuj jedną z istniejących linii
- zmień tylko elementy w kolorach:
NOWY_CNC_INFO,${UGII_CAM_POST_DIR}cnc_info.tcl,${UGII_CAM_POST_DIR}cnc_info.def
gdzie
niebieski - dowolna nazwa twojego postprocesora
czerwony i zielony - właściwa nazwa plików postprocesora
Pozostałych elementów nie zmieniaj - to ściezki zmiennych systemowych
Po zamknięciu pliku template_post.dat postprocesor powinien pojawic sie na liście.
-
Pavllo7
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 9
- Posty: 212
- Rejestracja: 25 kwie 2006, 08:50
- Lokalizacja: Rzeszów
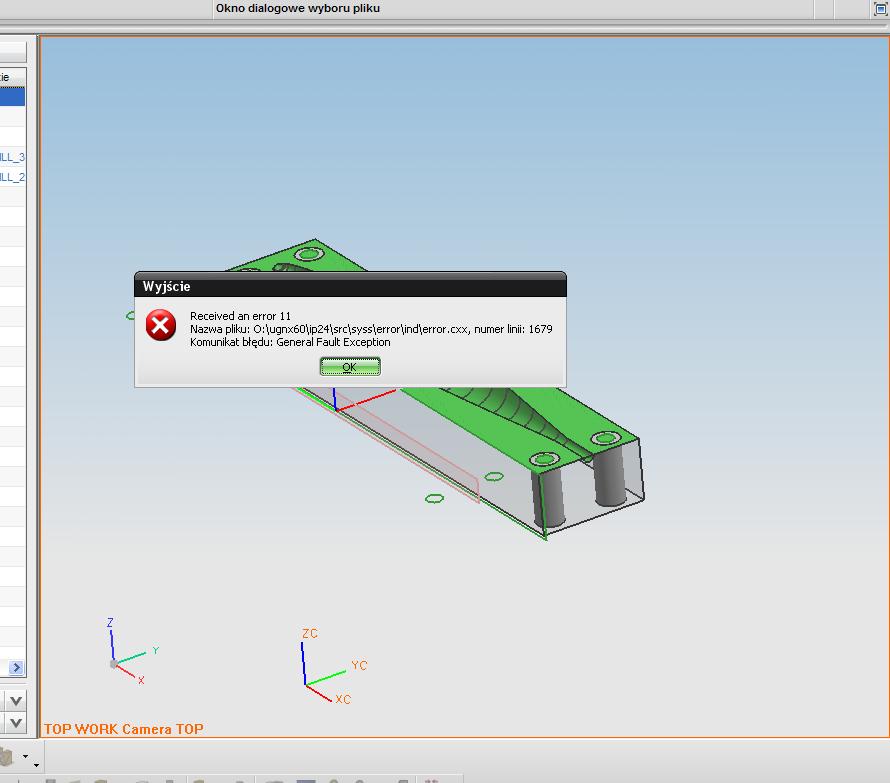
Zrobiłem jak napisałeś ale nie wiem czy dobrze w Ux ścieżki są ok a jak wygeneruje kod to robi takie półkola i łuki załączyłem program z plikiem
- Załączniki
-
- program.rar
- (128.8 KiB) Pobrany 416 razy
-
nxcam
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 9
- Posty: 734
- Rejestracja: 04 maja 2009, 17:54
- Lokalizacja: Tuszyma
- Kontakt:
ale dzis pogoda - nici ze spaceru - dzieciaki zatem niezadowolone - pogramy w piłke w domu
Biorę sie za NX8, a międzyczasie postaram sie pomóc.
Widze ze pracujesz w NX6.0.0 - ja mam PostBuilder 6.0.3 wiec postprocesorów nie wyedytujesz...
Może zrobmy tak umieszce postprocesor w kilku odmianach zapisu łuków jako R, IJ (w róznych konfiguracjach) i którys ci ruszy.
Założenia:
- interpolacja kołowa jest tylko w płaszczyźnie XY
- łuk jest dzielony na kwadranty (co 90 stopni)
- postprocesor jest z plikiem źródłowym *pui wiec możesz go bezpośrednio wskazac przy generowniu kodu
1) MACH_CNC_R - to postprocesor gdzie łuk jest zapisywany jako R
2) MACH_CNC_IJ_SC - to postprocesor gdzie łuk jest zapisywany jako IJ (Start to Center)
3) MACH_CNC_IJ_CS - to postprocesor gdzie łuk jest zapisywany jako IJ (Center to Start)
Sprawdz te trzy podstawowe przypadki - jak któryś ruszy to można później sprawdzac modalność, pozostałe płaszczyzny itd..
