witam,
mam 40letniego heidenhaina
próbowałem dwóch programów (TNCremont, Nc net) aby wczytać gkody (format .I) ,coś tam niby się przysyła ale nie to co ja chce, a gdy próbuje za duzo to maszyna traci parametry i trzeba godzine potem to wgrywać. czego się używa żeby na te stare heidenheiny wgrac gcode?
ma ktos tnc355 robił to ?? moze jakis PCin 4.2 przez ms dosa wtedy może coś wyda słyszałem ale nie wiem jak to miałoby niby działać , jest kaplica przy innych obrabiarkach nc lite net mi zawsze działał a tutaj niestety nie.
ten cremont niby do heidenhaina za darmo do pobrania to powinien latać, ale nie da się przez główne okno połączyć bo wywala błąd, dlatego jakąkolwiek komunikację jestem wstanie nawiązać poprzez CremontSerwer, tam przez FE gdy mam boud rate ustawiony na 2400 a na maszynie 9600 to wtedy jak wrzucam program 50 linijek to wtedy wrzuca sie 3 linijki g24 r7 cos czyli wgrywa, a jak ustawie taki sam boud rate to wgl nic nie dziala, dziwne. XTE teoretycznie jest tylko do drukarki, na necie jest żeby to na FM robic 9600 boud rate ale niechodzi, a na maszynie boud rate sie nie da przestawic, obecnie jest 2400 ale kilka dni temu bylo 9600. najprostszego programu sie nie da wczytac.
wszystko już klikałem i nic, za stary złom żeby to samemu rozkminić
Heidenhein TNC 155a/p
-
insp.spawalnictwa
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 11
- Posty: 11
- Rejestracja: 22 sty 2025, 14:02


-
Bandito
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 319
- Rejestracja: 09 maja 2017, 20:42
- Lokalizacja: ;)
Re: Heidenhein TNC 155a/p
Te stare maszyny miały taki problem, że miały zamało pamięci i nie dało się wgrać długiego programu. Dlatego długie programy wgrywało się przez dnc, blok po bloku na bieżąco. https://en.wikipedia.org/wiki/Direct_numerical_control Jest dużo różnych programów dnc, poszukaj w necie pod hasłem "dnc software".
-
insp.spawalnictwa
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 11
- Posty: 11
- Rejestracja: 22 sty 2025, 14:02
Re: Heidenhein TNC 155a/p
Tak chciałem tego wypróbować w przyszłości gdy coś będę robił co zajmuje dużo bajtów ale obecnie takie oprogramowanie NIC niestety nie da. Moja obrabiarka tego nie "zje" ponieważ ona praktycznie nic nie je. Za duże ryzyko że doda jakieś bloki od siebie a usunie inne. Najpierw muszę ją przetestować na programie w jej pamięci.
przykład:
po wgraniu programu
%1 g71*
g40 x100.*
%
na maszynie wypluwa cos takiego
%1 g71*
g24 r4545*
g24 r1221*
g24 r444*
n9999 %1 g71*
wnioski mam takie że jakaś komunikacja jest ale coś w niej jest nie tak, przewaznie tylko numer programu zczytuje, te g24 nie wiem czemu te podprogramy dodaje, jak chce jej coś potem dodać do tego programu jakąś linijke to niestety maszyna tego nie widzi, wydaje mi się że gdyby przez główne okno CromontNC a nie przez Cremontncserwer bym ten przesył robił to może by to chodziło. Za dużo pytań za dużo domysłów jak to powinno działać, ten przesył pc-heidenhein. po około 50 próbach procesor gubi pamięć podczas tego wgrywania i traci parametry
przykład:
po wgraniu programu
%1 g71*
g40 x100.*
%
na maszynie wypluwa cos takiego
%1 g71*
g24 r4545*
g24 r1221*
g24 r444*
n9999 %1 g71*
wnioski mam takie że jakaś komunikacja jest ale coś w niej jest nie tak, przewaznie tylko numer programu zczytuje, te g24 nie wiem czemu te podprogramy dodaje, jak chce jej coś potem dodać do tego programu jakąś linijke to niestety maszyna tego nie widzi, wydaje mi się że gdyby przez główne okno CromontNC a nie przez Cremontncserwer bym ten przesył robił to może by to chodziło. Za dużo pytań za dużo domysłów jak to powinno działać, ten przesył pc-heidenhein. po około 50 próbach procesor gubi pamięć podczas tego wgrywania i traci parametry
-
Steryd
- Lider FORUM (min. 2000)
")
- Posty w temacie: 7
- Posty: 4728
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: Heidenhein TNC 155a/p
Po pierwsze parametry przesyly (baud rate, kontrola parzystosci, bity danych i stopu) muszą być takie same w komputerze i w maszynie. Dziwne, że przy różnych baud ratekach Ci coś w ogóle przesyła.
Druga sprawa w przesyłanym programie nie może być pustych bloków, to przerwie odbieranie.
Trzecie trzeba uważać bo parametry MP przy przesyłaniu mogą się po prostu nadpisać. Te stare HH nie były idiotoodporne.
Druga sprawa w przesyłanym programie nie może być pustych bloków, to przerwie odbieranie.
Trzecie trzeba uważać bo parametry MP przy przesyłaniu mogą się po prostu nadpisać. Te stare HH nie były idiotoodporne.
Można?
Morzna!!!
Morzna!!!
-
insp.spawalnictwa
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 11
- Posty: 11
- Rejestracja: 22 sty 2025, 14:02
Re: Heidenhein TNC 155a/p
problem polega na tym, że na Cremoncie mogę ustawić tylko boud rate, dlatego szukałem coś typu PCin 4.2 version od chyba simensa żeby móc ustawić więcej parametrów przesyłu typu ustawić kontrole parzystosci, bity danych i stopu, ale nie mogę takiego działającego oprogramowania nigdzie znaleźć
Parametry maszyny MP mogą ulec zmianie przy przesyle programu .NC? jak to wogóle możliwe?
