



fortunka cormak 330x700
rysa w gnieździe
-
karol789
Autor tematu - Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 12
- Posty: 47
- Rejestracja: 30 maja 2020, 21:33
Re: fortunka cormak 330x700
Nie to nie tak jedna dziesiąta to jest ugięcie swobodnego wałka i przy takim właśnie luzie i pewnie biciu swobodnego wałka wystającego z uchwytu co dziwne mogę szlifować a tokarka po przetoczeniu wałka na 300mm ma ok 0,01-0,015 stożka także nie ciągnie aż tak, ja nie jestem w stanie wyszlifować takiej długości najwięcej to tak jak pisałem wyszlifowałem około 60mm dalej pewnie bym mógł ale wałek jak widać na zdjęciach nie jest równej średnicy to wałek do testów gdzieś tam losowo wcinam się i próbuję po tych udanych 60mm jest większa średnica i nie chciało mi się już pylić tym syfem ze ścienicy po prostu jak jest podparty sztywny nie jestem w stanie go przeszlifować a jak jest bez podparcia to mogę pisałem o tym wcześniej


-
33jannowak
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 3
- Posty: 174
- Rejestracja: 08 mar 2016, 00:55
- Lokalizacja: Jędrzejów
Re: fortunka cormak 330x700
Jeżeli szlifujesz bez chłodziwa to weź też pod uwagę rozszerzalność cieplną. Spróbuj tak jak radzi RomanJ4 zastosować ściernicę która się bardziej ,,sypie"
-
karol789
Autor tematu - Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 12
- Posty: 47
- Rejestracja: 30 maja 2020, 21:33
Re: fortunka cormak 330x700
Dzień dobry dopiero wczoraj po długiej przerwie udało się powrócić do tematu fortunki zamiana ściernicy na zaproponowaną przez Romana bardzo poprawiła jakość powierzchni to już nie jak pisałem na początku "powierzchnia podobna do szlifu chińskiego łożyska" teraz to już jest taka jak tulejki fabrycznej nie chińskiej jest ślicznie  kilka zdjęć w świetle słonecznym i przy latarce pod różnym kątem, ściernica szlifuje ładnie nie sypie się aż tak bardzo, tylko dalej jest problem z zachowaniem takiej powierzchni na odległości większej niż te 50mm bez znaczenia czy przy uchwycie czy przy przedmiocie dalej wysuniętym, przejedzie te 50mm zaczyna zwalniać i delikatnie przypala przypalenia będą widoczne na zdjęciu, ale delikatnie nie jak wcześniej, tak jakby silnik był za słaby do tej szerokości ściernicy jeżeli by nie wyhamowywało silnika i szlifowało tak jak na początku to może by udało się zachować taką powierzchnie do końca, kupie i zamienię silnik na 0,75kw może to coś pomoże
kilka zdjęć w świetle słonecznym i przy latarce pod różnym kątem, ściernica szlifuje ładnie nie sypie się aż tak bardzo, tylko dalej jest problem z zachowaniem takiej powierzchni na odległości większej niż te 50mm bez znaczenia czy przy uchwycie czy przy przedmiocie dalej wysuniętym, przejedzie te 50mm zaczyna zwalniać i delikatnie przypala przypalenia będą widoczne na zdjęciu, ale delikatnie nie jak wcześniej, tak jakby silnik był za słaby do tej szerokości ściernicy jeżeli by nie wyhamowywało silnika i szlifowało tak jak na początku to może by udało się zachować taką powierzchnie do końca, kupie i zamienię silnik na 0,75kw może to coś pomoże
- Załączniki
-
-
-
-
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 7
- Posty: 12344
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: fortunka cormak 330x700
Na 3-cim zdjęciu widać, że materiał lub ściernica(z fortunką) wpadła w drgania, stąd ta "rybia łuska".