Biorę sie za NX8, a międzyczasie postaram sie pomóc.
Widze ze pracujesz w NX6.0.0 - ja mam PostBuilder 6.0.3 wiec postprocesorów nie wyedytujesz...
Może zrobmy tak umieszce postprocesor w kilku odmianach zapisu łuków jako R, IJ (w róznych konfiguracjach) i którys ci ruszy.
Założenia:
- interpolacja kołowa jest tylko w płaszczyźnie XY
- łuk jest dzielony na kwadranty (co 90 stopni)
- postprocesor jest z plikiem źródłowym *pui wiec możesz go bezpośrednio wskazac przy generowniu kodu
1) MACH_CNC_R - to postprocesor gdzie łuk jest zapisywany jako R
2) MACH_CNC_IJ_SC - to postprocesor gdzie łuk jest zapisywany jako IJ (Start to Center)
3) MACH_CNC_IJ_CS - to postprocesor gdzie łuk jest zapisywany jako IJ (Center to Start)
Sprawdz te trzy podstawowe przypadki - jak któryś ruszy to można później sprawdzac modalność, pozostałe płaszczyzny itd..
- Załączniki
-
- wskazowki.rar
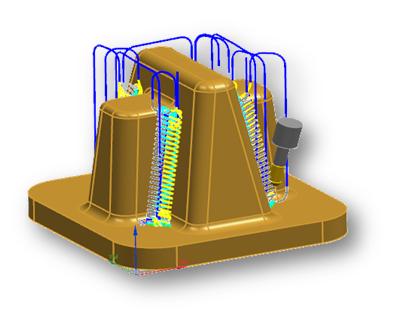
- wskazowki do optymalizacji przejazdów w operacji ZLEVEL_PROFILE
- (1.11 MiB) Pobrany 564 razy
-
- MACH_CNC_IJ_CS.rar
- postprocesor z promieniami IJ jako Center to Start
- (35.71 KiB) Pobrany 459 razy
-
- MACH_CNC_IJ_SC.rar
- postprocesor z promieniami IJ jako Start to Center
- (35.7 KiB) Pobrany 448 razy
-
- MACH_CNC_R.rar
- postprocesor z promieniami R
- (35.64 KiB) Pobrany 695 razy
-
marcinello3
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 246
- Rejestracja: 08 lut 2008, 12:07
- Lokalizacja: tarów
-
nxcam
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 9
- Posty: 734
- Rejestracja: 04 maja 2009, 17:54
- Lokalizacja: Tuszyma
- Kontakt:
NX8 jest dopiero w wersji beta - oficjalnie chyba zapowiadana na czerwiec.
Krwią podpisałem że nic nie powiem nawet po szóstym piwie rodzaju strong
inaczej... czy przydałaby się w kolejnych wersjach np.
- konwersja ścieżek 3-osiowych na 5-osiowe? w wielu przypadkach by sie moze przydała np. w obróbce resztek
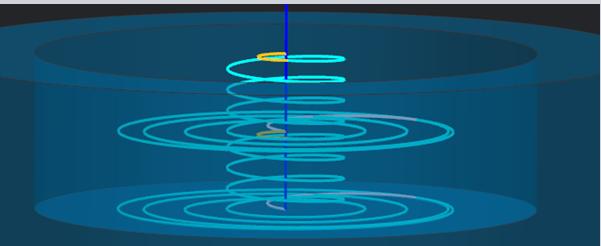
- sciezki spiralne w obrobce otworow - moze...
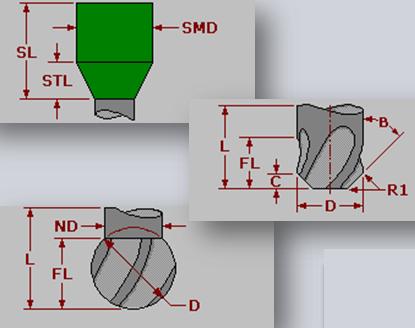
- nowe rodzaje narzędzi i uchwytow - no nie wiem...