Parametry maszyny MP mogą ulec zmianie przy przesyle programu .NC? jak to wogóle możliwe?
-
jasiekk7
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 7
- Posty: 303
- Rejestracja: 31 lip 2011, 15:03
- Lokalizacja: Żywiec
Re: Heidenhein TNC 155a/p
Miałem TNC360 i zawsze szło przez TNCREMONT i TNCSERWER. Programy po 200tys linii szły... Ale my używaliśmy nie G-kodu tylko języka hedienhana. Spróbuj w tym języku (o ile masz postprocesor).
BAUD zmienisz wciskając MOD, potem strzałkami góra dół aż pojawi się baud-rate (na 360 chyba wciskało się MOD wiele razy), wciskasz ENT i wpisujesz pożądaną wartość i ENT
Ale nie kombinował bym z mniejszą prędkością, to maksymalne 9600 jest już tak wolne, że maszyna będzie czekać na komendy.
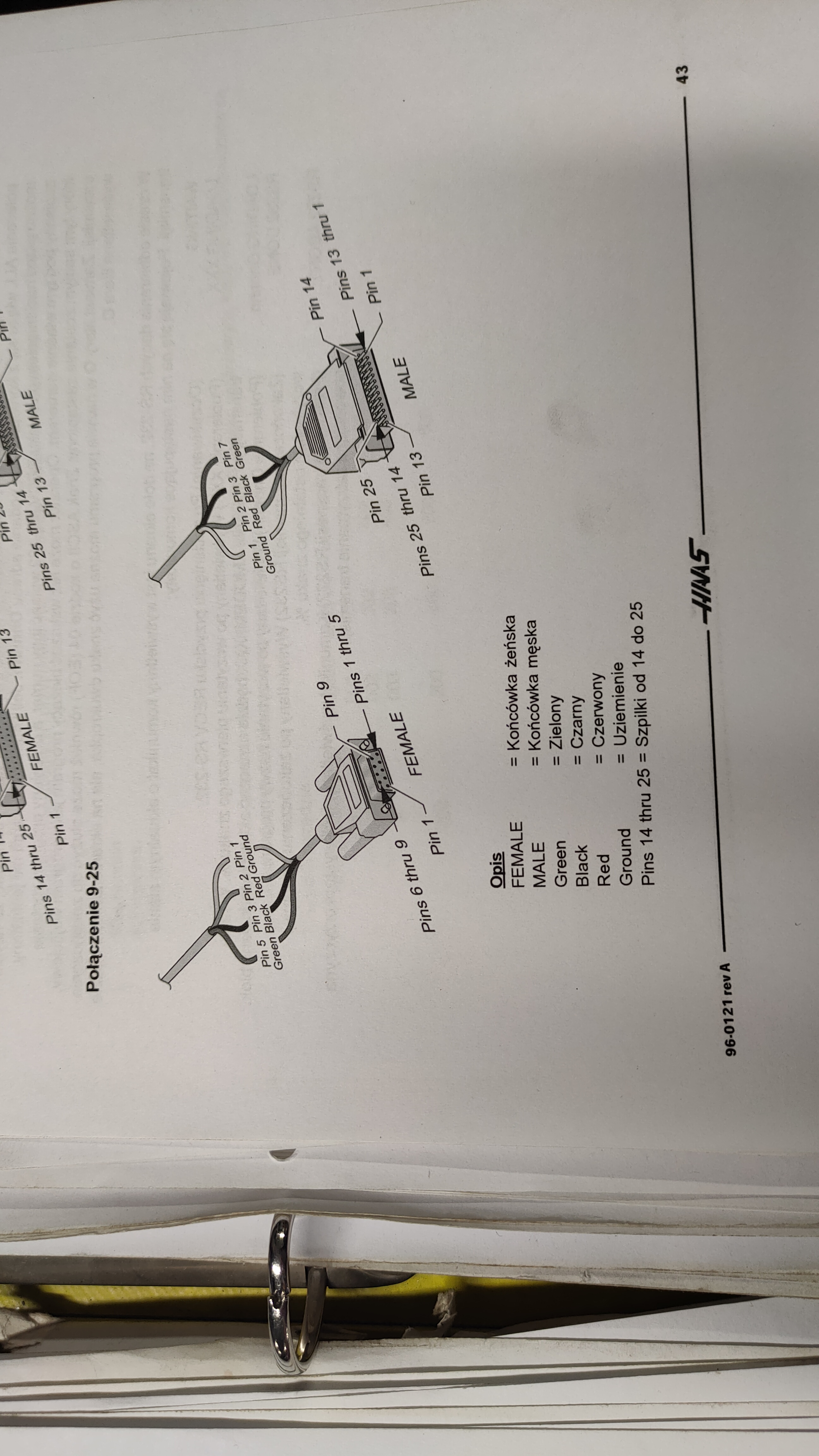
tu masz manuala:
BAUD zmienisz wciskając MOD, potem strzałkami góra dół aż pojawi się baud-rate (na 360 chyba wciskało się MOD wiele razy), wciskasz ENT i wpisujesz pożądaną wartość i ENT
Ale nie kombinował bym z mniejszą prędkością, to maksymalne 9600 jest już tak wolne, że maszyna będzie czekać na komendy.
tu masz manuala:
Kod: Zaznacz cały
https://product.heidenhain.de/JPBC/image/FILEBASE_PUBLIC/208667_00_a_02.pdf")