



Ale bez handshake nie jest tak, że jak przepełni bufor to komputer wysyła dane ale maszyna ich nie przyjmuje? I złapie te kilka znaków a potem koniec bo komputer już skończył wysyłać. Przecież tam pamięć to jest liczona w kb a chodzi o transfer DNC a nie wgrywanie programów do pamięci.
Poszukam "swojego" schematu.
Heidenhein TNC 155a/p


-
jasiekk7
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 7
- Posty: 303
- Rejestracja: 31 lip 2011, 15:03
- Lokalizacja: Żywiec
Re: Heidenhein TNC 155a/p
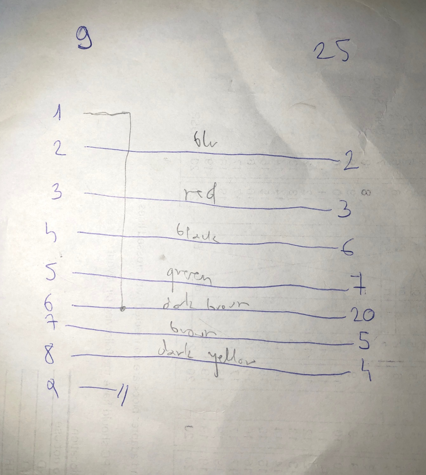
W załączeni schemat przewodu. "9" oznacza wtyczkę 9 pinową (PC), "25" - maszyna. Kolory oczywiście dowolne (używałem kabla euro  - bez ekranu ok 5m)
- bez ekranu ok 5m)
ps
patrząc na manual ten mostek 1-6 jest chyba zbędny.
ps
patrząc na manual ten mostek 1-6 jest chyba zbędny.
-
insp.spawalnictwa
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 11
- Posty: 11
- Rejestracja: 22 sty 2025, 14:02
Re: Heidenhein TNC 155a/p
jasiekk7 pisze:Miałem TNC360 i zawsze szło przez TNCREMONT i TNCSERWER. Programy po 200tys linii szły... Ale my używaliśmy nie G-kodu tylko języka hedienhana. Spróbuj w tym języku (o ile masz postprocesor).
Udało się wgrywa i zgrywa, żadne kable czy interfejsy nie były uszkodzone!!! Ale oczywiście w języku HH to chodzi płynnie, na G-kodach nic nie zgrywa ale poddaje się po co mi to skoro solidworks może napisze mi postprocesor w języku HH a nie w g-kodach.
1. nie mam programu "0" odpowiadającego za baze narzędzi, dlaczego? czyżby trzeba było zmienić jakiś parametr MP???
cytat z innego tematu forum "nie wprowadzaj ludzi w błąd TNC 150 nie ma nawet tylu parametrów aby zmienić na tabelę ,tak samo jak nie ma transmisji blokowej
2 czy podczas pracy programu da się zmieniać wyświetlanie pozycji (distance, actual coord itp) ?
3. coś mi cykle nie działają, można prosić kogoś o jakikolwiek program .H żebym porównał co ja robię źle, poza tym potrzebuje programu gdzie dużo się dzieje żeby dać go człowiekowi który będzie pisał postprocesor i żeby on tam dobrze go napisał od razu.
4 ktory cykl jest do wiercenia pilot drilling czy pecking?? bo poki co to ja wierce tak że jej programuje gora doł w bok bez cykli
tutaj przykład niedziałającego cyklu ktorego pobrałem z maszyny
0 BEGIN PGM 3 MM
1 BLK FORM 0.1 Z X+0,000 Y+0,000 Z-20,000
2 BLK FORM 0.2 X+1000,000 Y+200,000 Z+0,000
3 TOOL DEF 1 L+0,000 R+0,000
4 CYCL DEF 15.0 PILOT DRILL
5 CYCL DEF 15.1 SET UP+10,000 DEPTH -20,000
6 CYCL DEF 15.2 PECKG -20,000 F100 ALLOW +1,000
7 TOOL CALL 1 Z S 200,000
8 L Z+50,000 R F333 M03
9 L X+10,000 Y+10,000 R F333 M
10 CYCL CALL M
11 END PGM 3 MM
bardzo będę wdzięczny za jakieś programy
-
jasiekk7
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 7
- Posty: 303
- Rejestracja: 31 lip 2011, 15:03
- Lokalizacja: Żywiec
Re: Heidenhein TNC 155a/p
W nieco innym bo TNC360 parametr MP7260 określał liczbę narzędzi. Maksymalna wartość to 99. Jeżeli było tam 0 to nie było tabeli z offsetami narzędzi.
W co do pozycji i cykli to również polecam przeszukanie manualna do 360:
Pamiętam, że cykle z postprocesora nie działały.
W co do pozycji i cykli to również polecam przeszukanie manualna do 360:
Kod: Zaznacz cały
https://product.heidenhain.de/JPBC/image/FILEBASE_PUBLIC/261083_00_a_02.pdf-
insp.spawalnictwa
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 11
- Posty: 11
- Rejestracja: 22 sty 2025, 14:02
Re: Heidenhein TNC 155a/p
manuale to ja już 7 razy przeczytałem, plus wszystkie tematy na tym forum a jest ich z 20 odnośnie tnc 155
, niestety moje MP kończy się na około MP280
mi nawet z palca nie działają co dopiero z postprocesora, poza tym jaka to różnica czy z postprocesora czy z palca skoro program wygląda tak samo?
, niestety moje MP kończy się na około MP280
mi nawet z palca nie działają co dopiero z postprocesora, poza tym jaka to różnica czy z postprocesora czy z palca skoro program wygląda tak samo?
Ostatnio zmieniony 29 sty 2025, 22:29 przez insp.spawalnictwa, łącznie zmieniany 1 raz.
-
insp.spawalnictwa
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 11
- Posty: 11
- Rejestracja: 22 sty 2025, 14:02
Re: Heidenhein TNC 155a/p
zabawne jest, że przy pilot drilling i tak mnie pyta o pecking  a więc wcale nie musi być na raz , poza tym nic mi to nie daje skoro te cykle i tak nie działają
a więc wcale nie musi być na raz , poza tym nic mi to nie daje skoro te cykle i tak nie działają
-
Steryd
- Lider FORUM (min. 2000)
")
- Posty w temacie: 7
- Posty: 4728
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: Heidenhein TNC 155a/p
nie działają bo? masz jakies komunikaty jak próbujesz uruchomić program z cyklem?
Skoro "z palca" wpisujesz, to chyba jednak maszyna coś o nich wie...?
Skoro "z palca" wpisujesz, to chyba jednak maszyna coś o nich wie...?
Można?
Morzna!!!
Morzna!!!