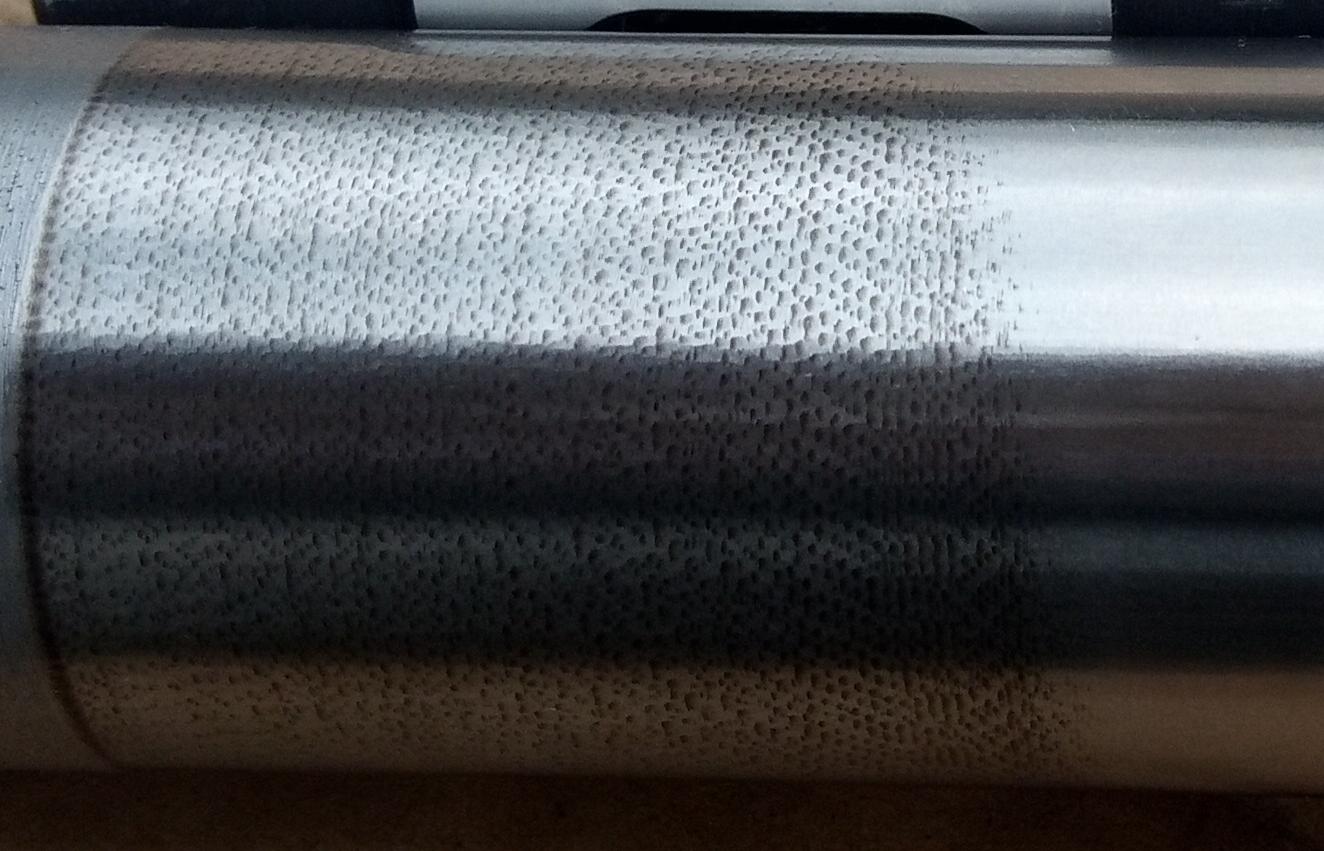
Może to być skutkiem zaszklenia ściernicy, ale może też niedostatecznej sztywności materiału, maszyny, lub obu na raz. Stawiałbym jednak bardziej na to pierwsze, bo wałek dość gruby..
Jeżeli zwalnia - to za duże obciążenie, czyli za słaby silnik lub za szeroka ściernica (zakładam, że obwodowa prędkość robocza V w [m/s] nie jest przekroczona*, gdyby była za duża głębokość skrawania to stawałaby już od początku, a nie przy końcu drogi).