...
Krwią podpisałem że nic nie powiem nawet po szóstym piwie rodzaju strong
inaczej... czy przydałaby się w kolejnych wersjach np.
- konwersja ścieżek 3-osiowych na 5-osiowe? w wielu przypadkach by sie moze przydała np. w obróbce resztek
- sciezki spiralne w obrobce otworow - moze...
- nowe rodzaje narzędzi i uchwytow - no nie wiem...
...
-
marcinello3
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 246
- Rejestracja: 08 lut 2008, 12:07
- Lokalizacja: tarów
-
nxcam
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 9
- Posty: 734
- Rejestracja: 04 maja 2009, 17:54
- Lokalizacja: Tuszyma
- Kontakt:
Postprocesor ISO + pliki źródłowe do postprocesora itp...
na pewno będzie transformacja z 3-axis na 5-axis tez w ZLEVEL PROFILE a to juz prawie ROUGHING
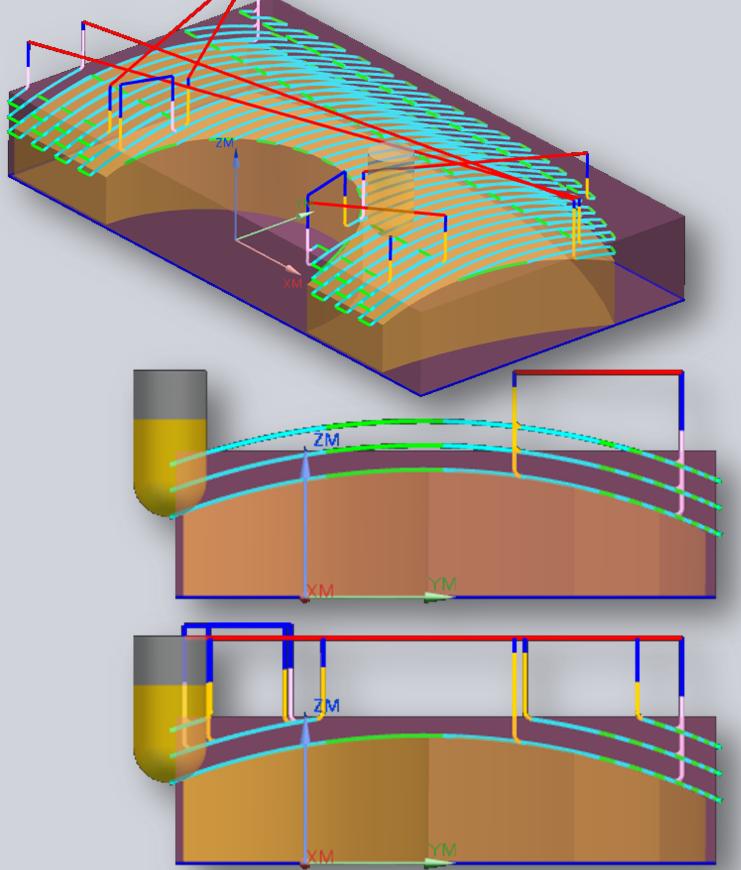
- juz teraz w NX 7.5.2 każda scieżkę wykanczająca w 3- i 5-osiach powielona w osi Z da sie przyciąć do IPW:
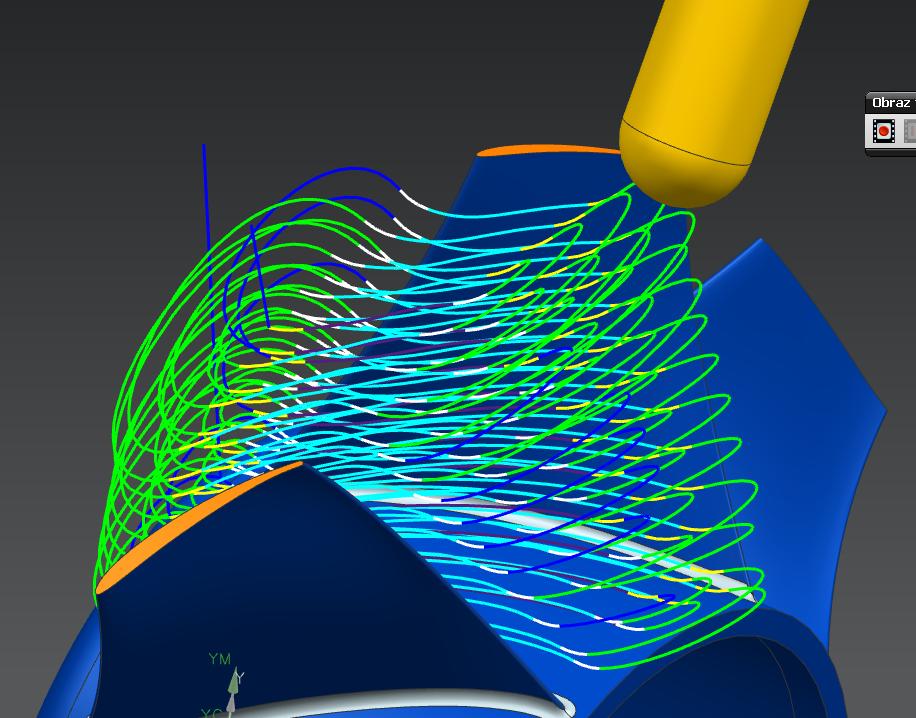
- w 5-axis Roughing Turbomachinery kształt dowolnej przygotówki to juz standard...
