Czy ktoś mógłby sprawdzić poprawność kodowania?
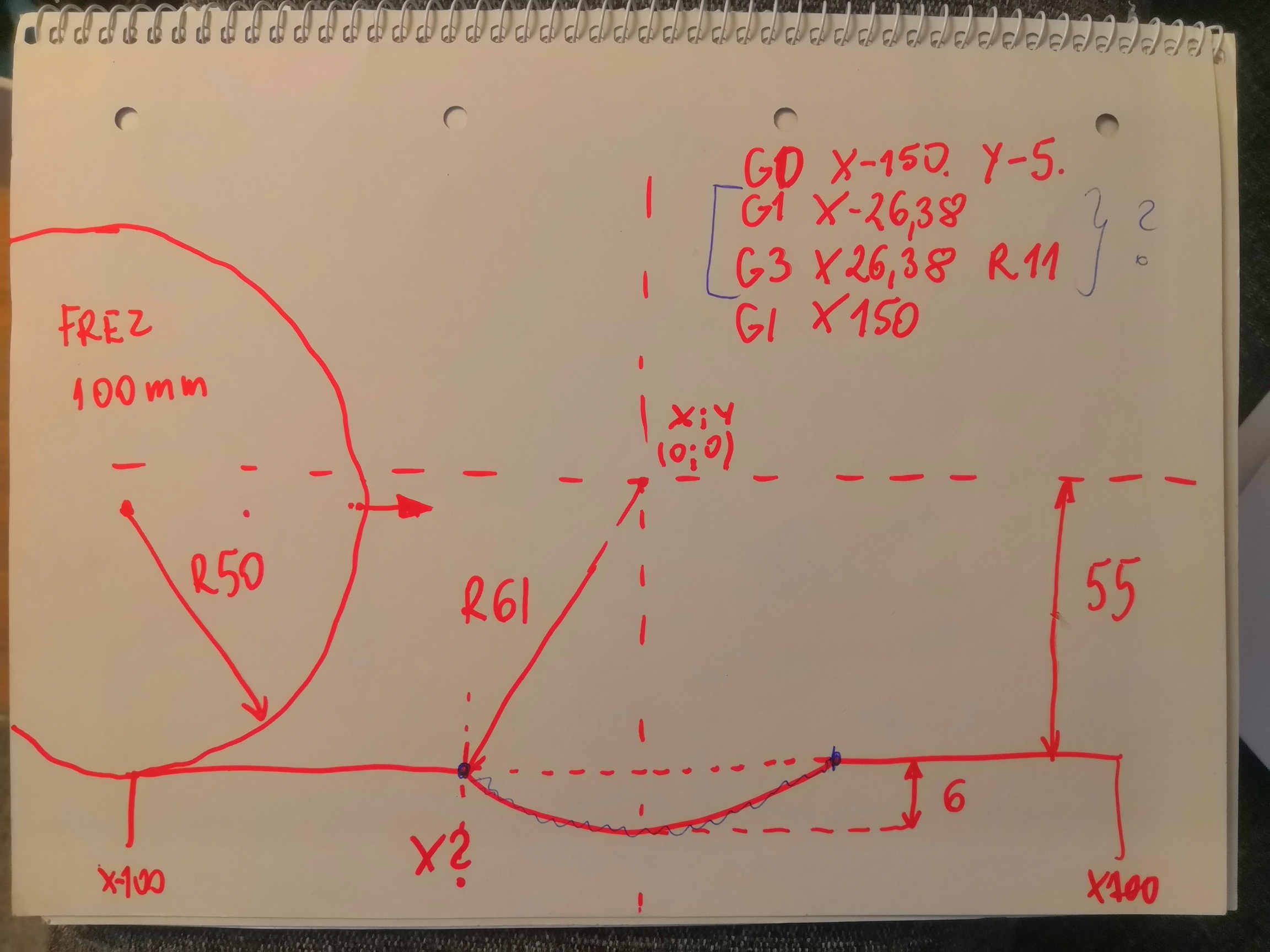
Nie mam pewności co do wartości współrzędnej X w momencie rozpoczęcia frezowania łuku.