Jeżeli pod koniec drogi zwalnia i przypala to znaczy, że się zaszkliła, a to oznacza, że jeszcze za twarde spoiwo/za mało otwarta struktura nie wysypuje stępionego ziarna, (lub za miękki materiał w stosunku do użytej ściernicy).
Jednak zanim zmienisz ściernicę spróbuj szlifować na mokro, to czasem pomaga...(chociaż niemiłosiernie syfi maszynę)
* - https://andre.com.pl/index.php/informac ... liczeniowe
Może to być skutkiem zaszklenia ściernicy, ale może też niedostatecznej sztywności materiału, maszyny, lub obu na raz. Stawiałbym jednak bardziej na to pierwsze, bo wałek dość gruby..
Jeżeli zwalnia - to za duże obciążenie, czyli za słaby silnik lub za szeroka ściernica (zakładam, że obwodowa prędkość robocza V w [m/s] nie jest przekroczona*, gdyby była za duża głębokość skrawania to stawałaby już od początku, a nie przy końcu drogi).
Jeżeli pod koniec drogi zwalnia i przypala to znaczy, że się zaszkliła, a to oznacza, że jeszcze za twarde spoiwo/za mało otwarta struktura nie wysypuje stępionego ziarna, (lub za miękki materiał w stosunku do użytej ściernicy).
Jednak zanim zmienisz ściernicę spróbuj szlifować na mokro, to czasem pomaga...(chociaż niemiłosiernie syfi maszynę)
* - https://andre.com.pl/index.php/informac ... liczeniowe
pozdrawiam,
Roman
Roman
-
karol789
Autor tematu - Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 12
- Posty: 47
- Rejestracja: 30 maja 2020, 21:33
Re: fortunka cormak 330x700
Roman nie zaszkliło tej ściernicy którą poleciłeś tamte wcześniejsze tak, ta jest nadal porowata i w dotyku taka jak po obciągnięciu wrzucę zdjęcia w powiększeniu nawet wałka nie nagrzewa zbytnio i trzyma kształt nadany po wyrównaniu dla pewności jeszcze raz przejechałem diamentem po pierwszym szlifie, raz tylko wystarczyło i nie było to potrzebne, wcześniej wykorzystane ściernice po próbie szlifowania wymagały kilkukrotnego przejechania żeby "zabielić" tarcze dodatkowo nagrzewały paliły wałek na wcześniejszych zdjęciach są widoczne te przypalenia, ściernice zostawiam powierzchnie robi super wymieniam silnik i zobaczymy co będzie ściernica 98C60K7VC01 125x16 szerokość chyba za słaby silnik 0,37kw zbieram nie wiem ile jak najdelikatniej około trzy setki ze średnicy wałek też nie ustawiony co do setki najlepiej jakbym przetoczył nie ruszał i założył fortunke może to bicie wałka bo jakieś jest na pewno psuje to wszystko ?
- Załączniki
-
- różowa zaszklona po szlifie
-
- różowa bez oznaczeń nowa
-
- 98C po szlifie
-
- nowa ta którą teraz szlifuje 98C
-
karol789
Autor tematu - Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 12
- Posty: 47
- Rejestracja: 30 maja 2020, 21:33
Re: fortunka cormak 330x700
Dobry wieczór sukces w połowie wymieniłem silnik na 0,75kw ładnie skrawa ściernica z podpowiedzi Romana 99c zielona 98c też ładnie idzie ale ta chyba lepiej krótki filmik na którym dojechałem dosyć wrzeciono widać po iskrach już nie ma problemu z zatrzymywaniem, przypaleniami tylko jeszcze przy toczeniu długiego wałka gnojek wpada w drgania i psuje wszystko przydała by się podtrzymka albo jeszcze spróbuje na kle obrotowym to może trochę usztywni powierzchnia jak po fabrycznym szlifie owal w mikronie tu super jak na wrzeciono z biciem koncówki 0,02 link do krótkiego niezbyt pięknego filmiku https://www.youtube.com/shorts/MbmiRPY0IFo
- Załączniki
-