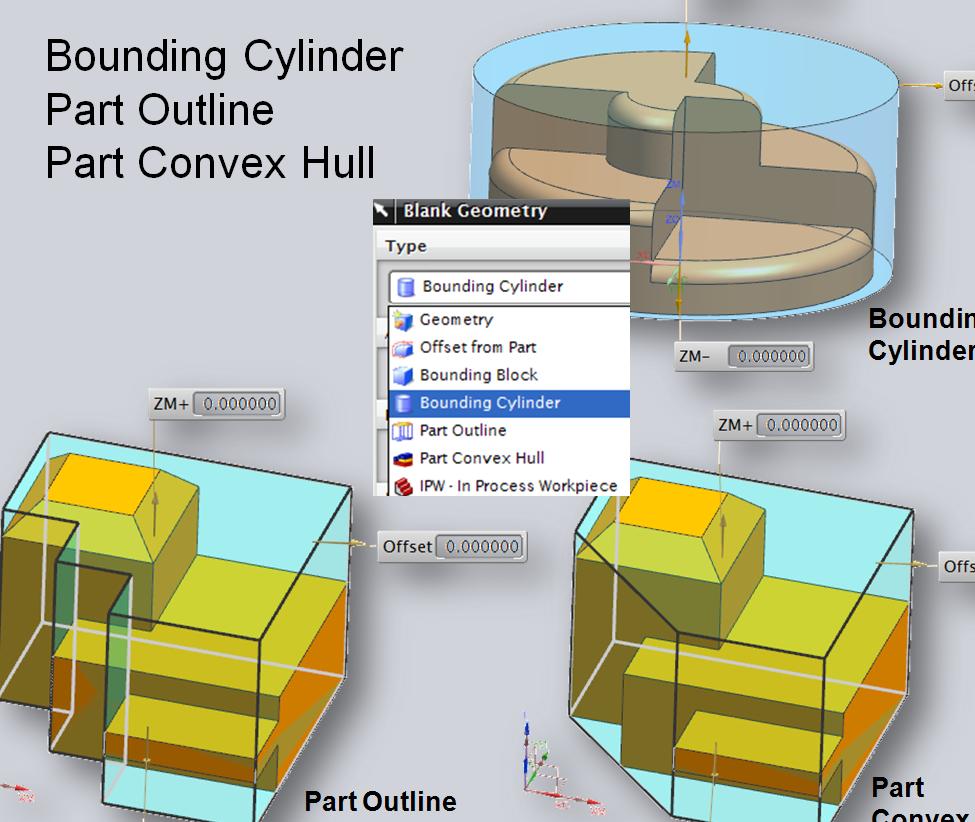
Definicja poczatkowego stock idzie z automatu w tym kierunku (łaski nie robią )
- juz teraz w NX 7.5.2 każda scieżkę wykanczająca w 3- i 5-osiach powielona w osi Z da sie przyciąć do IPW:
- w 5-axis Roughing Turbomachinery kształt dowolnej przygotówki to juz standard...
Definicja poczatkowego stock idzie z automatu w tym kierunku (łaski nie robią