Załączam rysunek - wybaczcie jeśli mało staranny.
Obsługa, Programowanie i Budowa Maszyn Numerycznych




Frezowanie z promieniem wewnętrznym





")

")
Tak , jest to bardzo ważne .... , dla wszystkich punktów gdzie narzędzie zmienia kierunek pracy.BroncoBill pisze: ↑06 lut 2024, 00:38... Dlatego też pytam czy podanie właściwej wartości na X - miejsca rozpoczęcia łuku - ma znaczenie jeśli zadany promień będzie prawidłowy?

Twój błąd polega na tym, że nie rozumiesz pojęcia ścieżki narzędzia.BroncoBill pisze: ↑06 lut 2024, 00:38Ponoć to było dobrze, choć wartość X-14.5 ma się nijak do początku łuku, który rozpoczyna się na X-26.38....
Przy jednej sztuce jak najbardziej.WZÓR pisze: ↑09 lut 2024, 21:51A ja puściłbym ( na miejscu zainteresowanego .... , bo widać ma z tym problem) frez po linii prostej od X-100 do X100
W drugiej kolejności ustawiłbym się na X0Y0 i zrobiłbym pełny okrąg ruchem G3
Promień wyszedłby jak trzeba i nie zastanawiałbym się nad tym X-26.38
Mariusz.
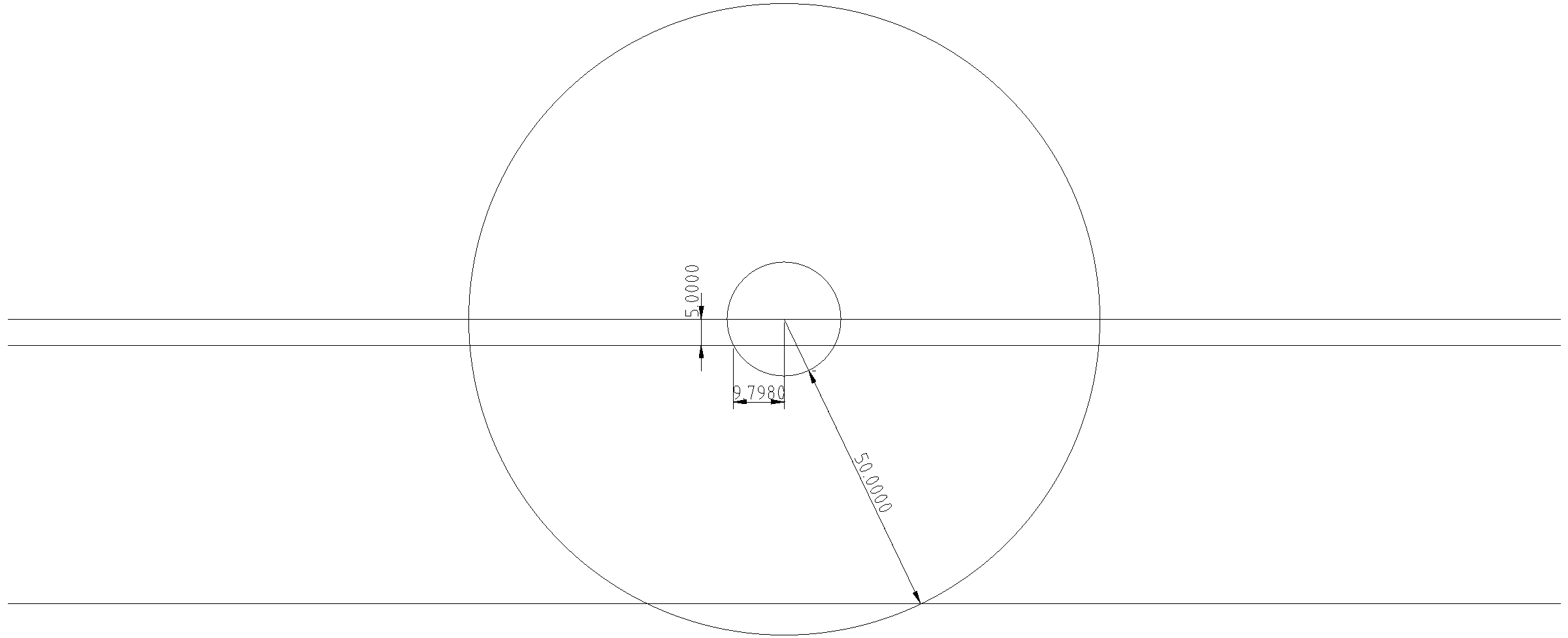
Wszystko jestem w stanie obliczyc, ale nie moge dojsc w jaki sposob obliczyc wartosc (X-15.01)%
O1111
G90 G10 L2 P0 X0 Y0 Z0 B0
G90 G10 L2 P1 X-494. Y-526.7 Z-740.05 B0
G11
G91 G30 Y0 Z0
M0
T2
M6(100MM,HJRNEFRES)
G90 G80 G49 G40 G0
G54
B0
G0 X-150. Y0.
G43 Z50. H2 S400 M3
G0 Y-5. Z0.
(KOD WYGENEROWANY PRZEZ CAM)
G1 X-15.01 F200
G1 X-4.757 Y-9.918 F150
G3 X4.757 I4.757. J9.918.
G1 X15.01 Y-5.
G1 X150. F200
(CZY TAK TEZ MOZE BYC?)
G0 X-150. Y0. Z1.
G0 Y-5. Z0.
G1 X-15.01 F200
G3 X15.01 R11. F150
G1 X150. F200
G0 Z400. M9
G91 G30 Y0. Z0.
M0
%
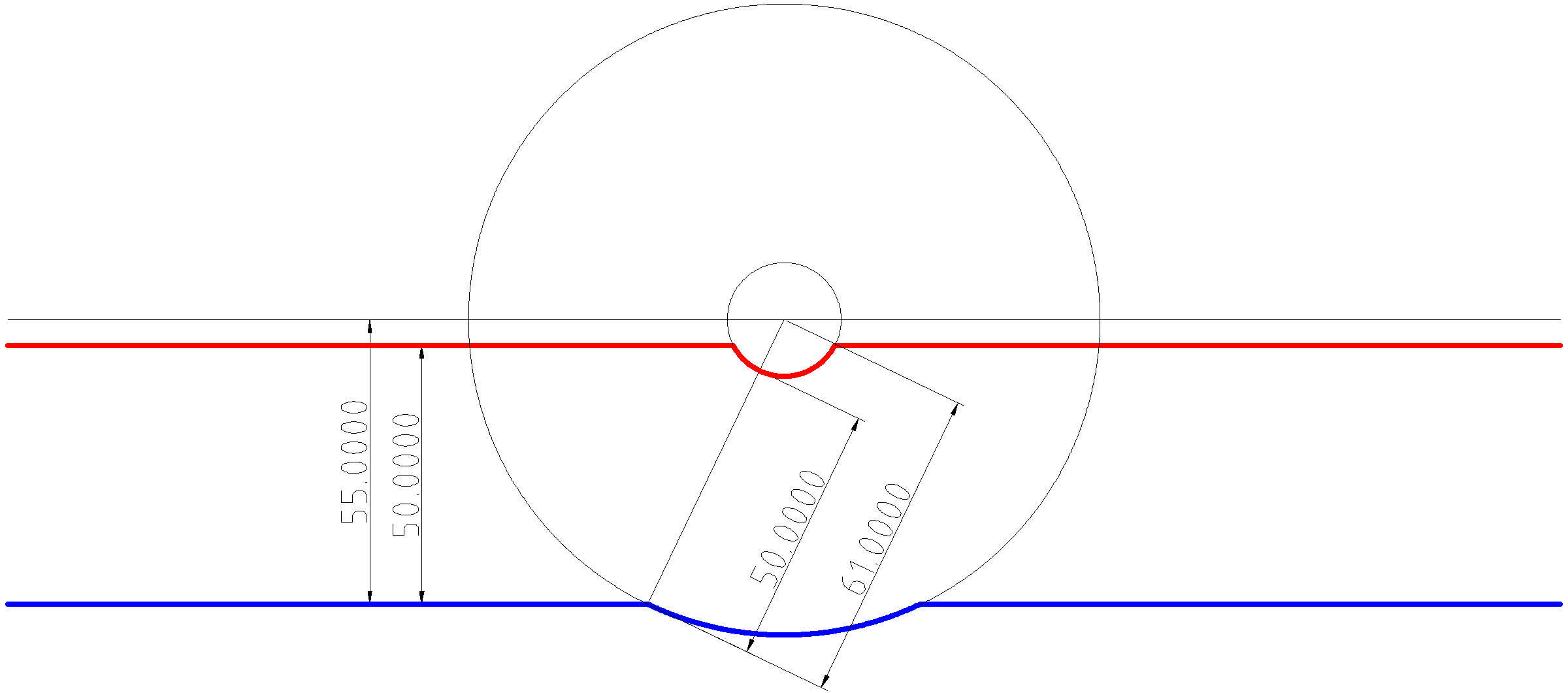
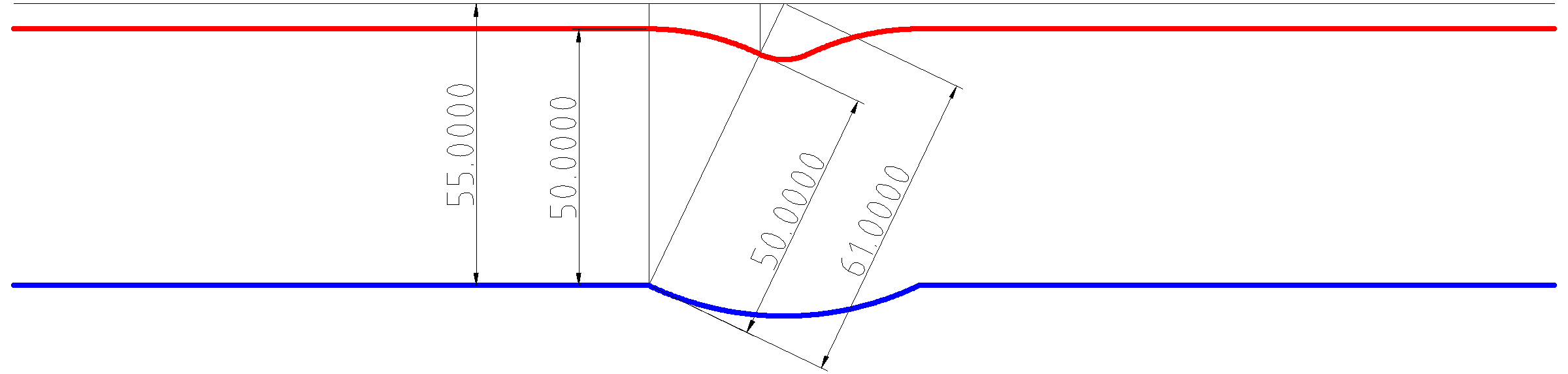
tuxcnc pisze:Zrobiłem Ci jednak rysunek, z którego wszystko powinieneś zrozumieć.
Twój CAM generuje BŁĘDNY kod !!!BroncoBill pisze: ↑15 lut 2024, 19:37Wszystko jestem w stanie obliczyc, ale nie moge dojsc w jaki sposob obliczyc wartosc (X-15.01)(KOD WYGENEROWANY PRZEZ CAM)
G1 X-15.01 F200
G1 X-4.757 Y-9.918 F150
G3 X4.757 I4.757. J9.918.
G1 X15.01 Y-5.
G1 X150. F200
Kod: Zaznacz cały
G1 X-5 Y-9.978 F200
G3 X5 I5 J9.978 F40
G1 X150. F200





